 塑料注射成型机液压系统设计文档格式.docx
塑料注射成型机液压系统设计文档格式.docx
- 文档编号:19268217
- 上传时间:2023-01-04
- 格式:DOCX
- 页数:22
- 大小:213.86KB
塑料注射成型机液压系统设计文档格式.docx
《塑料注射成型机液压系统设计文档格式.docx》由会员分享,可在线阅读,更多相关《塑料注射成型机液压系统设计文档格式.docx(22页珍藏版)》请在冰豆网上搜索。
不同工作阶段的工作压力则由先导型溢流阀与多个远程调压、电磁滑阀组成的多级调压回路控制;
注射、顶出、预塑的速度微调由节流阀或旁通型调速阀调节。
各执行元件的换向回路根据实际通过的流量采用电液换向阀或电磁换向阀。
多个执行元件的动作顺序由行程开关控制,这种控制方式机动灵活,系统较简单。
2.1能源装置(元件)方案设计
该液压系统在整个工作循环中需油量变化较大,另外,闭模和注射后又要求
有较长时间的保压,所以选用双泵供油系统。
液压缸快速动作时,双泵同时供油,慢速动作或保压时由小泵单独供油,这样可减少功率损失,提高系统效率。
因为设备为固定设备,为便于油液冷却,系统选用开式回路,工作介质选用HL-N32普通液压油。
2.2调速回路(元件)方案设计
因对控制精度要求不高,系统采用开环控制,各执行元件的动作顺序由电气控制(各执行元件的换向阀选用电磁换向阀),如PLC控制。
因250g注塑机属小功率设备,故选用定量泵节流调速,系统压力选用弹簧加载式多级调压。
各执行元件的换向阀选用三位阀,因各执行元件是依次单独动作,各换向阀的中位机能选为“0”型。
系统不工作时,液压泵通过电磁溢流阀卸载。
2.3速度换接回路方案设计
速度换接回路的功能是使液压执行机构在一个工作循环中从一种运动速度变换到另一种运动速度,因而这个转换不仅包括液压执行元件快速到慢速的换接,而且也包括两个慢速之间的转换。
实现这些功能的回路应具有较高的速度换接平稳性。
2.4执行机构的确定
本机动作机构除螺杆的旋转选用液压马达外,合模、注射、注射座移动等均为双向运动,因前进负载力大于返程力,因此选用水平放置的单活塞杆液压缸直接驱动,螺杆则用液压马达驱动。
从给定的设计参数可知,锁模时所需的力最大,为900kN。
为此设置增压液压缸,得到锁模时的局部高压来保证锁模力。
2.5液压马达动作回路
螺杆不要求反转,所以液压马达单向旋转即可,由于其转速要求较高,而对速度平稳性无过高要求,故采用旁路节流调速方式。
2.6合模缸动作回路
合模缸要求其实现快速、慢速、锁模,开模动作。
其运动方向由电液换向阀直接控制。
快速运动时,需要有较大流量供给。
慢速合模只要有小流量供给即可。
锁模时,由增压缸供油。
2.7注射缸动作回路
注射缸运动速度也较快,平稳性要求不高,故也采用旁路节流调速方式。
由于预塑时有背压要求,在无杆腔出口处串联背压阀。
2.8注射座移动缸动作回路
注射座移动缸,采用回油节流调速回路。
工艺要求其不工作时,处于浮动状态,故采用Y型中位机能的电磁换向阀
2.9安全联锁措施
本系统为保证安全生产,设置了安全门,在安全门下端装一个行程阀,用来
控制合模缸的动作。
将行程阀串在控制合模缸换向的液动阀控制油路上,安全门没有关闭时,行程阀没被压下,液动换向阀不能进控制油,电液换向阀不能换向,合模缸也不能合模。
只有操作者离开,将安全门关闭,压下行程阀,合模缸才能合模,从而保障了人身安全。
2.10系统原理图
见图2-1,附图一
第三章注塑成型机液压系统计算与液压元件的选择
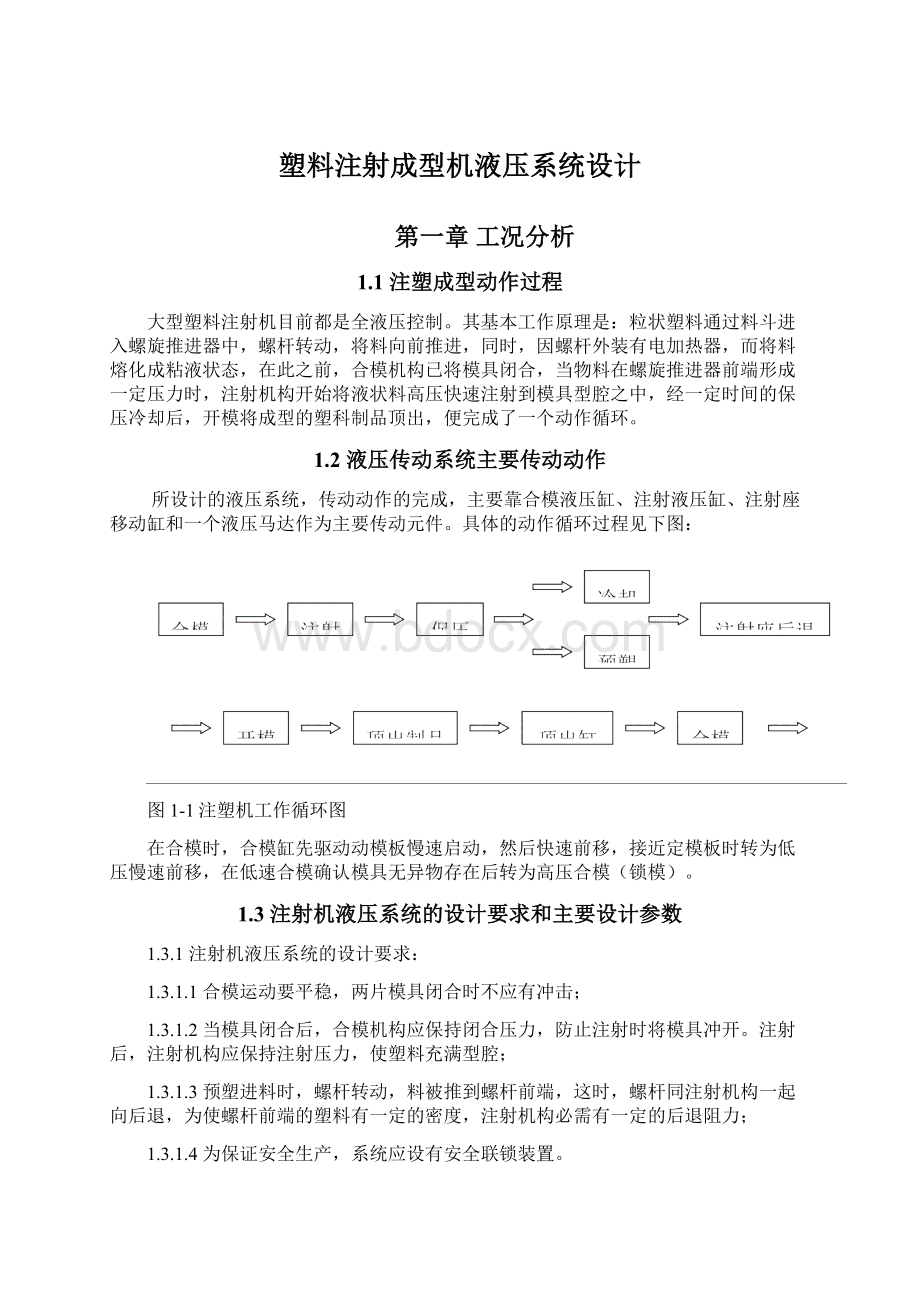
塑料注射成型机的组成
塑料注射成型机是将粒状或粉状塑料加热塑化然后注射到模腔、保压成型的设备,主要包括注射装置和合模装置两部分。
1.注射装置
注射装置的主要任务是使塑料均匀地塑化成熔融状态,并以足够的压力和速度将熔料注入模腔。
注射装置又包括塑化部件(料筒、螺杆、喷嘴和电加热器)、料斗、螺杆传动装置、注射缸、注射座移动缸等。
其中注射缸、注射座移动缸和螺杆传动等由液压传动来实现。
2.合模装置
合模装置是保证成型模具可靠地闭合、实现模具开闭动作以及顶出制品的部件。
合模装置主要由固定模具的定模板、动模板、合模缸及顶出缸组成。
动模板与合模板可以是直接连接,也可以是通过连杆机构连接。
合模缸和顶出缸也由液压传动来实现。
3.1各液压缸的载荷力计算
3.1.1合模缸的载荷力
合模缸在模具闭合过程中是轻载,其外载荷主要是动模及其连动部件的起动惯性力和导轨的摩擦力。
锁模时,动模停止运动,其外载荷就是给定的锁模力。
开模时,液压缸除要克服给定的开模力外,还克服运动部件的摩擦阻力。
3.1.2注射座移动缸的载荷力
注射座移缸在推进和退回注射座的过程中,同样要克服摩擦阻力和惯性力,只有当喷嘴接触模具时,才须满足注射座最大推力。
3.1.3注射缸载荷力
注射缸的载荷力在整个注射过程中是变化的,计算时,只须求出最大载荷力。
(3-1)
式中,d——螺杆直径,由给定参数知:
d=0.04m;
p——喷嘴处最大注射压力,已知p=153MPa。
由此求得Fw=192kN。
各液压缸的外载荷力计算结果列于表l。
取液压缸的机械效率为0.9,求得相应的作用于活塞上的载荷力,并列于表3-1中。
表3-1各液压缸的载荷力
液压缸名称
工况
液压缸外载荷
FW/kN
活塞上载荷力
F/kN
合模缸
合模
90
100
锁模
900
1000
开模
49
55
座移缸
移动
2.7
3
顶紧
27
30
注射缸
注射
192
213
3.2进料液压马达载荷转矩计算
(3-2)
取液压马达的机械效率为0.95,则其载荷转矩
(3-3)
3.3执行元件几何尺寸的确定
250g注塑机为小型设备,从设备的可靠性出发,初定系统工作压力p=6Mpa,液压泵选用双作用叶片泵。
3.3.1确定合模缸的活塞直径Dh和活塞杆直径dh
因合模缸的最大合模力(锁模力)远大于其他负载力,为匹配合理,合模缸采用增
图3-1合模缸
力比为5/1的五连杆增力机构。
由此可求得合模缸活塞杆直径。
Dh=
=
=0.195m(3-4)
圆整后取Dh=200㎜。
因合模缸受压,且推力较大,取活塞直径dh=0.7Dh=140㎜。
因此,合模缸大腔面积Ah1=3.14×
10-2㎡,合模缸小腔面积Ah2=1.6×
10-2㎡。
3.3.2确定注射缸的活塞直径DW和活塞杆直径dW
注射缸的载荷力是变化的,这里按最大载荷计算
最大载荷FW=
=
N=19.2×
104N(3-5)
活塞直径DW=
m=0.201m(3-6)
圆整取DW=200㎜,活塞杆直径等于螺杆直径dW=d=40㎜。
因此注射缸大腔面积AW1=3.14×
10-2㎡,小腔面积AW2=3.01×
10-2㎡
3.3.3确定注射座移动缸的活塞直径Dz和活塞杆直径dz
已知注射座移动缸的往返速比i=0.08/0.06=1.33,因此取活塞杆直径dz=0.5Dz
活塞直径Dz=
=
=0.08m(3-7)圆整后取DW=100㎜,活塞杆直径dW=50㎜。
因此取注射座缸大腔面积:
Az1=0.785×
10-2㎡,小腔面积Az2=0.589×
3.3.4确定液压马达的排量VM
螺杆为单向旋转,且转动惯量不大,因此取马达出口背压为零,马达总效率
=0.9,
液压马达的排量:
VM=
=
m3/r=0.92×
10-3m3/r(3-8)
查样本,选双斜盘柱塞式低速马达,排量VM=0.9L/r,额定压力20MPa。
3.4执行元件的实际工作压力和实际所需的流量
3.4.1实际工作压力
因计算执行元件几何尺寸时,未考虑背压,且对计算值进行了圆整,因此各执行元件的实际工作压力需重新核算。
3.4.1.1慢速合模、快速合模、低压合模、高压合模、(锁模)的工作压力
慢速及快速合模的负载力可视其等于开模时的负载力Fk,设回油背压po=0.2MPa,得慢速和快速合模时的工作压力
ph=
Pa=1.66×
106Pa(3-9)
因锁模时的流量近似为零,因此无背压,锁模时的工作压力
phmax=
MPa=5.73×
106Pa(3-10)
低压合模的工作压力应大于ph=1.66MPa,低于phmax=5.73MPa,由工艺要求确定。
3.4.1.2开模时的工作压力pk
开模时取回油背压po=0.3MPa,则开模时的工作压力
pk=
=3.65×
106Pa(3-11)
3.4.1.3注射缸注射时的工作压力pW及保压压力pWo
注射缸注射时取回油背压po=0.3MPa,则
pW=
=6.4×
106Pa(3-12)
注射保压压力pW0由工艺要求确定,其大小低于工作压力。
3.4.1.3注射座前进、后退时的工作压力pz1、pz2
注射座前进后退时取背压po=0.2MPa,则
pz1=
=4.16×
106pa(3-13)
pz2=
=5.36×
106pa(3-14)
3.4.1.5预塑进料时液压马达进口压力pM
马达转动惯量不大,取回油背压为零,得
pM=
=6.2×
106Pa(3-15)
3.4.2实际所需的流量
设液压缸的容积效率为1,液压马达的容积效率为0.95,计算各执行元件所需的流量
3.4.2.1慢速合模所需的流量
qhm=Ah1vhm=3.14×
10-2×
0.02=0.628×
10-3m3/s=37.7L/min(3-16)
低压合模所需的流量按慢速合模所需流量,高压合模(锁模)的流量近似为零。
3.4.2.2快速合模所需的流量
qhG=Ah1vhG=3.14×
0.1=3.14×
10-3m3/s=188.4L/min(3-17)
3.4.2.3慢速开模所需的流量
qkm=Ah2vkm=1.6×
0.03=0.48×
10-3m3/s=28.8L/min(3-18)
3.4.2.4快速开模所需的流量
qkG=Ah2vKg=1.610-2×
0.13=2.08×
10-3m3/s=124.8L/min(3-19)
3.4.2.5注射缸注射所需的流量
qW=AW1vW=3.14×
0.07=2.22×
10-3m3/s=133.2L/min(3-20)
3.4.2.6注射座缸前进所需的流量
qz1=Az1vz1=0.785×
0.06=0.47×
10-3m3/s=28.3L/min(3-21)
3.4.2.7注射座缸后退所需的流量
qz2=Az2vz2=0.589×
0.08=0.47×
10-3m3/s=28.3L/min(3-22)
3.4.2.8预塑进料马达所需的流量
qM=nVM
=60×
0.9×
0.95=51.3×
10-3m3/s=51.3L/min(3-23)
3.5液压泵的选择
注塑机的各执行元件为依次单动,不存在多个执行元件同时动作的问题。
考虑到泄漏的影响,各工况下液压泵应供给的流量为qp=Kq1,取泄漏系数K=1.1;
而各种工况下液压泵的出口压力pp=p1+
p,取进油路上的压力损失
p=0.3~0.5MPa。
各工况下液压泵的流量需求及工作压力见表3-2
表3-2各工况下液压泵的流量需求、工作压力、双泵的供油方式及调速情况
流量需求
L/min
工作压力
/MPa
供油方式
流量供需关系
是否调速
大泵/L/min
小泵/L/min
快速合模
207
2
167
46.9
相当
否
慢速合模
37
卸载
快速开模
137.3
4
163.1
略大
慢速开模
31.7
45.8
146.5
6.9
157.3
进油节流调速
注射座移动
31.1
5.7
44.8
预塑进料
56.4
6.5
158.3
大大超过
旁路节流调速
由于需求的最大流量(207L/min)为最小流量(31.1L/min)的6倍以上,为保证功率利用合理,选择双联双作用叶片泵YYB-BC171/48,双作用叶片泵密封容积大小变化是由于定子内环圆弧段存在半径差,叶片外伸依靠叶片根部的液压作用力及作用在叶片上的离心力,内缩依靠定子内环约束。
各工况下双泵的供油方式及调速情况见表3-2所示。
注意:
当YYB-BC171/48型双联双作用叶片泵在额定转速ns=1000r/min时,大泵的理论流量qt1=171L/min,小泵的理论流量qt2=48L/min。
额定压力ps=7MPa时,大泵的额定流量qs1=157.3L/min,小泵的额定流量qs2=44.1L/min,两泵的容积效率约等于92%。
当泵的工作压力小于额定压力时,其输出的实际流量在理论流量与额定流量之间。
分析流量需求时,可根据泵的实际工作压力p按下式计算q=qt
式中
=0.08×
+0.92。
也可简单地视为任何压力时的流量均等于额定流量。
本例按前者计算
对于双作用叶片泵,由于吸、压油腔转移的位置为定子的圆弧段,只要设计时取圆弧段的圆心角大于吸、压油窗口的间隔角及叶片间的夹角,则闭死容积不会发生,所以可以有效的避免困油现象的发生。
3.6溢流阀的选择
3.6.1根据前面的分析将系统的工作压力分为5级:
预塑进料及注射6.5~6.9MPa
高压合模及注射座移动5.73MPa
开模4MPa(含快速、慢速合模2MPa
低压合模压力由工艺要求而定。
注射保压压力由工艺要求而定。
因在系统方案设计中已确定大小泵出口分别设置电磁溢流阀,现将溢流阀4调整为最高压力7MPa(溢流阀3调整压力等于或略大于溢流阀4调整压力),在注射、预塑进料时作定压阀或安全阀;
在溢流阀4的四个远程调压阀中,17调整为低压合模的工作压力,18调整为注射保压压力,20作慢速开模时的定压阀(4MPa)、快速开模时的安全阀,19限制锁模时的最高压力5.73MPa,同时作注射座移动安全阀。
3.6.2由大小泵的流量,选定电磁溢流阀的型号:
大泵YEF3-32B,小泵YEF3-10B,远程调压阀型号YF3-6B,电磁先导换向阀型号34EF3O-E6B。
3.7换向阀的选择
3.7.1因合模缸的最大流量为207L/min,因此换向阀选用中位机能为0型三位四通的电液换向阀34EYF3O-20B。
为实现关闭安全门与合模互锁,在电液换向阀的先导阀至主阀的控制油路上安装一行程阀。
3.7.2注射座移动缸的流量为44.8L/min,选中位机能为Y型的电磁换向阀34EF3Y-E10B,中位也可以是O型机能。
3.7.3注射缸注射时最大供油量为157.3L/min,选34EYF3J-20B电液换向阀,选用J型中位机能的原因是,预塑工况、注射缸换向阀处于中位时,当螺杆头部熔料压力到达能克服注射缸后退的阻力时,螺杆开始后退,注射缸无杆腔的排油经单向节流阀14、电液换向阀15、背压阀16回油箱,注射缸有杆腔将产生局部真空,油箱的油液可经阀的中位补充其内。
3.7.4预塑液压马达的流量要求为56.4L/min,此时泵的供油流量为158.3L/min,因此选34EYF3Y-20B电液换向阀,中位机能选Y型是考虑注射缸的要求。
3.7.5顶出缸的流量很小,选用24EF3B-E10B电磁换向阀,在无杆腔装一单向节流阀,由小泵实现进油节流调速。
3.7.6为随时检测双泵的出口压力,选两个二位三通电磁滑阀及压力表组合使用。
3.8流量阀的选择
3.8.1预塑马达采用旁通型调速阀调速,选FRG-03-B-28-22。
3.8.2注射缸采用单向节流阀调速实现进油节流调速,选LDF-B32C。
3.8.3顶出缸的单向节流阀选LDF-20C。
3.9背压阀及油箱的选择
3.9.1注射缸背压阀选XFF3-20B。
3.9.2设备为固定设备,油箱的容积取双泵总流量的5倍,即1000L。
泵-电动机装置旁置在油箱边。
3.10电磁铁动作顺序
列电磁铁动作顺序表,见附表1SZ-250A注塑机电磁铁动作顺序表
3.11选定液压泵的驱动电动机
3.11.1各工况下电动机所需功率
所选双联叶片泵的额定工况(7MPa)下总效率
=0.8,卸载工况(0.3MPa)总效率
=0.3,其他工作压力下的总效率,可近似按线性规律估算,如pp=4MPa时,
=0.65;
pp=2MPa时,
=0.5.泵的压力取工作压力,流量取实际流量。
由此可计算出不同工况时电动机所需功率。
P1=
kw=14.2kw(3-24)
p2=
(3-25)
kw=5.98kw
快速开模
p3=
(3-26)
kw=17.5kw
慢速开模
p4=
(3-27)
kw=7.5kw
注射
p5=
(3-28)
kw=23.4kw
注射座移动
p6=
(3-29)
=
kw=9.4kw
预塑
p7=
(3-30)
kw=22.2kw
比较各工况下所需功率,取最大值,并考虑电动机可短时超载,选电动机Y200M-6,额定转速1000r/min,额定功率22kw。
3.12油管内径计算
本系统管路较为复杂,取其主要几条(其余略),有关参数及计算结果列于表3-3。
表3-3主要管路内径
管路名称
通过流量
/(L/s)
允许流速
/(m/s)
管路内经
/m
实际取值
大泵吸油管
2.62
0.85
0.063
0.065
小泵吸油管
0.735
1
0.031
0.032
大泵排油管
4.5
0.027
小泵排油管
0.014
0.015
双泵并联后管路
3.36
注射缸进油管路
2.66
0.028
3.13确定油箱的有效容积
按下式来初步确定油箱的有效容积:
V=aqV(3-31)
已知所选泵的总流量为201.4L/min,这样,液压泵每分钟排出压力油的体积
为0.2m3。
参照表4—3取a=5,算得有效容积为:
V=5×
0.2m3=1m3
第四章性能验算
4.1验算回路中的压力损失
本系统较为复杂,有多个液压执行元件动作回路,其中环节较多,管路损失较大的要算注射缸动作回路,故主要验算由泵到注射缸这段管路的损失。
4.1.1沿程压力损失
沿程压力损失,主要是注射缸快速注射时进油管路的压力损失。
此管路长5m,管内径0.032m,快速时通过流量2.7L/s;
选用20号机械系统损耗油,正常运转后油的运动粘度ν=27mm2/s,油的密度ρ=918kg/m3。
油在管路中的实际流速为:
油在管路中呈紊流流动状态,其沿程阻力系数为:
求得沿程压力损失为:
4.1.2局部压力损失
局部压力损失包括通过管路中折管和管接头等处的管路局部压力损失Δp2,以及通过控制阀的局部压力损失Δp3。
其中管路局部压力损失相对来说小得多,故主要计算通过控制阀的局部压力损失。
参看图2-1,从小泵出口到注射缸进油口,要经过顺序阀17,电液换向阀2及单向顺序阀18。
单向顺序伺17的额定流量为50L/min,额定压力损失为0.4MPa。
电液换向阀2的额定流量为190L/min,额定压力损失0.3MPa。
单向顺序阀18的额定流量为150L/min,额定压力损失0.2MPa。
通过各阀的局部压力损失之和为
从大泵出油口到注射缸进油口要经过单向阀13,电液换向阀2和单向顺序阀18。
单向阀13的额定流量为250L/min,额定压力损失为0.2MPa。
通过各阀的局部压力损失之和为:
由以上计算结果可求得快速注射时,小泵到注射缸之


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 塑料 注射 成型 液压 系统 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
人力资源工作总结4篇.docx
-
弱电人必知的一些计算机网络知识.docx
-
老鹰作文之蜗牛与老鹰800字作文.docx
-
励志签名句子简短的.docx
-
节能环保的高科技产业化建设项目可行性研究报告.docx
-
湖南省沅江三中学年高一上学期期中考试语文精校解析 Word版.docx
-
旅游管理系统课程设计.docx
-
仁爱版英语八年级下册知识点汇总.docx
-
满月酒祝词.docx
-
人教版七年级上册历史知识要点.docx
-
人教版7年级下册同步真题训练及答案58页.docx
-
美国企业外国收购国家安全审查的问题与改进.docx
-
教师资格证面试中小学结构化答辩试题精.docx
-
美国小学科学教育科学教育现状研究.docx
-
南大社保考研《社会保障理论与制度》读书笔记 第十章 非缴费型社会保障制度.docx
-
上海高中学业水平考试生命科学试题及标准答案.docx
-
人教版版高中化学选修4知识点清单pdf版14页全站免费.docx
-
居民健康管理概念.docx
-
人教版九年级第一次模拟语文试题I卷.docx
