 年产5亿粒胶囊剂生产车间工艺设计文档格式.docx
年产5亿粒胶囊剂生产车间工艺设计文档格式.docx
- 文档编号:18983463
- 上传时间:2023-01-02
- 格式:DOCX
- 页数:13
- 大小:28.36KB
年产5亿粒胶囊剂生产车间工艺设计文档格式.docx
《年产5亿粒胶囊剂生产车间工艺设计文档格式.docx》由会员分享,可在线阅读,更多相关《年产5亿粒胶囊剂生产车间工艺设计文档格式.docx(13页珍藏版)》请在冰豆网上搜索。
流程设计与车间布置并列为决定车间质量的关键设计之一,它决定车间技术是否先进,经济上是否合理,所生产的产品的质量保证措施是否可靠。
所以,生产方法确定后,流程设计首先要考虑是操作方式是连续还是间歇。
按GMP要求,保持环境的洁净,设备应密封,有条件者实现连续化、自动化、联动化、操作。
这样不仅占地面积小,散湿、散热少,也可减少重要污染源与人员的数量,同时提高了劳动生产率,有利于产品质量的提高。
对于硬胶囊剂等固体口服制剂,单机自动化已较普遍,但由于产量规模较难与其他相关设备平衡,物料输送及进料方式难以连线,所以国内实现整线联动较少,但单机的连续自动化程度某些设备已相当成熟。
对于制剂生产,实现自动化、连续化、联动化和密封化生产时防止交叉污染、人为污染的质量保证措施,也是GMP实施的重要内容。
所以在新的工程建设和技术改造中,需淘汰落后的传统工艺,以无污染、节能低噪声的先进设备所取代,不能再高搞低档次、低水平的简单重复。
进行的生产工艺必须有精良的装备作保证,也必须有高素质的操作者来使用,因此,作为设计人员,必须了解新工艺,熟悉新设备,这样才能从根本上解决污染大、能耗高的低水平重复建设问题。
1.6车间布局
硬胶囊剂车间布置是一项以GMP为准则,按生产工艺流程要求,确定全部设备在平面和空间中的位置,相应地确定厂房或框架的结构形式的创造性构思活动过程。
车间布置也为土建、采暖、通风、电气、自控、给排水等专业的设计提供依据。
为保证生产出来的药品具有安全性,每一个设计人员必须深刻领会和掌握GMP的内容及具体要求,是设计建成的车间厂房能够满足对药品安全性的需要。
同时,还应考虑所选用的设备、所选择的流程,所确定的布局是否符合GMP要求,符合经济合理的要求,满足操作、生产所需的空间,满足生产及设备所需能量的要求,符合岗位洁净等级、温湿度、散热、散湿、除尘量的要求,根据选用设备的几何尺寸、安装要求,对车间的建筑、结构,如层高、跨度、柱距、通风、采光提出明确的要求。
布置目的是对厂房所使用的设备排列做出合理的安排,对车间今后生产正常进行,产品的质量及对经济指标,特别是基建费用有重大影响,它关系到整个车间的命运。
不合理的不知会给整个生产管理造成困难,给安全造成隐患,给维修造成困难,导致人流物流紊乱,造成交叉污染,增加动力消耗,增加建筑、空调净化费用和其它安装费用,所以设计平面布置方案时,除与车间的有关人员详细磋商外,要反复全面考虑,多征求一件,密切与非工艺专业设计人员协商,使之更加完善。
1.8制剂GMP对设备的要求及管理
GMP对设备的要求除了设备的设计应符合生产工艺要求外,最重要的原则是设备应能防止交叉污染,设备本身不影响产品的质量,并便于清洁和维护。
设备的设计和布局能使产生差错的危险减至最低限度。
①生产设备应与所采用的工艺及生产的产品相适应,设备的性能技术指标符合设计标准,新设备安装后,应进行试车和必要的验证。
②设备的放置在洁净室应该有足够的空间而不拥挤,不因设备放置的不合理而造成差错的发生和不利于清洁维修。
③设备的清洗时GMP重要的规定内容之一。
防止交叉污染的另一重要措施是设备应易于清洗,某些部分应能够拆卸。
设备清洗应制定包括清洗方法、清洁剂、消毒剂、清洗后的检查、清洗周期等内容的清洁规程。
对于生产中所用的容器,使用后应立即清洗,也应制定清洗规程,对设备的清洗记录。
④与药物直接接触部分设备的表面是惰性的,不与药物各成分发生化学反应、合成作用或吸附作用。
⑤设备不应因密封套泄露、润滑油滴造成产品的污染。
⑥洗净后的设备应放于洁净干燥的环境中,使用前应检查是否符合洁净的要求。
⑦用于生产和检验的仪表、仪器、量器等的适应范围和精密度应有规定,定期校正并有记录。
⑧所有设备均有使用,清洁状态标志标签。
⑨不合格或不使用的设备不放在生产区内。
⑩设备应有设备档案及维修保养记录,如有设备验证还应有验证记录。
2、胶囊剂的质量评定与包装
2、1质量评定
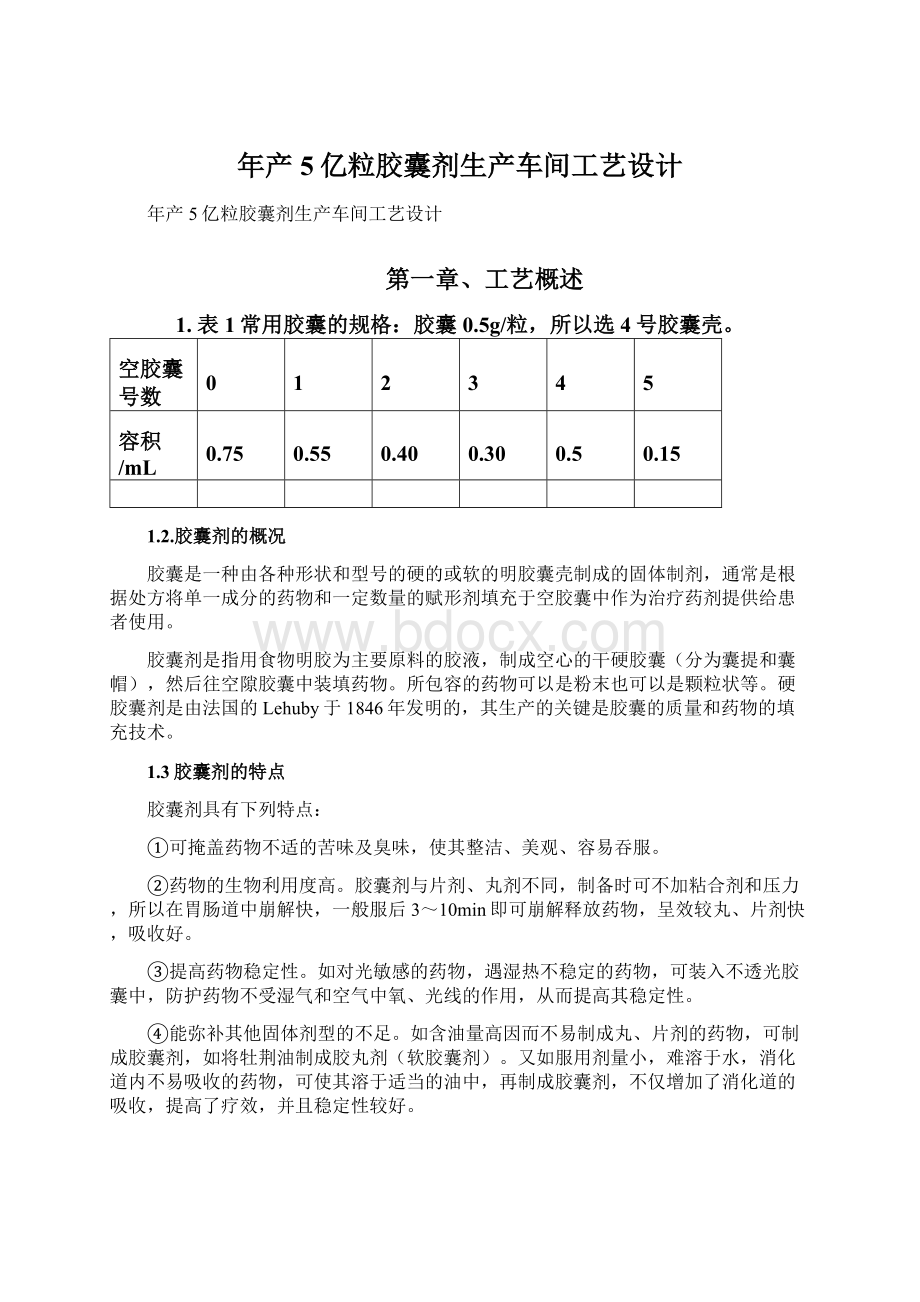
胶囊剂的质量主要从下列几个方面进行评定
①外观——胶囊剂应整洁,不得有粘结、变形或破裂现象,并应无异臭。
硬胶囊剂的内容物应干燥、疏松、混合均匀。
②水分——硬胶囊剂内容物的水分,除另有规定外,不得超出9.0%。
③装量差异——每粒装量与标识装量相比较,应在规定范围以内,超出装量差异限度的不得多于2粒,并不得有一粒超出限度一倍。
④崩解时限——胶囊剂作为一种固体制剂,通常应作崩解度、溶出度或释放度检查,除另有规定外,应符合规定。
凡规定检查溶出度或释放度的胶囊不再检查崩解度。
⑤药物的定性与定量——按《中国药典》或其他规定的标准和方法进行。
⑥微生物限度——按《中国药典》微生物限度检查法检查应符合规定。
2.2生产车间布局
车间生产区内设置中间检测岗位(质检),主要负责生产过程中的中间品的理化分析。
控制的参数有:
原辅料的异物、细度,黏度剂浓度、温度、水分,中间品和成品的含量,成品的崩解时限、装量差异,包装封口、标签、说明书、装箱单、印刷内容等。
2.3生产方案及规模介绍
生产能力
胶囊剂:
年产5亿粒。
2.4工艺设计要点
1、原辅料准备、称量
物料应先经缓冲区脱去外包装,再经适当的外清处理后,才能进入备料室。
称量后原料和辅料需要单独存放。
称量室内应设有除尘装置。
称量区域相对其他区域为负压。
条件许可宜优先采用称量柜。
2、粉碎
粉碎主要是借助机械力将大块固体物料粉碎成适宜程度的过程,破坏物料之间的内聚力来达到粉碎的目的。
粉碎的最主要目的是为了使药物混合均匀,易于制粒,有助于药物的溶解和吸收,从而提高了生物利用度。
3、筛分
药物经过粉碎后,粉末有粗有细,大小不均匀,不利于进一步制粒,需要进行分离以适应要求。
筛分的目的是使药物与辅料混合均匀,易于进一步制粒。
筛分后可以直接制成成品,也可以用于进一步的混合工序。
4、混合
药物与辅料按处方称取后需经过进行多次混合,才能保证药物与辅料混合均与,混合均匀的好坏对药品质量和外观都有影响。
保证药物与其他辅料均匀有易于制粒,特别是对有毒性的药物和小剂量的药物。
总混机四周必须设置围护栏杆并与总混机的电机连锁,保证安全。
5、制粒
除少数结晶性药物或有些不稳定的特殊药物需要直接填充外,大多数药物都需先制成颗粒在进行填充。
制粒的原理是将粘合剂加入到物料中制成湿颗粒,或者通过机械压力将粉末压成紧密的块状物,在粉碎制成事宜的颗粒的过程。
制粒间设备较多,高低不一,设计时可通过合理布置、控制房间层高来节约空调能量。
必须按照药物的不同性质,设备条件等情况合理地选择辅料制成粗细松紧适合的颗粒,以利于进一步填充。
6、干燥
在大生产中干燥的目的是原辅料的除湿。
湿物料的形状、大小、料层薄厚、水分的结合方式均会影响干燥速率。
常用的干燥设备有:
流化床干燥器、喷雾干燥器、真空干燥器、微波真空干燥器等。
7、整粒
整粒的目的是对湿物料中的大块物料进行分离,以利于物料的填充。
8、灌装
灌装按照机械化的程度分为以下四种设备。
全自动胶囊填充机
是指将硬胶囊及药粉直接放入机器上的胶囊贮桶后,不需要人工加以任何辅助动作,填充机即可自动完成填充药粉,制成胶囊剂。
此外,机器上还带有剔除未曾拨开和填充的药粉的胶囊、清洁囊板等功能的辅助设施。
半自动胶囊填充机
半自动化适用于生产批量小的品种。
需要人工的协助才能完成。
小型胶囊填充机
是由胶囊帽排列机、胶囊体排列机和锁口机组成。
手动胶囊填充板
是由有机玻璃或塑料制成的,根据胶囊型号不同,板孔大小不同制成的。
9、抛光
胶囊剂的抛光机作为辅助的设备主要起净化胶囊的作用,由于胶囊剂制成成品后周围会有许多药粉粒,需要清除囊壳外的粉末并对其进行抛光处理,这样可以使胶囊光洁美观。
10、包装
包装的目的是使胶囊即便与储存和运输。
包装分为内包装和外包装,一般常用铝塑包装机、外包装常用纸盒包装机。
铝塑包装受热出异味,故要有有效地排风措施。
应设置独立的标签打印室,标签必须专柜存放,专人管理。
2.5生产制度
工作日:
300天;
生产班次:
双班制生产方式:
连续式
2.6物料计算
2.6.1计算基准
年工作日:
300天
年产量:
5亿粒
日产量:
166.67万粒
班产量;
83.34万粒
规格:
0.5g/粒
包装材料采用铝塑包装,10粒/板×
2板/盒×
20小盒/中盒×
10中盒/箱
物料和包装材料的计算分别按表2-1表2-2数据为依据。
表2制剂工段各工序损耗率
序号
工序
物料名称
损耗率wt(%)
粉碎
干物料
筛分
制粒
湿颗粒
干燥
整粒
干燥剂
6
填充
颗粒剂
7
抛光
胶囊剂
8
铝塑
9
外包
板状片剂
10
成品
板装片剂
——
表3包装材料损耗率
包装材料名称
损耗率(%)
说明
空心胶囊壳
5%
每箱成品需要150mm型1.01kg
PVC
每箱成品需要150mm型2.02kg
铝箔
每箱成品需要150mm型0.42kg
小盒
2%
中盒
大箱
0%
2.6.2物料衡算(日工作量)
1、制剂工序各工序日物料量消耗
成品量=实际1天的产量=实际日166.67万粒
外包板胶囊剂=166.67÷
(1-0.5%)≈167.51万粒
铝塑胶囊剂=167.51÷
(1-1%)≈169.21万粒
抛光胶囊剂=169.21÷
(1-1%)≈170.92万粒
填充胶囊剂=170.92÷
(1-1%)≈172.65万粒
硬胶囊:
其规格为0.5g/粒,日产量为166.67万粒
故,胶囊的日产量=0.5g/粒×
166.67万粒=833.35Kg
整粒干颗粒=833.35×
(1+2%)≈850.02Kg
干燥的湿颗粒=850.02×
(1+2%)≈867.02Kg
制粒的湿颗粒=867.02×
(1+2%)≈884.36Kg
筛分后的干物料=884.36×
(1+0.5%)≈887.78Kg
粉碎后的干物料=887.78×
(1+0.5%)≈892.22Kg
2、包装材料的衡算
由于包装材料采用铝塑包装,10粒/板×
2板/小盒×
200小盒/箱=4000粒/箱
年硬胶囊=5亿/4000=12.5万箱
铝箔(每箱成品需要150mm型0.42Kg)
理论年需求量:
12.5万箱×
0.42Kg/箱=52500Kg
实际年需求量:
52500×
(1+5%)=55125Kg
PVC(每箱成品需要150mm型2.02Kg)
2.02Kg/箱=252500Kg
252500×
(1+5%)=265125Kg
空心胶囊(每箱成品需要150mm型1.01Kg)
1.01Kg/箱=126250Kg
126250×
(1+5%)=132562.5Kg
合格证(每1箱1张合格证):
年损耗2%
12.5万÷
1=12.5万张
12.5万×
(1+2%)=12.75万张
说明书(每1盒1张说明书):
5亿÷
2÷
10=2500万张
2500万×
(1+2%)=2550万张
小盒:
10=2500万个
(1+2%)=2550万个
中盒:
每20小盒装一个中盒,年损耗率2%
2500万÷
20=125万个
125万×
(1+2%)=127.5万个
纸箱:
年损耗率2%
12.5万
(1+2%)=12.75万个
3.主要工艺设备选用说明
3.1选用原则
①满足产能要求。
②与工艺流程各环节的其他设备效率匹配。
③设备性能稳定,生产产品质量稳定。
④能够满足车间布局合理的标准,包括使用方便、易于清洗、维护方便、安全性能好。
⑤购买价格合理,运行费用、维护费用较低;
⑥符合劳动保护、环境和节能要求。
⑦符合GMP要求,需经过设备验证
3.2设备选用
1、粉碎机
日处理量:
121.50Kg
选择GFSJ-18型粉碎机,生产能力200Kg/h,外型尺寸1000X1300X1600,单机电量为7.5KW。
计其生产能力为150Kg/h,则需要机器数量为:
120.03÷
8÷
150=0.10,所以需要1台
2、筛分机
119.43Kg
选择ZS515型药用旋振筛,其生产能力为250Kg/h,外型尺寸700X700X1320,单机电量为1.0KW。
设计其生产能力为100Kg/h,则需要机器数量为:
119.3÷
100÷
8=0.15,所以需要1台
3、混合制粒机
118.84kg
选GHL-150型混合制粒机,生产能力为50kg/批,外型尺寸1810X880X2100,D单机电
量为1.0KW。
设计生产能力为6批/h,则生产能力为300kg/h。
需要台数为:
118.4÷
300=0.05,故需要1台。
4、干燥器
117.08kg
选择设备C-CT-2型热风循环烘箱,其干燥生产能力200kg/批,则需要机器数量为:
117.08÷
200=0.073外型尺寸2300X2200X2000,单机电
量0.9KW。
所以需要选1台
5、整粒机
115.92kg
选GHD-160快速整粒机,生产能力为160kg/次,设计生产能力为160kg/h,
则需要台数为:
115.92÷
160=0.067故需要1台。
外型尺寸1200X500X1000,单机电量2KW。
6、填充机
日处理量47.10万粒
选用NJP1200全自动胶囊填充机,其生产能力为72000粒/h,则需要机器数量为:
47.10÷
7.2=0.82,故需要1台。
外型尺寸800X950X1900,单机电量3.5KW。
7、抛光机
46.42万粒
选用PG-7000胶囊抛光机,其生产能力为5000粒/min,工作能力为30万粒/h,则需要机器数量为:
46.62÷
30=0.194。
故选用1台。
外型尺寸1150X1250X400,单机电量1.2KW。
8、铝塑包装机
46.15万粒
选用DPH-250胶囊铝塑包装机,其生产能力为9万片/h,设计生产能力为8万粒/h,则需要机器数量为:
46.15÷
8=0.72。
故需要1台。
外型尺寸2000X900X1400,单机电量3.5KW。
9、热收缩机
小盒+中盒=21000盒
选用BS-560型自动热收缩包装机,其生产能力为1000-2500盒/h,设计生产能力为1500盒/h,则需要的机器数量为:
21000÷
1500=1.75,故需要2台。
外型尺寸3450X850X1400,单机电量2.4KW。
10、喷码机
小盒+中盒+纸箱=21113
选A780型喷码机,生产能力为0-3600盒/h,设计生产能力为3000盒/h,则需要机器数量为:
21113÷
3000=0.88,故需选用1台。
外型尺寸500X500X400,单机电量0.1KW。
11、打包机
年处理量/年生产时间=2.5万箱/220=113.6件
选用YSKF-650型打包机,其工作能力为0-500箱/h,设计其工作能力为100件/h,则需要机器数量为:
113.6÷
100=0.14,故选用1台。
外型尺寸1720X740X1300,单机电量180W。
12、混合机
选SBH200三维混合机,生产能力为140kg/批,设计生产能力为140kg/h,则需要台数为:
140=0.104。
外型尺寸2030X2100X1700,单机电量4KW。
表4主要设备选型一览表
设备
名称
规格
型号
生产
能力
台数
产
地
粉碎机
GFSJ-18
200Kg/h
江阴市辉煌机械设备制造有限公司
筛分机
ZS515
250kg/h
天津市云飞机械有限公司
混合制粒机
GHL-150
50kg/批
浙江明天机械有限公司
热风循环箱
C-CT-2
200kg/h
常州市常鑫药化机械厂
整粒机
GHD-160
160kg/次
填充机
NJP1200
72000粒/h
北京嘉福瑞科有限公司
抛光机
PG-7000
5000粒/min
山东青州精诚机械有限公司
铝塑包装机
DPT-90
2-4万粒
湖南中诚制药机械厂
热收缩机机
BS-560
1000-2500盒/h
喷码机
A780
0-3600盒/h
11
打包机
YSKF-650
0-500箱/h
河南省豫盛包装机械有限公司
12
三维混合机
SBH200
140kg/批
江苏省康和机械制造有限公司


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 年产 胶囊 生产 车间 工艺 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
玩具安全检测标准及测试项目.docx
-
王安石词话.docx
-
碳交易体系下的节能减排市场化路径概要.docx
-
网上登记管理系统对原单机版的事业单位行业类别进行.docx
-
桃花源记课文译文注解.docx
-
危化法律法规应急管理职业危害复习题.docx
-
滕州农药经营许可证申请受理审核审批.docx
-
微营销是干出来的.docx
-
体能测量时间安排模型2.docx
-
天麻种植项目建设可研报告.docx
-
委托合同模板汇总10篇.docx
-
文化娱乐场所危险因素辨识记录表.docx
-
填入一个适当的词补全对话及书面表达.docx
-
文学类文本和实用类文本的阅读.docx
-
通辽网络预约出租汽车经营服务管理.docx
-
我国餐饮业发展现状论文开题报告.docx
-
通讯录报告分析.docx
-
统计学简答题答案.docx
-
我国现行人民币汇率制度和人民币的自由兑换问题.docx
