 安装作业指导书.docx
安装作业指导书.docx
- 文档编号:24137544
- 上传时间:2023-05-24
- 格式:DOCX
- 页数:81
- 大小:1.21MB
安装作业指导书.docx
《安装作业指导书.docx》由会员分享,可在线阅读,更多相关《安装作业指导书.docx(81页珍藏版)》请在冰豆网上搜索。
安装作业指导书
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—1—
工序名称
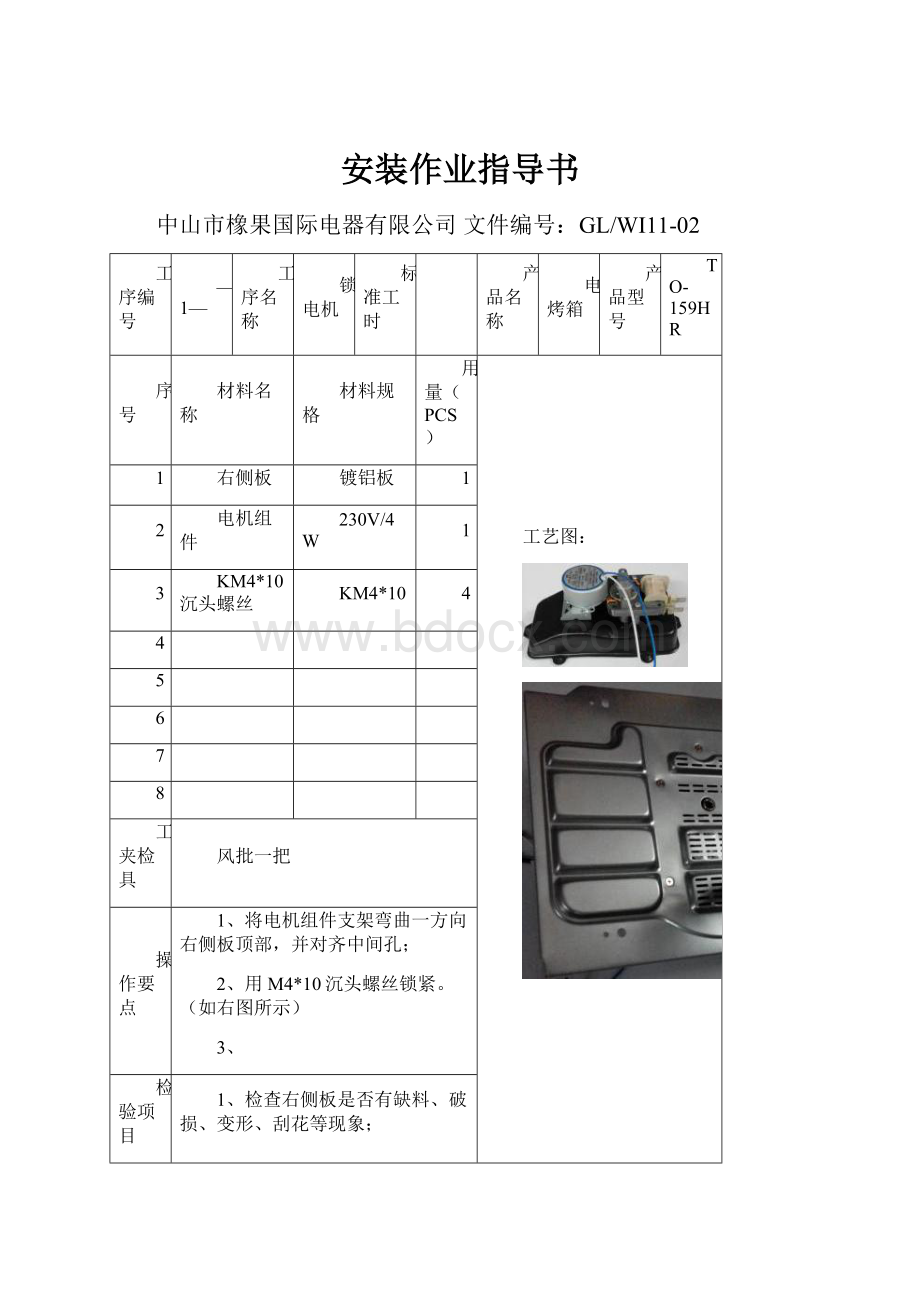
锁电机
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
右侧板
镀铝板
1
2
电机组件
230V/4W
1
3
KM4*10沉头螺丝
KM4*10
4
4
5
6
7
8
工夹检具
风批一把
操作要点
1、将电机组件支架弯曲一方向右侧板顶部,并对齐中间孔;
2、用M4*10沉头螺丝锁紧。
(如右图所示)
3、
检验项目
1、检查右侧板是否有缺料、破损、变形、刮花等现象;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防刮花;
2、调节风批力度,避免螺丝扫头、滑牙。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
1/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—2—
工序名称
锁方条支架
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
方条支架
电镀
1
2
左侧板
镀铝板
1
3
滑轮垫片
电解板
1
4
KM4*6沉头机丝
KM4*6
1
5
PM4*8圆头机丝
PM4*8
1
6
PWM4*30圆头带介机丝
PWM4*30
1
7
Ø4弹介
Ø4
2
8
M4螺母
M4
1
工夹检具
风批一把
操作要点
1、将方条支架穿进左侧板,开口方向左侧板顶部,并对齐中间孔;
2、用M4*6沉头螺丝锁紧。
3、用M4*8圆头机丝穿进Ø4弹介及侧板下方相应的孔与滑轮垫片对齐;
4、用M4螺母锁紧。
5、最后用M4*30圆头带介机丝穿进Ø4弹介与左侧板相应的孔中。
(如右图所示)
检验项目
1、检查左侧板是否有缺料、破损、变形、刮花等现象;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防刮花;
2、调节风批力度,避免螺丝扫头、滑牙。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
2/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—3—
工序名称
装左侧板/连接板
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
左侧板组件
镀铝板
1
2
连接板
镀铝板
1
3
底板
镀铝板
1
4
5
6
7
8
工夹检具
尖咀钳一把
操作要点
1、将连接板一端插进侧板相应的孔中,并用尖咀钳拧紧;
2、将装好连接板的侧板对齐底板左边的耳仔穿过去,并用尖咀钳拧紧。
(如右图所示)
检验项目
1、检查连接板是否有缺料、破损、变形、刮花等现象;
操作注意事项
1、预防刮花、装不到位;
2、调节尖咀钳拧紧力度,避免耳仔拧断。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
3/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—4—
工序名称
装右侧板
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
右侧板组件
镀铝板
1
2
上工序组件
镀铝板
1
3
BA4*10滚花螺丝
BA4*10
3
4
5
6
7
8
工夹检具
尖咀钳一把、风批一把
操作要点
1、将上工序组件中的连接板插进右侧板,并用尖咀钳拧紧;
2、对齐底板相应的孔位,用BA4*10滚花螺丝锁紧。
(如右图所示)
检验项目
1、检查侧板是否有缺料、破损、变形、刮花等现象;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防刮花;
2、调节尖咀钳拧紧力度,避免耳仔拧断
2、调节风批力度,避免螺丝扫头、滑牙。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
4/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—5—
工序名称
铆上板前后支架
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
前支架
镀铝板
2
2
后支架
镀铝板
1
3
上板
镀铝板
1
4
Ø3铝拉钉
Ø3
6
5
6
7
8
工夹检具
拉钉枪一把
操作要点
1、将上板侧放于工作台;
2、用前支架分别对齐上板相应孔,用Ø3铝拉钉铆紧;
3、用后支架对齐上板中间相应孔,用Ø3铝拉钉铆紧。
(如右图所示)
检验项目
1、检查上板、前后支架是否有缺料、破损、变形、刮花等现象;
操作注意事项
1、预防刮花;
2、避免拉钉刮手。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
5/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—6—
工序名称
锁上板
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
上板组件
镀铝板
1
2
上工序组件
镀铝板
1
3
BA4*10滚花螺丝
BA4*10
6
4
5
6
7
8
工夹检具
风批一把
操作要点
1、将上工序组件平放于工作台上;
2、用上板组件对齐左右侧板相应的孔位,用BA4*10滚花螺丝锁紧。
(如右图所示)
检验项目
1、检查上板是否有缺料、破损、变形、刮花等现象;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防刮花、变形;
2、调节风批力度,避免螺丝扫头、滑牙。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
6/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—7—
工序名称
装上发热管
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
上发热管
115V/500W
2
2
陶瓷座
陶瓷
4
3
M2.5螺母
M2.5
4
4
上工序组件
镀铝
1
5
6
7
8
工夹检具
风批一把
操作要点
1、将2根发热管无接地卡端分别从内胆方向穿出右侧板上方后;
2、再将有接地卡的那端穿出左侧板;
3、现用陶瓷座将2根发热管的两端套上;
4、用M2.5螺母锁紧。
(如右图所示)
检验项目
1、检查发热管是否破损、变形、刮花等现象;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防发热管刮花、变形;
2、调节风批力度,避免螺丝滑牙、引出棒断裂、瓷座破损。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
7/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—8—
工序名称
装下发热管
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
下发热管
115V/500W
2
2
陶瓷座
陶瓷
4
3
M2.5螺母
M2.5
4
4
上工序组件
镀铝
1
5
6
7
8
工夹检具
风批一把
操作要点
1、将2根发热管无接地卡端分别从内胆方向穿出右侧板上方后;
2、再将有接地卡的那端穿出左侧板;
3、现用陶瓷座将2根发热管的两端套上;
4、用M2.5螺母锁紧。
(如右图所示)
检验项目
1、检查发热管是否破损、变形、刮花等现象;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防发热管刮花、变形;
2、调节风批力度,避免螺丝滑牙、引出棒断裂、瓷座破损。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
8/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—9—
工序名称
铆接地卡
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
上工序组件
镀铝板
1
2
Ø3铝拉钉
Ø3
4
3
4
5
6
7
8
工夹检具
拉钉枪一把
操作要点
1、将上工序组件侧放于工作台;
2、用Ø3铝拉钉将发热管上的接地卡分别对齐侧板,并用拉钉枪进行铆紧。
(如右图所示)
检验项目
1、检查内胆组件是否有变形、刮花等现象;
操作注意事项
1、预防刮花;
2、避免拉钉刮手。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
9/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—10—
工序名称
锁内布线
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
内部线
玻纤线
1
2
上工序组件
多种
1
3
M2.5螺母
M2.5
8
4
Ø2.5弹介
Ø2.5
8
5
6
7
8
工夹检具
风批一把
操作要点
1、将内部线中的地环分别扣进发热管的引出棒中;
2、再穿进Ø2.5弹介;
3、用M2.5螺母锁紧。
(如右图所示)
检验项目
1、检查瓷座是否破损;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防瓷座破损;
2、调节风批力度,避免螺丝滑牙、松动、引出棒断裂。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
10/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—11—
工序名称
铆后板
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
距离棒
电木
2
2
后板
镀铝板
1
3
Ø3铝拉钉
Ø3
5
4
上工序组件
多种
1
5
6
7
8
工夹检具
拉钉枪一把
操作要点
1、将后板侧放于工作台上,
2、用距离棒对齐后板的相应孔中,用Ø3铝拉钉铆紧;
3、将上工序的内胆组件侧放于工作台;
4、用后板组件分别对齐上板相应孔,用Ø3铝拉钉铆紧。
(如右图所示)
检验项目
1、检查后板是否有破损、变形、刮花等现象;
操作注意事项
1、预防刮花;
2、避免拉钉刮手。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
11/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—12—
工序名称
锁后板
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
BA4*10滚花螺丝
BA4*10
7
2
上工序组件
多种
1
3
4
5
6
7
8
工夹检具
风批一把
操作要点
将上工序组件平放于工作台上;
用BA4*10滚花螺丝对齐相应的孔进行锁紧。
(如右图所示)
检验项目
1、检查后板是否有变形、刮花等现象;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防刮花、变形;
2、调节风批力度,避免螺丝扫头、滑牙。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
12/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—13—
工序名称
锁面板
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
面板
冷板喷涂
1
2
KT4*10沉头螺丝
KT4*10
9
3
上工序组件
多种
1
4
5
6
7
8
工夹检具
风批一把
操作要点
1、将上工序组件平放于工作台上;
2、用面板扣在内胆边上,并对齐相应的孔;
3、用KT4*10沉头螺丝进行分别锁紧。
(如右图所示)
检验项目
1、检查面板是否有变形、刮花等现象;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防刮花、变形;
2、调节风批力度,避免螺丝扫头、滑牙。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
13/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—14—
工序名称
装下门夹
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
下门夹组件
多种
1
2
Ø3*1.0门轴套
Ø3*1.0
2
3
Ø2.8门轴
Ø2.8
1
4
灯罩
透明PC
1
5
上工序组件
多种
1
6
7
8
工夹检具
尖咀钳一把
操作要点
1、将上工序组件平放于工作台上;
2、将灯罩塞进面板的指示灯孔中;
3、用Ø2.8门轴穿进下门夹的门轴孔中,门轴两端要有外露;
4、用2个Ø3*1.0门轴套分别穿进门轴两端;
5、再将门轴从右端到左端穿进面板;
6、将门轴推到左端尽头为好。
(如右图所示)
检验项目
1、检查门夹是否有变形、刮花等现象;
2、灯罩无杂色、缩水、披风等。
操作注意事项
1、预防刮花、变形。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
14/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—15—
工序名称
锁滑轮支架
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
滑轮支架
镀锌板
1
2
滑轮轴
电镀
1
3
滑轮
电镀
1
4
PWM4*30带介圆头机丝
PWM4*30
1
5
M4螺母
M4
1
6
Ø4弹介
Ø4
1
7
上工序组件
多种
1
8
工夹检具
风批一把
操作要点
1、将上工序组件平放于工作台上;
2、用PWM4*30带介圆头机丝穿上Ø4弹介,并过左侧板相应的孔中;
3、用滑轮套件穿进PWM4*30带介圆头机丝;
4、将门钩扣在滑轮上,外垫滑轮支架;
5、用M4螺母进行锁紧。
(如右图所示)
检验项目
1、检查上工序组件是否有变形、刮花等现象;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防刮花、变形;
2、调节风批力度,避免螺丝扫头、滑牙。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
15/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—16—
工序名称
锁电器件
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
温控器
2
功能开关
3
计时器
4
PM4*8圆头机丝
5
PWA3*12带介圆头螺丝
6
PWM3*4带介圆头机丝
7
8
工夹检具
风批一把
操作要点
1、将上工序组件平放于工作台上;
2、用PM4*8圆头机丝穿过面板有温度标识的孔中将温控器的两个孔分别锁紧;
3、用PWA3*12圆头带介螺丝穿过面板有功能选择标识的孔中将功能开关的两个孔分别锁紧。
4、用PWM3*4圆头带介机丝穿过面板有时间标识的孔中将计时器的两个孔分别锁紧(如右图所示)
检验项目
1、检查上工序组件是否有变形、刮花等现象;
2、螺丝不允许有扫头、滑牙、毛刺刮手;
3、Ø3螺丝能承受4kg扭力无滑丝,Ø4螺丝能承受6kg扭力无滑丝;
4、螺丝扭力>12Kg.cm.(QC抽检,5PCS/2小时)
操作注意事项
1、预防刮花、变形;
2、调节风批力度,避免螺丝扫头、滑牙。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
16/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—17—
工序名称
插线
标准工时
产品名称
电烤箱
产品型号
TO-159HR
序号
材料名称
材料规格
用量(PCS)
工艺图:
1
内部线
玻纤线
1
2
3
4
5
6
7
8
工夹检具
尖咀钳一把
操作要点
1、将上工序组件平放于工作台上;
2、将带灯内部线一端插在计时器,另一端插在温控器(22#线插在开关“B”端),温控器出线插在开关“A”端,开关“1”插上管,开关“2”插下管,同步电机插开关“3”,指示灯泡插在灯罩中。
(如右图所示)
检验项目
1、检查端子是否有变形、松脱等现象;
2、内部线是否有破损;
3、端子连接后能否通过3㎏的拉力,端子不能松动脱落。
操作注意事项
1、预防端子变形、松脱。
更改记录
制作部门
工程技术部
编制
黄大头
版号
A/0
审核
页码
17/52
审批
日期
2017-11-18
批准
中山市橡果国际电器有限公司文件编号:
GL/WI11-02
工序编号
—18—
工序名称
接氖咀
标准工时


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 安装 作业 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包身工》教案设计精选文档.docx
《包身工》教案设计精选文档.docx
-
《赤壁赋》导学案.docx
-
《不是每个女生都有好几个后备军而是每个男生都会排好几个队》.docx
-
《春》学案1 1.docx
-
《基于NET的商品销售管理系统》开题报告.docx
-
《结构设计原理》复习资料1.docx
-
《牵引供电系统》习题.docx
-
《社会的构成》读书笔记.docx
-
《孙中山破陋习》教学设计三.docx
-
《微生物学教程周德庆》各章复习重点.docx
-
《中国文化》英语教程复习题及答案.docx
-
00安徽工贸职业技术学院毕业设计论文撰写规范试行1.docx
-
1承诺办理时限是什么概念实际办理的时间能不能比承诺办理时限.docx
-
1中小型压缩机安装施工工艺标准.docx
-
5第五章长期股权投资 单元测试.docx
-
6一株紫丁香.docx
-
#对完善我国监护法律制度立法的思考.docx
-
《 民间治病药方》.docx
-
《PremiereProCC影视编辑标准教程微课版》配套教学教学案.docx
-
《财务会计》相关复习题英文版.docx
-
《单片机原理及应用》黄友锐主编课后习题答案副本.docx
-
#2机组大修建议汇总.docx
-
《地心历险记》观后感600字600字读后感.docx
-
《供应链管理》习题和标准答案.docx
-
《黄山奇石》教学反思15篇.docx
-
《建筑施工技术》形成性考核册答案附题目.docx
-
《描绘小灯泡的伏安特性曲线》试题精选.docx
-
《人大监督法》讲稿子.docx
-
《阿西莫夫短文两篇》教案.docx
-
《地理标志产品保护工作细则》.docx
-
《工程质量检验标准》.docx
-
《化学反应的利用》鲁科版必修2.docx
-
第6课《做情绪的主人》教案Word格式文档下载.docx
-
白酒生产企业定制酒管理规定Word文件下载.docx
-
21号楼悬挑脚手架专项施工方案Word文件下载.docx
-
XX年最新商场收银员实习报告3000字Word文档下载推荐.docx
-
庆祝国庆节给老板的祝词Word格式.docx
-
八年级上册复习资料Word格式文档下载.docx
-
见证取样方案Word格式文档下载.docx
-
仁爱版7年级英语上册Unit3Topic1同步验收版2Word格式文档下载.docx
-
水利工程规范表格监理Word文件下载.docx
-
北伐战争文档格式.docx
-
晶体的能带理论资料文档格式.docx
-
四川省德阳市届高三第一次诊断性考试 历史试题扫描版Word格式文档下载.docx
-
ansys100安装方法详解Word格式.docx
-
实木家具和板式家具学习Word文件下载.docx
-
墩台模板加工与安装作业指导书Word文件下载.docx
-
公安机关人民警察基本法律知识500题Word下载.docx
-
第四批高职高专投档资格线对比表Word格式文档下载.docx
-
暑期工厂实践心得Word文档下载推荐.docx
-
980TD C刀补操作说明文档格式.docx
