 510L第一次试制总结Word文件下载.docx
510L第一次试制总结Word文件下载.docx
- 文档编号:17616354
- 上传时间:2022-12-07
- 格式:DOCX
- 页数:18
- 大小:392.01KB
510L第一次试制总结Word文件下载.docx
《510L第一次试制总结Word文件下载.docx》由会员分享,可在线阅读,更多相关《510L第一次试制总结Word文件下载.docx(18页珍藏版)》请在冰豆网上搜索。
12.43
6155
137
19.44
156.4
141.7
2000
3000
13.78
6455
141
7.2
148.2
134
9000
6148
13.6
152.6
138.6
9666
2600
3333
12.88
6253
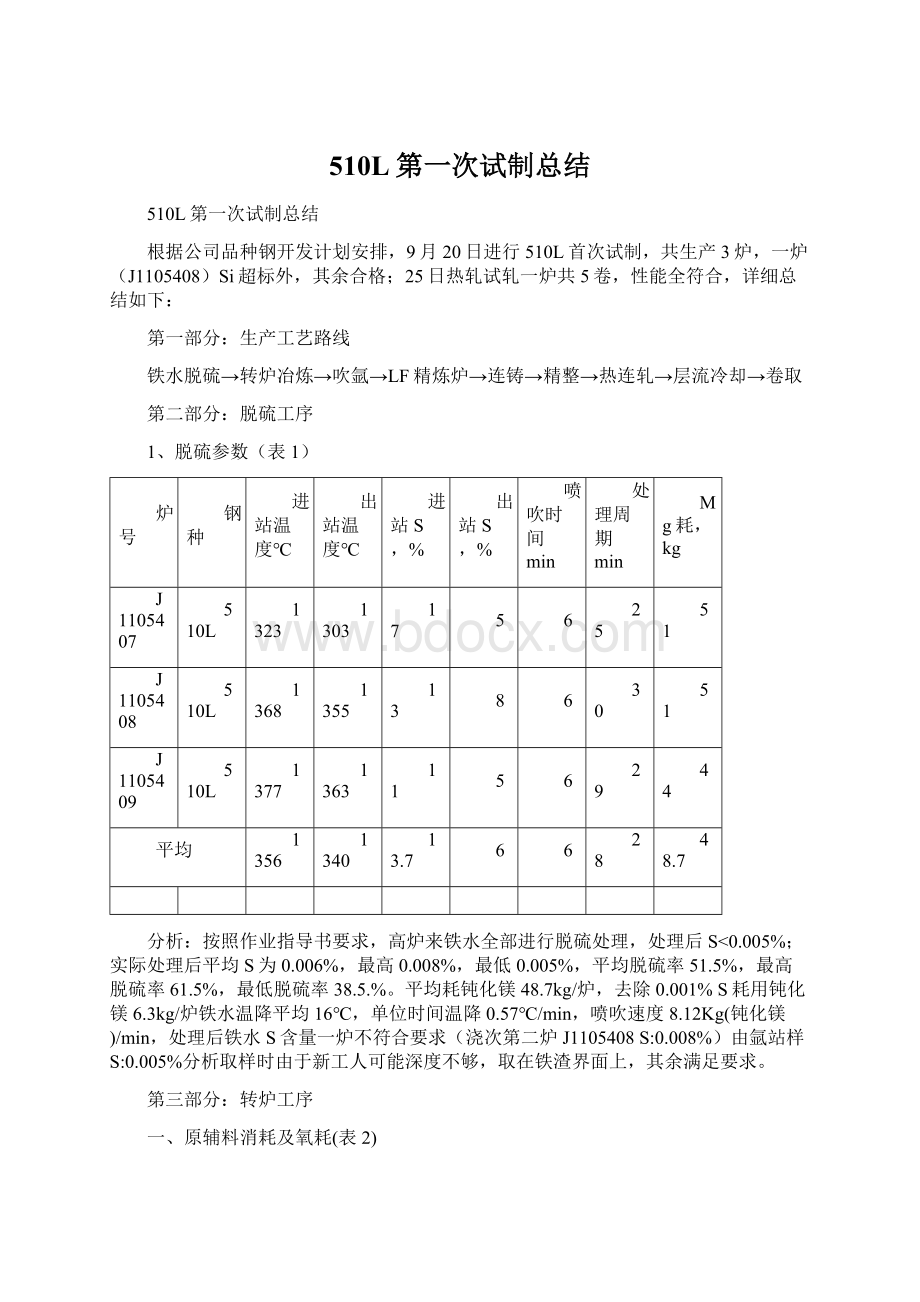
本次试验转炉平均装入量152.6吨/炉,装准率0,石灰消耗69.7kg/t,镁球消耗18.8kg/t,烧结矿消耗24.05kg/t,氧耗45m3/t,吹氧时间13min;
平均铁耗1003kg/t,废钢消耗98kg/t,转炉钢铁料消耗1101kg/t。
由上述数据分析可知,装准率太低,原因是加废钢时轻料卡料未完全进入炉内所致,合理调整废钢斗内废钢的布局,确保炉前加废钢过程的顺畅。
同时转炉石灰消耗、镁球消耗有所提高。
二、合金化及脱氧情况
中碳锰铁kg
铝铁kg
硅铁kg
铌铁kg
铝线kg
终点[O]ppm
进Ar[O]
ppm
出Ar[O]ppm
2299
354
296
60
6.93
2001
352
301
50
45.16
2036
278
26.9
表3合金加入量
表4合金消耗分析
工位
中碳锰铁消耗kg/t
Mn吸收率%
硅铁消耗kg/t
硅吸收率%
铝铁消耗kg/t
Al吸收率%
铌消耗
铌吸收率%
ArJ1105407离站
16.4
94.3
2.1
88.4
2.5
20.4
0.42
83.1
ArJ1105408离站
14.1
32.1
31.4
2.4
3.9
0.35
9.0
ArJ1105409离站
15.1
85.9
2.0
70.8
2.6
13.5
0.44
75.7
LFJ1105407
(1)
108.9
69.5
38.4
LFJ1105408
(1)
44.4
25.1
6.5
63.4
LFJ1105409
(1)
99.1
29.5
68.5
一、从表3和表4(剔除J1105408合金被渣包裹未完全融化)得出合金吸收率与钢中有对应关系,氧低则合金吸收率高。
二、Ar站离站样和LF炉第一个样合金吸收率偏差较大,说明在Ar站搅拌不均匀取样早。
三、LF工序
1、温度及时间控制表5
温度控制
冶炼周期
软吹时间
到站温度
一次测温
二次测温
离站测温
1566
1576
1607
1615
110
10
1546
1562
1575
1590
66
4
1537
1565
1594
34
三炉进站温度均低,要求目标:
LF到站温度控制在1600±
5℃,大大增加LF炉升温时间延长精炼周期,制约连铸拉速目标控制,软吹时间得不到保证,影响钢中夹杂物有效上浮。
原因是转炉出钢温度低,温控较差。
2、供电控制
表6
送电档位
送电
一次时间
二次时间
三次时间
四次时间
9min45s
8min4s
3min22s
2
6min2s
5min21s
5min17s
7min29s
9min10s
由于进站温度低且第一炉等连铸40分钟致使J1105407炉加热四次计24分钟,未能做到二步升温打乱正常升温控制,由于节奏紧张第二炉和第三炉直接用4档和2档进行化渣和主升温,电耗偏高。
一次渣料
二次渣料
三次渣料
合金
精炼渣
萤石
铝粒
硅铁
硅锰
铌铁
铝线(m)
Si-Ca线(m)
1000
400
87
300
200
100
70
55
600
20
420
500
97
3、渣料及合金消耗表7
一、本次试制计划石灰总加入量2000Kg,出钢过程先加500Kg,在LF炉一批料加1000Kg,二批料加500Kg。
由于第一炉出钢过程加500Kg石灰(温度低)结坨到LF炉后影响化渣后二炉改为全部在LF炉分二批加入。
由于节奏紧张后二炉石灰加入量不足。
二、第二炉由于出钢下渣部分合金被包裹未融化导致在LF炉补加硅铁200Kg、硅锰200Kg、铌铁20kg。
4、成分控制表8
熔炼号
C%
Si%
Mn%
P%
S%
Als%
Nb%
Ca%
Ar站出站样
0.09
0.14
1.24
0.012
0.005
0.016
0.022
0.0006
LF样1
0.1
0.11
1.42
0.003
0.03
0.0005
LF样2
0.17
1.44
0.017
0.001
0.025
0.024
0.0016
LF样3
0.0013
LF离站样
0.027
0.0025
0.07
0.05
0.007
0.006
0.002
0.0003
0.06
0.04
0.55
0.009
0.014
0.0007
0.8
0.011
0.004
0.013
0.0004
0.08
1.07
0.23
1.26
0.043
0.026
0.0062
1.06
0.021
1.21
0.019
1.27
0.0029
【C】控:
Ar站平均出站0.08%,LF离站0.09%,平均增C:
0.01%;
【Si】控:
Ar站平均出站0.10%,LF离站0.12%(剔除补加硅铁增硅量)平均增Si:
0.02%;
【Mn】控(第二炉异常剔除):
LF第一个样平均1.32%,LF离站1.36%,平均增Mn:
0.04%;
【P】控:
Ar站平均出站0.012%,LF离站0.015%,平均回P:
0.003%;
【S】控:
Ar站平均出站0.005%,LF离站0.002%,平均脱S:
【ALs】控(第二炉异常剔除):
LF第一个样平均0.027%,LF离站0.013%(剔除喂铝线增铝量),平均ALs损:
0.014%;
【Nb】控(第二炉异常剔除):
LF第一个样平均0.021%,LF离站0.023%,平均增Nb:
0.002%,说明Nb在LF工序吸收率较稳定。
【Ca】控:
第一炉和第三炉吸收率均为8.8%,第二炉吸收率为20.7%(异常因为连铸节奏紧张喂完Si-Ca线没有软吹取样)。
5、精炼渣成分表9
Al2O3
CaO
FeO
MgO
MnO
S
SiO2
R
MnO+FeO
15.24
58.25
1.68
7.06
0.269
0.141
17.16
3.39
1.949
15.2
54.68
1.34
6.95
0.705
0.099
20.09
2.72
2.045
白渣效果较差,MnO+FeO太高说明渣面氧较高,脱氧不足。
四、过程温度控制如表7。
表10各工序温度控制
LD
Ar
LF
CCM
终点
点吹(s)
进站
离站
中包1
中包2
中包3
中包4
中包5
1652
1593
1549
1564
1561
46s+23s
1551
1548
1559
1558
1555
1672
1601
1571
1554
1552
1550
出钢温度及LF进站温度均偏低,中包浇铸温度整体偏高。
表11各工序时间节奏控制
氩站时间
精炼周期
浇注周期
34
12
110
36
66
39
35
24
35
本次试制生产节奏管控较乱,平均冶炼周期为38分钟,第二炉冶炼周期为44分钟因出钢时间长所致;
氩站停留时间平均为22分钟,第二炉最长为30分钟;
精炼周期平均为70分钟。
最长为110分钟,在LF炉共升温高达5次原因是等连铸。
而连铸开浇后第二炉和第三炉由于长时间升温导致精炼周期不够,不能保证石灰及铝粒加入量和软吹时间。
第四部分连铸工序
一、拉速
表12各炉浇注拉速(m/min)
流道号
拉速1
拉速2
拉速3
拉速4
拉速5
平均拉速
3流
0.3
0.66
0.81
0.30
0.80
0.57
4流
0.91
0.77
0.85
0.95
0.84
0.90
1.0
0.96
0.94
0.99
1
图1三流拉速(m/min)
图2四流拉速(m/min)
由于浇次前两炉节奏紧张拉速控制偏低未达到目标拉速1.0m/min,3炉拉速控制在0.8-1.0(m/min)。
二、中包温度表13
中包1次测温
中包2次测温
中包3次测温
中包4次测温
中包5次测温
中包平均测温
1449
1563
1448
1556
中包目标温度为1535℃~1550℃,最低温度为1550℃(剔除假温)最高温度为1565℃,三炉均超目标温度上限,(原因是节奏紧张拉速低)。
三、产品质量情况
1、钢坯
510L成分控制表14
元素
C
Si
Mn
P
AlS
Nb
Ca
GA-B0009
≤0.20
≤1.00
≤1.60
≤0.030
GK-B0009
0.07-0.12
0.12-0.20
1.10-1.40
≤0.020
≤0.008
0.010-0.040
0.015-0.035
GE-B0010
0.07-0.10
0.13-0.18
1.15-1.35
≤0.015
≤0.005
0.015-0.025
0.020-0.030
0.0015-0.0025
目标
0.15
1.25
0.01
0.02
0.18
1.4
0.018
0.21
0.039
0.0033
1.29
0.0026
GK命中率:
67%。
J1105408【Si】超标。
浇次第二炉,转炉出钢口堵出钢时间长且二次出钢下渣,Ar站Si:
0.05%,后在LF炉补加200Kg硅铁、200kgSi-Mn、400mSi-Ca线,加入量过多,导致Si(0.021%)超标。
2、铸坯表面质量:
(断面200mm×
1250mm×
10050mm)
2.1尺寸控制:
厚度:
198-200mm宽度:
1222-1225mm。
2.2表面质量:
21块全部符合。
六、结晶器保护渣
表15结晶器保护渣理化指标:
(厂家:
通宇)
Fe2O3
容重
F-
H2O
碱度
密度
熔点
熔速
粒度
黏度
335.33
28.37
3.02
7.80
0.65
8.47
0.33
0.73
1070
21
≥95%
液渣层厚度:
8-10mm平均渣耗:
0.36kg/t较正常渣耗偏低;
冷检发现铸坯表面有细微凹坑,需优化改善。
见图3
七、结晶器水及二冷水:
1、结晶器水
表16结晶器水
铜板位置
左侧窄边铜板
右侧窄边铜板
内弧侧铜板
外弧侧铜板
流量设定值(l/min)
390
3120
2、二冷配水采用5#水表(比水量0.57L/min)。
3、低倍情况:
正常。
图4三流低倍样
图5四流低倍样
。
八、钢包自开情况:
浇次3炉自开1炉,自开率33%,不能满足保护浇铸要求。
九、保护浇铸:
表17
SC
第一炉ALs损失0.008%,第二炉ALs损失0.004%,第三炉ALs损失0.002%,平均ALs损失0.0046%。
说明连铸保护浇铸做的较好。
十、矫直段温度:
表18
流号
7段入口℃
7段出口℃
8段出口℃
989
963
861
1031
1005
867
矫直段入口铸坯表面温度平均1010℃,8段出口水雾冷却较强,红外测温枪干扰较严重,所测温度不能代表实际温度,但从7段入口温度可以判断铸坯在矫直段内的温度并未落在脆性转变温度区域内,5#水表可以满足浇注条件。
十一、成本核算(财务核算,不包括三项费用)
1、510L计划制造成本4027.40元/t,实际完成4236.4元/t,超出计划209.4元/t。
2、原材料总体节约88.69元/t,但钢铁料消耗超计划严重,消耗对比增加了60kg/t,成本增加了134.56元/t;
引起钢铁料消耗增加主要有:
由于废钢得不到有效加入,导致冶炼过程温度升温快,冶炼控制不到位,吹炼过程返干严重,终渣较粘致使出钢不净;
连浇炉数少,中包铸余及切头切尾占消耗高。
3、燃动力依旧超标成本较计划超出33.07元/t,主要是电耗、氧气单耗超标严重,消耗分别超计划18.53kwh、5.31m3/t,成本分别增加11.99元/t,6.08元/t。
4、成本总项目中制造费用超计划最多,超出计划91.40元/t。
第五部分热轧工序:
一、热轧工艺控制:
热轧工艺参数表19
卷号
在炉时间设定
在炉时间实际
出炉温度设定
出炉温度实际
终轧温度设定值
终轧温度平均值
卷取温度设定值
卷取温度平均值
min
℃
19105541
>
160
488
1220
1214
870
872
630
666
19105542
482
1213
873
656
19105543
481
1216
871
654
19105544
1211
659
19105545
480
1218
869
660
二、成品外形尺寸及表面质量:
尺寸及外形测量数据表20
钢卷号
厚度平均值
厚度上限
厚度下限
板凸度
楔形
备注
5.81
6.13
5.76
61
无异常
5.8
5.89
33
38
120m中浪
5.87
45
5.86
5.75
41
40
表面及质检信息表21
实测厚度
实测宽度
目标厚度
厚度公差
目标宽度
宽度公差
缺陷描述
工作侧
中心
传动侧
5.84
5.83
1212
1200
15
无表面缺陷
5.79
1210
三、成品力学及金相检验结果:
力学性能表22
试样编号
ReL
Rm
A%
冷弯
规范
实际
d=0.5a
19105541A
445
465
545
27.5
合格
19105544A
475
555
19105543A
470
550
金相检验:
表23
晶粒度
带状组织
显微组织
非金属夹杂物
氧化铝类B
球状氧化物类D
19105541A
F+P
0.5
19105543A
19105544A
四、分析
产品外形尺寸、表面质量均符合相关标准及客户要求,达到了试轧的目标:
(1)尺寸公差方面:
本次试轧目标厚度5.8mm,公差±
0.1mm。
除开轧第一卷产出厚度上限6.13之外,其它卷的产出厚度均在5.75~5.89mm之间,均在目标公差范围之内;
(2)板型及断面形状:
19105542头部120m轻微中浪之外其它卷板型良好,凸度、楔形指标均在正常范围之内;
(3)表面质量:
本次试轧510L表面质量良好,未发现氧化铁皮、划伤等缺陷;
热轧工序工艺参数控制方面,在炉时间过长、卷取温度超出设定值上限:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 510 第一次 试制 总结
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
六级三套真题及答案解析.docx
-
科研项目的科研经费管理办法及制度.docx
-
临时用电专项施工方案XXX完整版.docx
-
六年级数学上册计算天天练23.docx
-
流体流动阻力的测定讲解.docx
-
客户开发的基本步骤与客户服务.docx
-
六年级下册信息技术教案.docx
-
轮机自动化复习有答案版.docx
-
论述军民融合的国家创新体系.docx
-
论我国证券市场监督管理法律制度的完善范文.docx
-
课内文言文阅读《三步冲刺中考语文》之最新模考分类冲刺小卷广东专用解析版.docx
-
落实领导讲话的汇报.docx
-
马克思主义基本概论期中末考试.docx
-
客户服务技能教学案.docx
-
航空器和动力装置.docx
-
课程设计说明书范文格式.docx
-
届高三地理复习讲解俄罗斯.docx
-
河北省邯郸市届高三第一次模拟考试语文试题.docx
-
课外活动兴趣小组活动记录.docx
