 机械加工工艺过程卡片跟工序卡.docx
机械加工工艺过程卡片跟工序卡.docx
- 文档编号:25477205
- 上传时间:2023-06-09
- 格式:DOCX
- 页数:3
- 大小:16.71KB
机械加工工艺过程卡片跟工序卡.docx
《机械加工工艺过程卡片跟工序卡.docx》由会员分享,可在线阅读,更多相关《机械加工工艺过程卡片跟工序卡.docx(3页珍藏版)》请在冰豆网上搜索。
机械加工工艺过程卡片跟工序卡
连杆加工工艺过程卡片及工序卡
学生姓名届2013
学院(系)机械学院专业机械工程及自动化
指导教师职称副教授
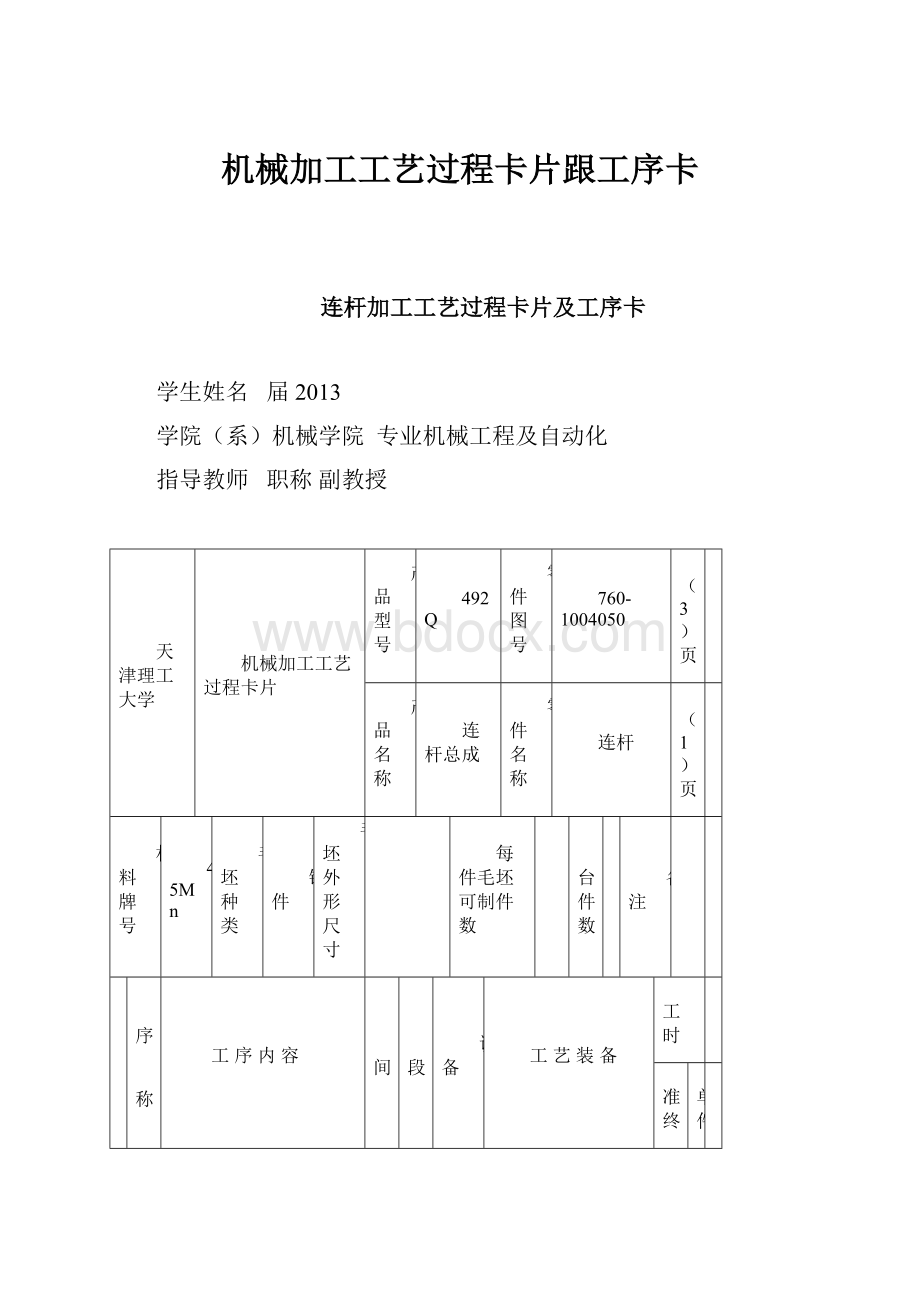
天津理工大学
机械加工工艺过程卡片
产品型号
492Q
零件图号
760-1004050
共(3)页
产品名称
连杆总成
零件名称
连杆
第
(1)页
材料牌号
45Mn
毛坯种类
锻件
毛坯外形尺寸
每件毛坯可制件数
每台件数
4
备注
工
序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
外检
按毛坯图技术要求,抽检锻件毛坯
01
铣工
锻件毛坯,杆体按其平面厚度尺寸进行分组堆放
0.8
02
铣工
粗铣盖两大平面
端面铣床
J-01,D-01,卡尺
3.1
03
钳工
粗铣杆两大平面
X52
J-02,D-02,卡尺
3.1
04
钳工
钻小头孔
Z535
J-03,锥钻Φ24.5,卡尺
3
05
小头孔倒角
Z535
J-04,锥钻Φ28
0.96
06
磨工
粗磨杆盖两大平面
M7130
电磁吸盘,锉刀,研轮GB60ZRAP350×40×127,千分尺25~50,
杆2.17
盖2.5
07
车工
半精镗小头孔
镗床
J-05,D-05
内径表25~50,专检具
2
08
铣工
粗铣杆对口面
端面铣床
J-06,D-06,锉刀,专检具,卡尺
2.4
09
铣工
粗铣盖对口面
X51
平口虎钳,锉刀,卡尺
1.72
10
铣工
铣两侧定位面
端面铣床
J-07,D-07
千分尺75~100,锉刀
3
11
钳工
打号码
平口钳
4
字头,平口钳,榔头
1.5
12
车工
粗镗大头孔
车床
J-08,D-08,锉刀,卡尺
4.37
13
铣工
精铣杆盖对口面
X61W
J-09,D-09,锉刀,专检具
3.64
14
铣工
铣杆螺钉后端面及侧面
双轴立铣
J-10,D-10,锉刀,卡尺
3.64
15
铣工
铣盖螺钉后端面
车床
J-11,D-11,卡尺
3.64
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械 加工 工艺 过程 卡片 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
东盟边贸物流金融服务模式构建.docx
-
充分而正确地行使党员权利.docx
-
电大论文试论洪升剧作长生殿的主题思想范文.docx
-
二教学计划.docx
-
出入库管理制度.docx
-
成功路上的六十句箴言.docx
-
崇明县新光中学拓展型.docx
-
初一历史教师上学期工作计划.docx
-
成人高考高起点历史地理模拟试题及答案4.docx
-
初高中数学公式定理大全超全.docx
-
度精品27魏利金主讲郑州关于举办建筑结构设计疑难问题及结构施工图设计及审图常见问题专题.docx
-
初中班主任班的级管理经验交流材料精选.docx
-
成长之树.docx
-
初高中作文微幸福.docx
-
儿科岗位说明书doc29.docx
-
初中化学课外实验探究系列之自制简易过滤净水器.docx
-
东财《工程造价管理》期末考核作业及答案.docx
-
儿童谜语大全.docx
-
二建市政公用工程管理与实务真题汇编及解析.docx
