 吉利汽车水性漆设计方案.docx
吉利汽车水性漆设计方案.docx
- 文档编号:25074461
- 上传时间:2023-06-04
- 格式:DOCX
- 页数:18
- 大小:131.93KB
吉利汽车水性漆设计方案.docx
《吉利汽车水性漆设计方案.docx》由会员分享,可在线阅读,更多相关《吉利汽车水性漆设计方案.docx(18页珍藏版)》请在冰豆网上搜索。
吉利汽车水性漆设计方案
吉利美日项目
水性漆工艺参数及设备设计方案
2008.2
第一部分:
吉利公司提供的涂料厂家的水性漆资料
一、BASF公司(上海)
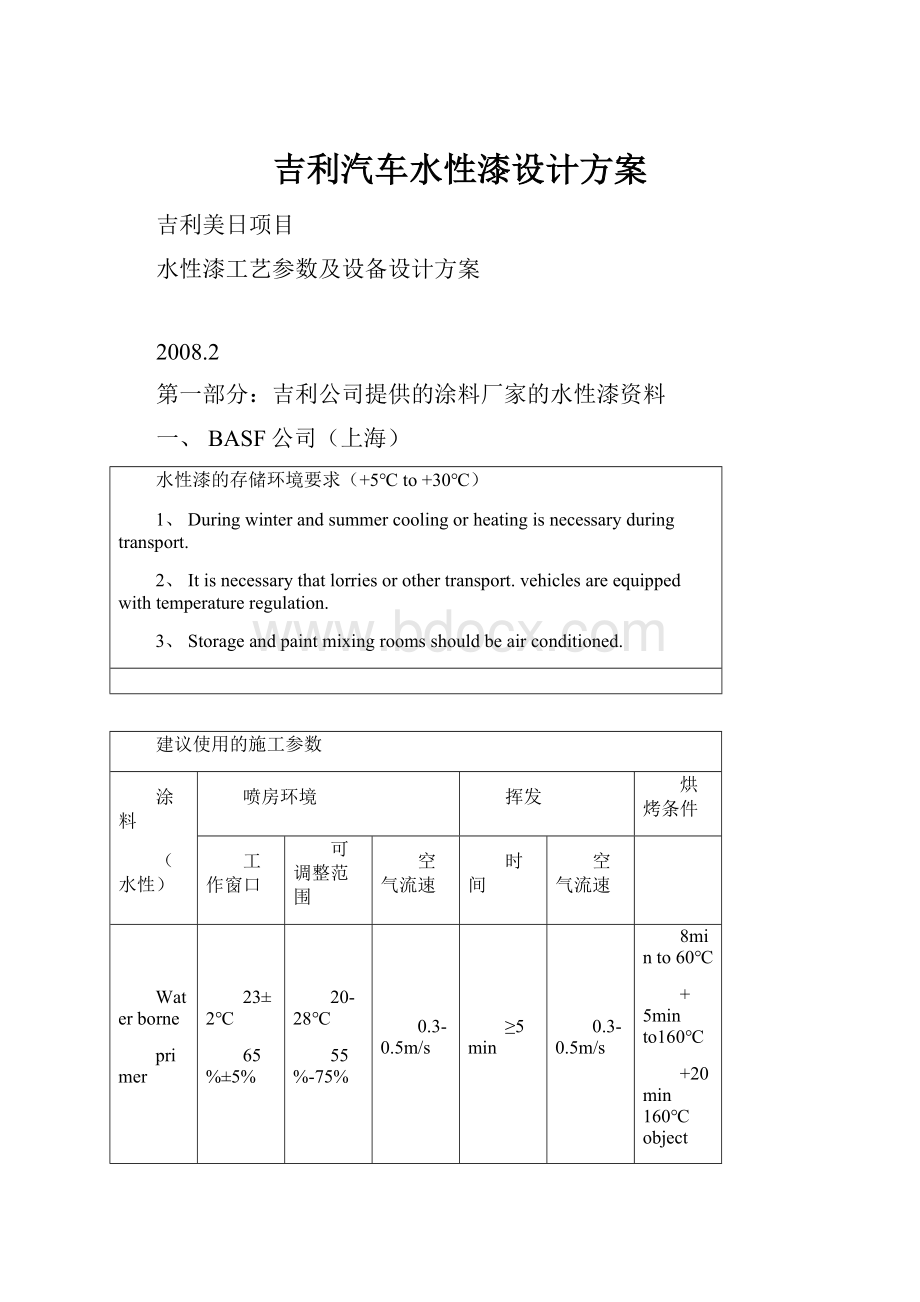
水性漆的存储环境要求(+5℃to+30℃)
1、Duringwinterandsummercoolingorheatingisnecessaryduringtransport.
2、Itisnecessarythatlorriesorothertransport.vehiclesareequippedwithtemperatureregulation.
3、Storageandpaintmixingroomsshouldbeairconditioned.
建议使用的施工参数
涂料
(水性)
喷房环境
挥发
烘烤条件
工作窗口
可调整范围
空气流速
时间
空气流速
Waterborne
primer
23±2℃
65%±5%
20-28℃
55%-75%
0.3-0.5m/s
≥5min
0.3-0.5m/s
8minto60℃
+5minto160℃
+20min160℃object
Waterborne
Basecoat
Matallics
Solids
23±1℃
65%±5%
23±1℃
65%±5%
20-28℃
55%-75%
20-28℃
55%-75%
0.3-0.5m/s
0.3-0.5m/s
≥1.5min
4-5min
0.3-0.5m/s
0.3-0.5m/s
Forceflashoff
a.1.5mininfrared
2000m3/h.m
b.2.5minhotair
2000m3/h.m
Airtempature:
60-80℃
Airhumidity:
10gH2O/kgair
c.1.5mincooling
4000m3/h.m
Airtempature:
20-25℃
Clearcoat(1k)
23±1℃
60%-75%
20-28℃
50%-75%
0.3-0.5m/s
≥6min
0.3-0.5m/s
20min140℃object
Clearcoat(1k)
23±1℃
60%-75%
20-28℃
50%-75%
0.3-0.5m/s
6±1min
0.3-0.5m/s
15min140℃object
二、PPG公司
BasecoatHeatedFlash
•Goalistoachieve“WetfilmBCsolids”of85-92%goingintoclearcoatzone
•Minimum1-2minutesambientflashinboothafterspray
•Typically3-5minutesat70-90oC
PPGWBBasecoat/ClearOperatingRequirements
•PrimerBodyTemp.beforeBCApplication
–<35C
•BoothTemp&RH
–24ºC±1º,65%±5%
•PaintSupplyTemperature
–23-25ºC
•BakeWindow
–ClearBake140ºC@20min
•BCHeatedFlash-OffRequirements
–3min70C(total5min-w/heatup)
•FilmBuildRequirements
–met/mica12-18µ,CCHTC45µ±5µ
WaterborneProductInformation
•ApplicationVolumeSolids–18%to23%
•ApplicationWeightSolids–20%to25%
•ApplicationVOC–108to152g/L
•FilmBuild
–Metallic15-18microns
–SolidWhite20-25microns
WaterBornePrimerSurfacer
•Appearance:
BestinClass
LW,SWandFillingProperties
•Chip:
MeetsHighestRelevantMarketDemand
•Robustness:
ToProcessNeeds
Manufacture;Bake;Spray;DFT;Repair;
•Bake:
140oCand160oCCapable
•FilmBuild:
25&35micronCapability
三、关西涂料(湖南湘江)
有效版本号:
2007-8-15
产品说明书
湘江关西涂料有限公司
xiangjiangKansaiCoatingsCO.,LTD.
2007-08-15
拟稿
校对
审批
孙喆
分类
成分
WP-404BN-2(WT%)
WP-404BN-5(WT%)
WP-404BN-9(WT%)
颜料
白J
2.0
19.4
25.2
深黑A
0.3
0.3
-
体质颜料I
12.7
-
-
体质颜料G
1.6
1.6
1.4
树脂
聚酯树脂
23.9
22.8
21.8
氨基树脂
8.0
7.6
6.3
添加剂
润湿剂
1.3
1.2
1.1
消泡剂
0.6
0.5
0.5
起泡防止剂
1.6
1.5
1.4
硬化触媒
0.2
0.2
0.2
中和氨基
0.8
0.7
0.7
表面调整剂
1.9
1.9
1.6
RC剂
0.1
0.1
0.1
溶剂
醇类溶剂
1.8
1.7
1.6
酯类溶剂
4.2
4.0
3.7
纯水
H2O
39.0
36.5
34.4
涂料参数
固体份
54.2
57.1
59.6
粘度(S/FC-4)
60
60
60
PH值
8.4
8.4
8.4
密度(g/ml20℃)
1.17
1.22
1.28
闪点(℃)
90≤
90≤
90≤
燃点(℃)
240≤
240≤
240≤
VOC(g/L)
71.3
70.3
68.1
干膜比重
1.37
1.47
1.59
●WP-404B中涂技术标准
序号
项目
指标(例N-5)
测试方法
1
容器中状态
均一无异常
HKSTM-1201D
2
细度μm
≤15
HKSTM-0241A
3
粘度(FordCup4)25℃
60±3
HKSTM-0222
4
比重
1.22±0.05
HKSTM-0232
5
固体份(NV%)
57.0±3.0
HKSTM-0325D
6
PH值
8.4±0.2
HKSTM-2901
7
耐缩孔性(K法)
合格
HKSTM-2543
8
施工固体份
54~59%
HKSTM-0325D
9
施工性能
1次成膜,膜厚控制30-40um,无流挂无桔皮等。
/
10
烘烤条件
预烘干,150℃×20minKeep
/
11
填充性
填充性良好
/
12
打磨性
涂层不发粘、不粘砂纸
/
13
抗冲击性
≥20Kg.cm
/
14
光泽(60°)
≥80
HKSTM-0602
15
涂膜外观
平整光滑无异常
HKSTM-0521A
16
铅笔硬度
≥F
HKSTM-0634B
17
附着力(2×2mm划格)
ED+本品
100/100
HKSTM-2624
18
附着力(2×2mm划格)
ED+本品+WB-16/KINO400H
100/100
HKSTM-2624
19
抗粉化性
10个循环后,没有起泡、粉化现象
/
20
抗氮氧化物性
在20PPM的氮氧气氛中烘烤,试板无缺陷。
/
与面漆配套性
21
涂层外观
平整光滑、无颗粒、无失光等现象
/
22
附着力
不打磨,与面漆配套附着力100/100
/
23
层间附着力
湿打磨和没有打磨区域,附着无异常
/
24
抗冲击强度
≥20Kg.cm
/
25
耐水性(去离子水40℃×240hr)
外观无异常,附着100/100
/
●WP-404B中涂涂装条件(实车涂装方法例)
项目
空气喷涂
(AirSpray)
往复机、机器人涂装
涂装机械
WIDER-71(OR77)
ABB/EG/DURR等
稀释剂
DIW
←
粘度(FC-4/25℃)
50±5
←
吐出量
300~600ml/min
250~350ml/min
空气压力
5.0~6.0kg/cm2
←
喷幅
全开(40cm)
←
涂装距离
30cm
←
涂装重合率
2/3
2/3
涂装次数
2~3次
1次
中间流平时间
1~3min
←
最终流平时间
7~10min
←
施工电压
/
~60KV
环境温湿度
23-27℃70~80%
←
环境风速
0.4~0.6m/sec
←
烘干条件
140℃×30min或150℃×20min
←
标准膜厚
30~40μm
←
●推荐水性中涂预烘干及烘烤条件实例
温度KEEP区可采用150℃×20min
有效版本号:
20070815
产品说明书
湘江关西涂料有限公司
xiangjiangKansaiCoatingsCO.,LTD.
2007-08-15
拟稿
校对
审批
孙喆
●涂料类型·涂料成分表
WT-700金属漆(浅银色)
分类
成分
WT-700(WT%)
备注
颜料
铝粉E-1
0.9
铝粉N-1
0.7
铝粉Y
0.9
体质颜料
2.7
色浆类
0.1
树脂
丙烯酸树脂
8.0
聚酯树脂
3.9
氨基树脂
3.9
添加剂
表面调整剂
0.1
紫外光吸收剂
0.2
界面活性剂
0.5
增稠剂
1.0
中和胺
0.8
消泡剂
0.1
溶剂
醇类溶剂
2.9
酯类溶剂
7.5
石油类混合溶剂
1.9
纯水
H2O
63.9
涂料参数
固体份
23.0%
粘度(S/FC-4)
50
PH值
8.4
密度(g/ml20℃)
1.04
闪点(℃)
65~70
燃点(℃)
240≦
VOC(g/L)
135.9
KINO-400H清漆:
丙烯酸/氨基型涂料
分类
成分
KINO-400H(WT%)
备注
树脂
丙烯酸树脂S
6.7
丙烯酸树脂T
21.7
聚脂树脂 R
4.6
NAD树脂 F
2.8
氨基树脂 P
10.2
添加剂
表面调整剂
0.1
紫外线吸收剂
1.4
光稳定剂
0.5
消泡剂
0.1
固化促进剂弱酸触媒
0.3
抑制剂
0.1
涂料参数
固体份(wt%)
49±2%
比重(g/ml20℃)
0.99
粘度(ku值/20℃)
55
●WT-700金属漆标准涂装方法(实验室涂装方法例)
WT-700金属漆
KINO-400H清漆
稀释剂
DIW
C-741
稀释粘度
50±5(FC-4/25℃)
27.5(FC-4/25℃)
涂装机械
WIDER71(口径1.0mm)
WIDER71(口径1.0mm)
涂装距离
25cm
25cm
喷幅
25cm
25cm
涂装重合率
2/3
2/3
涂装速率
80~90cm/sec
70~80cm/sec
空气压力
5.0kg/cm2(5.0~6.0)
4.5kg/cm2(4.0~5.0)
吐出量
针开度2.5~3.5回转
(125~135ml/min)
针开度-4回转(全开)
(140~160ml/min)
涂装次数
S-2~
(Setting1min)~S-2
S-2~3
标准膜厚
12~14μm
30~40μm
流平时间
Setting5min后预烘烤
BASE预烘烤温度时间
80℃×5min
(BASE冷却后罩光、清漆涂装后)流平时间
Setting7~10min
●WT-700金属漆涂装条件(实车涂装方法例)
项目
空气喷涂
(AirSpray)
往复机、机器人涂装
涂装机械
WIDER-71(OR77)
ABB/EG/DURR等
稀释剂
DIW
←
粘度(FC-4/25℃)
50±5
←
吐出量
400~600ml/min
150~370ml/min
空气压力
5.0~5.5kg/cm2
←
喷幅
全开(40cm)
←
涂装距离
30cm
←
涂装重合率
2/3
2/3
涂装次数
2次
1次
中间流平时间
1~3min
←
最终流平时间
7~10min(罩光后流平)
←
施工电压
/
~60KV
环境温湿度
23-27℃70~80%
←
环境风速
0.4~0.6m/sec
←
烘干条件
150℃×20min
←
标准膜厚
12~14μm
←
●KINO-400H清漆涂装条件(实车涂装方法例)
项目
空气喷涂
(AirSpray)
自动机、机器人涂装
涂装机械
WIDER-71(Or77)
ABB/EG/DURR等
稀释剂
C-741
←
粘度(FC-4S/25℃)
27.5
←
吐出量
400~600ml/min
150~300(ml/min)
空气压力
4.5~5.5kg/cm2
←
喷幅
全开(40cm)
←
喷幅(Bell转速)
-
35000rpm
涂装距离
25cm
←
涂装重合率
2/3
2/3
涂装次数
2次
1次
中间流平时间
/
/
最终流平时间
7~10min
←
施工电压
/
~60KV
环境温湿度
23~27℃,70~80%
←
环境风速
0.4~0.6m/sec
←
烘干条件
150℃×20min
←
标准膜厚
30~40μm
←
第二部分:
吉利美日水性漆工艺参数
一、水性涂料工艺参数(吉利公司提供)
供货厂商
BASF
PPG
关西
最佳环境
可调范围
最佳环境
可调范围
最佳环境
可调范围
喷漆室温度
23±2℃
20-28℃
24±1℃
24±1℃
23-27℃
喷漆室湿度
65%±5%
55%-75%
65%±5%
65%±5%
70%-80%
通过对涂料供货厂商提供水性涂料工艺参数及其它水性漆项目的了解,从设备一次性投入及运行费用等方面综合考虑,与吉利公司会谈后双方确认按如下参数进行非标设备的设计:
喷漆室:
夏季温度:
≤28℃湿度:
60%-80%
冬季温度:
≥23℃湿度:
60%-80%
中涂烘干室:
室温升温到60℃~90℃(5min)
60℃~90℃(保温5min)
60℃~90℃升温到160℃(5min)
160℃(保温20min)
面漆BC预烘干室:
室温升温到60℃~90℃(≥1.5min)
60℃~90℃(保温≥2.5min)
面漆BC预强冷室:
将工件冷却到35℃以下
二、需注意问题
1、建议吉利公司尽快确定涂料供货厂商,以便我院在设计过程中有针对性。
2、提醒吉利公司在选择输调漆系统及喷涂机器人设备时考虑与水性涂料的配套问题。
第三部分:
吉利美日水性漆设备设计方案
一、根据工艺所提参数,设备采取如下方案:
1、喷漆线:
擦净段室体、动静压箱、过滤框架采用碳钢材质,喷漆段室体、下部水槽采用不锈钢材质。
喷漆线排风采用变频控制。
2、空调装置:
冬季气象参数:
干球温度-3℃,相对湿度78%;夏季气象参数:
湿球温度:
28.5℃,干球温度34.5℃。
由于水性漆温湿度控制较严格,所以根据工艺参数,空调按照夏季温度:
26±2℃湿度:
70±5%,冬季温度:
23±2℃湿度:
70±5%设计,由于夏季时宁波湿度较大,所以空调设计时采用除湿降温。
冬季时采用加热加湿。
温湿度控制是通过空调加热、加湿、表冷管路上的自动阀门与喷漆室温湿度计联锁自动控制。
空调风机采用变频控制。
3、中涂烘干室:
针对中涂烘干室的温度要求,在中涂烘干室的前5分钟升温,5分钟保温段采用一台循环换热装置,通过循环换热装置出风管上的电动阀门与烘干室热电偶联锁控制进入烘干室的风量。
以实现工艺要求。
因前10分钟加热段产生大量水蒸汽,所以在循环换热装置出风管接一旁路将水蒸汽排出车间外。
后5分钟升温段采用一台循环换热装置、烘干室废气经直燃式废气焚烧后采用二级利用
(1)烟气换热后作为20分钟保温段的保温功率。
(2)加热新风,作为工件进出口风幕。
4、面漆BC预烘干室:
采用一台自循环热风循环换热装置,由于工件加热后产生大量水蒸汽,所以采用一台离心风机将烘干室内水蒸汽排出车间。
补入车间风。
5、面漆BC预强冷室:
采用一台自循环换气装置,换气量20000m3/h。
由于将工件加热后需要快速冷却至35℃以下,冷却时间3.5分钟,所以在面漆BC预强冷室的换气装置设置了表冷段,将强冷室的循环风经冷却后再送入强冷室中对工件进行冷却降温。
制冷量135KW。
详细方案见附图。
二、存在问题:
2008年2月21日专家对吉利美日关于水性漆方案进行评审,发现目前仍存在一些问题。
1、面漆BC预烘干室及中涂烘干室(前10分钟)除湿问题。
现行方案(采用排放方式)是否可行。
面漆BC预烘干室从何处补风,现补入车间风,湿度较大(宁波夏季最热月平均湿度83%)。
2、面漆BC预烘干室是否需要废气处理,若有,采用何种废气处理方式。
3、面漆BC预强冷室循环风经表冷后与热工件接触后是否会在工件表面结露。
循环风是否需要除湿。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 吉利 汽车 水性漆 设计方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
鞋企综合管理指数测评大全.docx
-
核电厂安全重要系统和部件的实体防护.docx
-
基础会计综合练习题及答案.docx
-
小小班工作总结范文4篇.docx
-
项目心得体会和经验的教训word范文 25页.docx
-
基于android的游戏的设计与实现.docx
-
红色故事演讲稿1.docx
-
河北省鸡泽县第一中学学年高二上学期第三次月考历史试题 Word版含答案.docx
-
基于合作博弈理论的房地产信托产品定价模型.docx
-
小学二年级数学上册寒假天天练64.docx
-
河北中考语文真题及答案.docx
-
吉大17春学期《汽车运行材料》在线作业二满分答案.docx
-
河南省洛阳市届高三上学期期中考试语文试题.docx
-
急诊医学习试题库.docx
-
湖北省武汉八中届高三第二次模拟考试语文.docx
-
新人教版部编本二年级下册语文《枫树上的喜鹊》优秀教学设计.docx
-
河南省新乡市高一下学期期末考试文科综合试题 扫描版.docx
-
计划项目技术负责人对所有管理计划人员安全技术材料电力通道.docx
-
湖南工业大学单片机实验报告 1认识实验.docx
