 加工中心铣电气控制系统.docx
加工中心铣电气控制系统.docx
- 文档编号:25011829
- 上传时间:2023-06-03
- 格式:DOCX
- 页数:20
- 大小:723.35KB
加工中心铣电气控制系统.docx
《加工中心铣电气控制系统.docx》由会员分享,可在线阅读,更多相关《加工中心铣电气控制系统.docx(20页珍藏版)》请在冰豆网上搜索。
加工中心铣电气控制系统
第6章:
加工中心(铣)电气控制系统
加工中心是一种高效数控加工机床,一台加工中心可完成由几台普通数控机床才能完成的工作。
这种机床一般具有刀库和自动换刀装置,在加工过程中能自动地进行刀具更换工作,以满足不同工序加工的需要。
一般进给运动与主轴都采用伺服电机,系统采用品牌产品。
本章以实例介绍XH714加工中心的电气控制系统,系统配置Fanuc0i-MC,以便读者了解加工中心电气控制线路中Fanuc数控系统、驱动、I/O接口与电气控制线路之间的关系。
XH714数控加工中心分别有数控系统(CNC),机床控制电气,主轴无极调速、X、Y、Z轴进给驱动,刀库旋转,排屑、冷却及其它控制电路等组成。
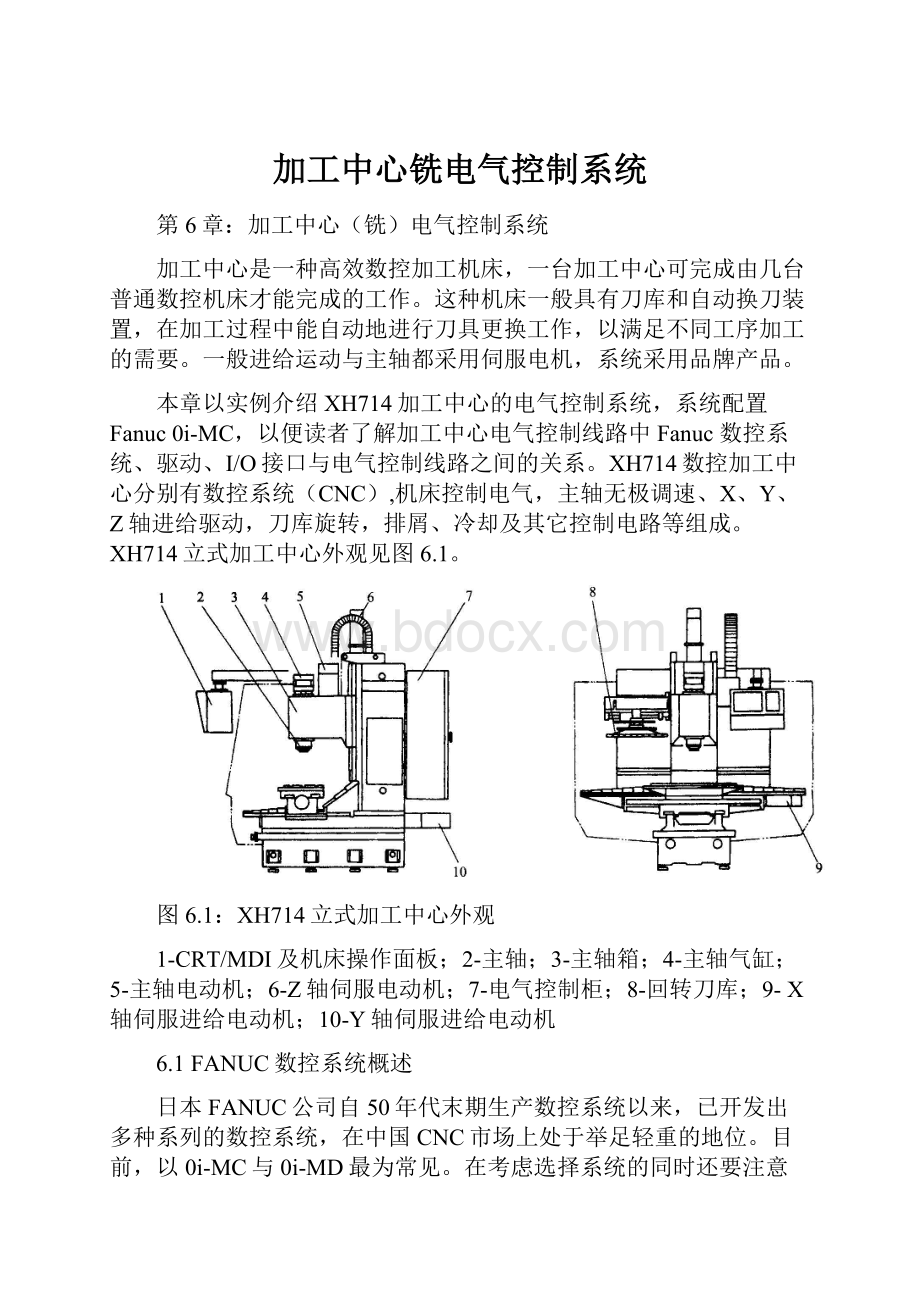
XH714立式加工中心外观见图6.1。
图6.1:
XH714立式加工中心外观
1-CRT/MDI及机床操作面板;2-主轴;3-主轴箱;4-主轴气缸;5-主轴电动机;6-Z轴伺服电动机;7-电气控制柜;8-回转刀库;9-X轴伺服进给电动机;10-Y轴伺服进给电动机
6.1FANUC数控系统概述
日本FANUC公司自50年代末期生产数控系统以来,已开发出多种系列的数控系统,在中国CNC市场上处于举足轻重的地位。
目前,以0i-MC与0i-MD最为常见。
在考虑选择系统的同时还要注意伺服模块及伺服电机的配置,αi在性能质量、跟随性都要高于βi系列。
所以选购一台数控机床不要单纯看系统型号还要配置何种伺服驱动系统。
0i-MC 这是目前在中国市场上销售量最大的一种系统,它是一种采用高速32位微处理器的高性能的CNC。
在结构上采用传统的结构方式,即在主板上插有存储器板、I/O板、轴控制模块以及电源单元。
只是其主板较其它系列的主板要小得很多,因此,在结构上显得非常紧凑,体积很小,FANUC公司自称为它是世界上最小的系统。
0i-MC系列数控系统具有下述特点:
图6.2:
Fanuc0i-MC数控系统外观图
1)本系统是一种小型高精度、高性能的软件固定型CNC。
控制电路中采用了高速微处理器、专用LSI(大规模集成电路)、半导体存储器等,这不仅提高了系统可靠性,还提高了系统的性能价格比。
2)为了便于系统的维修,内部具备多种自诊断功能:
①微处理器不断地监视系统内部的工作状态,并能分类显示CNC内部状态。
一旦发生故障,报警指示灯立即发亮,并使CNC停止工作。
同时在CRT上可分类显示出故障详细内容;②在CRT显示器上,可显示出从CNC输出或向CNC输入的接通、关断信号;③通过MDI(手动数据输入)可以“位”为单位接通、关断从CNC输出的接通、关断信号。
3)可用CRT显示检查数控系统的快速进给速度、加/减速时间常数等各种参数设定值。
4)由于采用了高速微处理器的数字式交流伺服系统,无漂流影响,实现了高速、高精度的控制。
除了0-C系列的标准功能外,还增加了冲压功能、晶格点阵功能、多段数据加工功能、C轴控制功能等。
6.2.1实际FANUC0I-MC系统的接口
图6.4:
FANUC0I-MC系统的接口
1— CP1系统直流24V输入电源接口。
2—FUSE系统DC24V输入熔断器(5A)。
3—电源单元
4—JA7A串行主轴/主轴位置编码器信号接口。
5—JD1AI/OLink接口
6—JA40模拟量主轴的速度信号接口(0~10V)。
7—JD36BRS-232-C串行通信接口(2通道)。
8—JD36ARS-232-C串行通信接口(0、1通道)。
9—CN2系统操作软键信号接口。
10—CA55系统MDI键盘信号接口。
11—CA69伺服检测板接口。
12—系统电源风扇
13—系统存储器电池
6.2.3伺服放大器的连接
图6.5:
伺服放大器外观图
伺服放大器也叫伺服驱动器,是用来控制伺服电机的一种控制器,其作用类似于变频器作用于普通交流马达。
目前主流的伺服放大器均采用数字信号处理器(DSP)作为控制核心,可以实现比较复杂的控制算法,事项数字化、网络化和智能化。
功率器件普遍采用以智能功率模块(IPM)为核心设计的驱动电路,IPM内部集成了驱动电路,同时具有过电压、过电流、过热、欠压等故障检测保护电路,在主回路中还加入软启动电路,以减小启动过程对驱动器的冲击。
功率驱动单元首先通过三相全桥整流电路对输入的三相电或者市电进行整流,得到相应的直流电。
经过整流好的三相电或市电,再通过三相正弦PWM电压型逆变器变频来驱动三相永磁式同步交流伺服电机。
脉冲宽度调制(PWM),是英文“PulseWidthModulation”的缩写,简称脉宽调制,是利用微处理器的数字输出来对模拟电路进行控制的一种非常有效的技术,广泛应用在从测量、通信到功率控制与变换的许多领域中。
脉冲宽度调制是一种模拟控制方式,其根据相应载荷的变化来调制晶体管栅极或基极的偏置,来实现开关稳压电源输出晶体管或晶体管导通时间的改变,这种方式能使电源的输出电压在工作条件变化时保持恒定,是利用微处理器的数字输出来对模拟电路进行控制的一种非常有效的技术。
功率驱动单元的整个过程可以简单的说就是AC-DC-AC的过程。
整流单元(AC-DC)主要的拓扑电路是三相全桥不可控整流电路。
外形图见图6.5,连接图见图6.6。
图6.6:
伺服放大器的连接
从图6.6伺服放大器的连接具有如下特点:
回路电源来自外接电源三相交流380V,经控制变压器TC1转换后为三相交流200~240V交流电。
一路经断路器QF2和电抗,经TB2接入电源模块,直流后变为300V直流,由短接线TB1依次接入各个伺服模块,经伺服模块中的逆变器变频来驱动三相交流伺服电机。
另一路经浪涌吸收器后R、S两相接入电源模块,同时三相交流电接通主轴风扇电机。
PSM(电源模块)、SPM(主轴模块)、SVM(伺服放大模块)之间的短接片(TB1)是连接主回路直流300V电压用的连接线,一定要拧紧。
如果拧得不够紧,轻则产生报警,重则烧坏电源供应模块(PSM)和主轴放大器模块(SPM)。
图中的TB1和TB2不要弄错,TB2为三相交流200V电流引入线,TB1为铜板短接片,连接主回路直流300V连接线。
6.3加工中心的I/O接口电路
6.3.1PMC介绍
可编程控制器(PLC)在FANUC数控系统中称为可编程机床控制器(ProgrammableMachineController,PMC)。
PLC与PMC之间只是名称上不同,其本质一致。
目前FANUC公司的数控产品将PMC内置,也就是说,不需要独立的PMC设备,PMC已成为数控系统的重要组成部分。
FANUC公司的PMC由内装的PMC软件、接口电路、外围设备(电磁阀、压力开关、接近开关等)构成,连接主控系统(PMC)与从属I/O接口设备的电缆称为高速串行电缆,称为I/OLink,它是FANUC公专用的I/O总线,工作原理与欧洲标准工业总线profibus类似,但协议不同。
另外通过I/OLink可以连接FANUC公司β系列伺服驱动模块,作为PMC轴使用,用于机床强电信号的驱动。
与CNC连接后,每个I/O点被分配唯一的输入/输出地址,每一个I/O点连接唯一的机床强电控制执行元件的工作点,如机床操作面板上的按键、按钮、开关、指示灯和强电控制柜中的继电器触点、接触器触点、电磁阀等,由机床PMC程序顺序逻辑控制。
FANUC0i-MC数控系统的控制单元有内置的I/O卡,用于机床各检测元件信号的采集和控制各种气、液压阀组件,指示灯等的动作。
在控制单元内置的I/O卡,其输入点的点数为96点,输出点点数为64点。
如输入输出数量未能满足要求时,就需要通过控制单元上的I/OLINK扩展I/O单元来满足使用的要求,并在编写PMC程序时,对各I/O设备的地址进行分配。
6.3.2FANUCPMC的接口
在讨论PLC、CNC和机床各机械部件、机床辅助装置、强电线路之间的关系时,常把数控机床分为“CNC”侧和“MT”(机床侧)侧两大部分,“CNC”侧包括CNC系统的硬件和软件以及与CNC系统连接的外部设备。
“MT”(机床侧)侧包括机床机械部分及其液压、气压、冷却、润滑等辅助装置,机床操作面板,机床控制线路等。
PMC位于CNC与MT之间,对CNC侧与MT侧的输入/输出信号进行处理。
PMC与控制伺服电动机和主轴电动机的系统部分,以及与机床侧辅助电气部分的接口关系。
图6.7:
PMC接口情况
1.从图中各个地址的相互关系可以看出,以PMC为控制核心,输入到PMC的信号有X信号和F信号,从PMC输出的信号有Y信号和G信号。
PMC本身还有内部继电器R、计数器C、定时器T等。
2.从图中看出CNC是数控系统的核心,机床I/O要与CNC交换信息,要通过PMC处理才能完成,PMC在机床与CNC之间发挥桥梁作用。
3.机床本体信号进入PMC,输入信号为X信号,输出到机床本体信号为Y信号。
机床本体的输入\输出的地址分配有机床厂定义分配。
地址用来区分信号,不同的地址分别对应机床侧的输入\输出信号,CNC侧的输入\输出信号,内部继电器、计数器、定时器、保持型继电器和数据表。
PMC主要使用四种类型的地址:
如图6.8所示:
图6.8:
FANUC数控系统接口与地址关系
实线表示机床侧的PMC输入\输出信号,虚线表示PMC与CNC之间的输入\输出信号,(仅在RAM存储器中传送)。
每个地址有地址号和位号(0-7)组成,在地址号的开头用一个字母来表示信号的类型,如X110.3.
同时地址还有绝对地址与符号地址的区别,绝对地址是I/O信号的存储器区域,地址唯一,如图6中的X0.1,X0.0。
符号地址(symboladdress)是指用英文字母代替的地址,只是一种符号,可为PMC程序编辑、阅读与检查提供方便,但不能取代绝对地址。
如图6中可以在PMC持续中用STL2替代X5.7。
符号地址需要编制专门的注释文件表。
绝对地址与符号地址可以在PMC程序中混合使用。
具体FANUCoi系统符号、地址、与种类见图表6.9
字符
符号种类
种类
OI-B/OIBMATEB
PMC-SA1
PMC-SB7
X
机床给PMC的输入信号(MT→PMC)
X0-X127
X0-X127
X200-X327
X1000-X1127
Y
PMC输出给机床的信号(PMC→MT)
Y0-127
Y0-Y127
Y200-Y327
Y1000-Y1127
F
NC给PMC的输入信号(NC→PMC)
F0-F255
F0-F767
F1000-F1767
F2000-F2767
F3000-F3767
G
PMC输出给NC的信号(PMC→NC)
G0-G255
G0-G767
G1000-G1767
G2000-G2767
G3000-G3767
R
内部继电器
R0-R999
R9000-9099
R0-R7999
R9000-R9499
E
外部继电器
-
E0-E7999
A
信息显示请求信号
信息显示状态信号
A0-A24
A0-A249
A9000-A9249
C
计数器
C0-C79
C0-C399
C500-C5199
K
保持继电器
K0-K19
K0-K99
K900-K919
T
可变定时器
T0-T79
T0-T499
T9000-T9499
D
数据表
D0-D1859
D0-D9999
L
标志号
-
L1-L9999
P
子程序号
-
P0-P2000
表6.9:
FANUC数控系统符号与地址分配
输入\输出信号(X信号和Y信号)主要包括以下三方面内容:
(1)数控机床操作面板输入和状态指示,FANUC公司的操作面板主要包括以下的功能
操作方式开关和状态灯(自动、手动、手轮、回参考点、编辑等);
程序控制开关与状态灯(单段、运行等);
主轴正转、反转主轴停按钮和状态灯及主轴倍率开关;
手动进给轴方向选择按钮等;
冷却控制开关和状态灯;
手轮轴选开关和手轮倍率开关(×1、×10、×100、×1000);
急停按钮;
手动按钮和自动倍率开关。
(2)数控机床本体输入信号:
一般有每个进给轴减速开关、超程开关、机床功能部件上的开关。
(3)数控机床本体输出信号:
一般有冷却泵、润滑泵、主轴正/反转(模拟主轴)及机床功能部件上的执行动作。
(4)机床本体上的一些开关量通过接口电路进入系统,大部分信号进入PMC控制器参与逻辑处理,处理结果送给CNC装置(G信号)。
但有一部分高速处理信号如*DEC(减速)、*ESP(急停)等直接进入CNC装置,有CNC装置直接处理相关功能。
CNC输出信号为F信号,PMC输出信号为Y信号。
6.3.3FANUC0i-MC数控系统I/O单元硬件连接
在FANUC0i-MC数控系统中,I/O单元以开关量I/O单元为主,用I/O单元可以连接96/48(输入/输出)点开关量与手轮,全部I/O均为通用I/O信号,连接方法见下图,
图6.10:
FANUC0i-MC数控系统I/O单元连接方法(XH714)
(1)JD1B:
I/O模块上的输入端,连接于数控装置的I/Olink接口JD1A,通过I/Olink连接电缆接入。
(2)JA3:
手摇脉冲发生器脉冲信号输入接口。
(3)CP1:
I/O模块工作电源输入接口,输入电压是直流24V。
(4)COP104/COP105/COP106/COP107:
I/O单元四组50芯的I/O接口,每组24/16输入/输出点,共96/64个输入/输出点,通过I/Olink电缆和主控器或者其它I/O设备连接。
6.3.4输入/输出信号的连接
1)输入信号的连接
I/O输入信号分为源型输入和漏型输入两种,所谓的源型输入和漏型输入是对于电流方向来考虑的,电流从触点外外流的就是源型,就是所谓的拉电流,反之就是漏型输入,也叫灌电流。
输入信号如图所示:
图6.11:
(a)漏型输入(b)源型输入
(1)漏型输入
漏型输入是由PMC内部提供输入信号电源且全部输入信号的一端汇总到输入公共端(DICOM)的输入形式,漏型输入的外部连接示意图如图所示。
图6.12:
漏型输入外部连接示意图
漏型输入的优点是不需要外部电源,输入电流由I/O单元内部向外部“泄漏”,故称为漏型输入,安全性较高,可防止断线情况下输入有效。
常见的漏型输入在I/O单元内部的接口电路原理简图如图所示,
图6.13:
漏型输入接口原理图
图中限流电阻通常为3.3~4.7KΩ。
在实际接口电路中,一般还有输入指示用LED、输入滤波、稳压与短路保护等辅助电路。
由图知当输入触点K2闭合时,I/O单元的内部直流24V与0V通过光电耦合器件、限流电阻、输入触点、经公共端DICOM构成电流回路,光电耦合器件的输出为1,PMC内部获得1信号输入。
(2)源型输入
源型输入是由外部提供输入信号电源(或使用I/O单元内部提供给输入回路的电源)且全部输入信号为有源信号,并独立输入PMC的输入连接方式,如图所示把DICOM端子与+24V端子相连接。
图6.14:
源型输入外部连接示意图
源型输入的接口电路原理图如图所示。
同样在实际接口电路中,一般还有输入指示用LED、输入滤波、稳压与短路保护等辅助电路。
图中当输入触点K2闭合时,外部直流24V与0V通过光电耦合器件、限流电阻、输入触点、经公共端DICOM构成电流回路,光电耦合器件的输出为1,PMC内部获得1信号输入。
图6.15:
源型输入接口原理图
无论是源型输入还是漏型输入,就是使用外部电源还是使用内部电源的区别,这两种输入方式的共同优点是:
当输入连接线与外部短路或断路时,不可能有1信号的错误输入,可以减少设备误操作的可能性,此外,由于输入设备使用的是外部电源,输入故障对I/O单元的损害较少,它们的缺点是输入信号需要外部电源,PMC用于输入的直流24V容量教小,只适用于I/O点数较少的系统,在一定程度上增加了生产成本。
(3)输出信号的连接
如图所示,I/O输出信号也分为源型输出还是漏型输出两种,源型输出是把驱动负载的电源(+24V)连接到印制电路板的DOCOM端子上,电流是从印制电路板上流出的,所以称为源型输出。
漏型输出是把驱动负载的电源(0V)连接到印制电路板的DOCOM端子上,电流是流入印制电路板,所以称为漏型输出。
例如在图6.17,图6.17为XH714加工中心PLC部分输入输出信号,在图6.17中,把机床侧的行程开关的通断信号通过COP105信号接口(50芯电缆线)接入系统PMC。
在图6.18中,系统PMC输出信号通过接口控制中间继电器KA,再通过220V控制电路控制机床各动作元件达到控制动作要求。
图6.16:
(a)源型输出(b)漏型输出
图6.17:
PLC输入信号
在图6.15中PLC驱动信号输入线路中,COP105信号接口B01根线是24VDC输出接口,其余X轴正向超程信号、X轴负向超程信号、Y轴正向超程信号、Y轴负向超程信号、Z轴正向超程信号、Z轴负向超程信号、X轴回参减速信号、Y轴回参减速信号、Z轴回参减速信号分别接入PLC的X8.0、X8.1、X8.2、X8.3、X8.5、X8.6、X9.0、X9.1、X9.2、数字信号输入接口,并分别由行程开关SQ1到SQ9控制。
图6.18:
PLC输出信号
在图6.18中PLC输出信号图中DOC接口连接至24V的直流电源。
其余的Y1.0、Y2.1、Y2.2、Y2.3、Y2.2、Y2.5接口分别向继电器线圈KA2、KA3、KA4、KA5、KA6、KA10输出控制信号,控制冷却泵、刀架电机正转、刀架电机反转、刀库电磁阀、打刀缸电磁阀和Z轴抱闸电机等支路的通与断。
6.3.5FANUCPMC程序的工作原理
(1)梯形图概要
在PMC程序中,使用的编程语言是梯形图。
对PMC程序的执行,可以简要地总结为,从梯形图的开头由上到下,然后由左到右到达梯形图结尾后再回到梯形图的开头,循环往复,顺序执行
PMC程序由第一级程序和第二级程序两部分组成。
在PMC程序执行时,首先执行位于梯形图开头的第一级程序,然后执行第二级程序。
发那科PMC分为:
PMC-L/MPMCSA1/SA2/SA3SB7等几个版本,在机床PMC的PMCDGN中显示,FANUC0i-MC系统是SA1版本。
(2)机床梯形图显示与诊断操作
图:
PMC诊断画面
6.3.6FANUCPMC的编程介绍
1.FAPTLADDERⅢ编程软件功能介绍:
FAPTLADDERⅢ是梯形图开发软件,具有WINDOW操作的一些特点,LADDER-Ⅲ软件的主要功能有①输入,输出,显示,编辑PMC顺序程序;②监控及调试PMC程序;③设定和显示PMC参数;④运行和停止PMC程序;⑤输入和输出PMC程序;⑥把PMC程序写入CNC系统FROM中;⑦打印PMC程序。
2.FAPTLADDER-Ⅲ的使用方法
①新建一个PMC程序
打开软件,在NEW中新建一个文件名,
选择与系统相同的PMC类型,按[确定]
②传输形式的确定
通过工具菜单(TOOL)来确定传输形式,
由系统PMC传送给计算机,选择LOAD
由计算机传送给系统PMC,选择STORE
③工作方式的确定
离线方式传输选择I/OBY“I/O”KEYOPERATION
在线方式传输选择I/OBYMONIT-ONLINEFUNOTION
④PMC程序装载方式的确定
系统的PMC程序装载到计算机中,选择LOADFROMPMC
计算机中的PMC程序装载到系统中,选择STORETOPMC
⑤PMC传输程序的确定
只传输PMC梯形图程序时,选择LADDER
传输PMC梯形图和C语言时,选择ALL
⑥通信协议的设定
设定通信端口(PORT),选择COM1,要求计算机要有COM口
传的波特率(BAUD-RATE),要与系统的设置一致
奇偶校验(PARITY)(NONE)
停止位(STOP-BIT)选择2,发那科为2位停止位
⑦选择内容的确定
内容确定是检查传输内容是否正确
包括LADDER-Ⅲ的工作方式(TRANSFER),传输方向(DIRECTION)
传输内容(CONTENT)的确定
如果处理内容不符合要求,可通过(上一步)按钮重新确定。
如果处理内容符合要求,则按[完成],此时即可进行PMC程序的传输,
3.FAPTLADDER-Ⅲ的使用简介
FAPTLADDERⅢ中打开一个梯形图程序
如下内容:
TITLE:
标题;SYSTEMPARAMETER:
系统参数;SYMBOLCOMMENT:
符号注释,系统所用,XYFG信号注释;I/OMODULE:
使用I/O模块名称及地址;MESSAGE:
A0.0-A24.7对应报警信息,这个对我们有用,可以了解报警内容。
LADDER:
梯形图;LEVEL1:
第一级程序;LEVEL2:
第二级程序;SUB-PROGRAM:
子程序
在整个画面中,分为DISPLAYPANE和EDITPANE,显示框和编辑框,显示框在上部,编辑框在下部,中间有分隔线,拖动分隔线,可改变两个框的大小分配。
在显示框中用光标移到某一个线圈或触点,回车;本行信息即显示在编辑框中。
编辑框底部有[INSERT][REPLALE][ALLCLEAR]可作插入,替换,编辑框清屏操作,编辑完成后,按[EXEC]即可完成操作,点击×退出,系统会提示是否保存SAVE或QUIT作出选择后,退出。
图:
FAPTLADDER-Ⅲ软件界面


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 加工 中心 电气控制 系统
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
新冀教版八年级数学上册单元测试第13章全等三角形单元测试解析版.docx
-
下半年数据库系统工程师上午试题及答案.docx
-
新疆企业法律顾问私分国有资产罪试题.docx
-
幼儿园中班教师个人教学工作总结.docx
-
雪佛兰迈锐宝原屏幕升级导航迈锐宝加装倒车轨迹.docx
-
修订的教育心理学.docx
-
研究生学年鉴定表自我鉴定通用6篇.docx
-
新教材部编版六年级语文下册第5课《鲁滨逊漂流记》节选第2课时同步练习.docx
-
新课标II卷高考理综化学专题模拟试题含答案.docx
-
语文A版小学六年级上册精品教案 全册已排版.docx
-
压力传感器.docx
-
悬臂浇筑连续梁施工工艺.docx
-
以合作原则来分析《边城》中的话轮转换.docx
-
演讲发言提纲范文新晨范文.docx
-
渝东南实习报告.docx
-
义务教育学校标准化建设装备标准.docx
-
学年度国旗下的讲话.docx
-
烟叶生产管理方案.docx
-
项目部岗位说明书.docx
