 法兰盘工艺过程卡片蒲显东专属.docx
法兰盘工艺过程卡片蒲显东专属.docx
- 文档编号:25696621
- 上传时间:2023-06-11
- 格式:DOCX
- 页数:41
- 大小:261.17KB
法兰盘工艺过程卡片蒲显东专属.docx
《法兰盘工艺过程卡片蒲显东专属.docx》由会员分享,可在线阅读,更多相关《法兰盘工艺过程卡片蒲显东专属.docx(41页珍藏版)》请在冰豆网上搜索。
法兰盘工艺过程卡片蒲显东专属
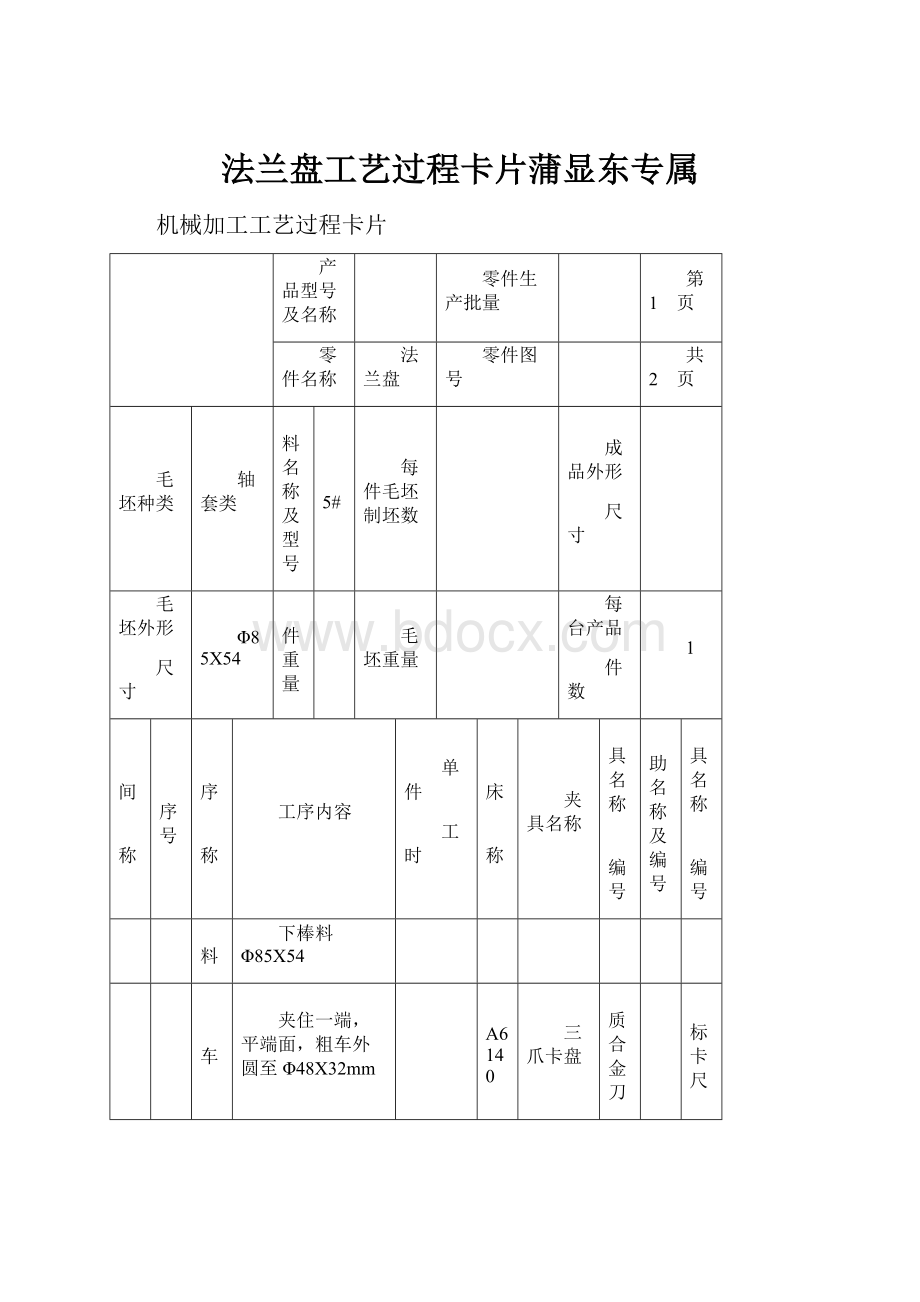
机械加工工艺过程卡片
产品型号及名称
零件生产批量
第 1 页
零件名称
法兰盘
零件图号
共 2 页
毛坯种类
轴套类
材料名称及型号
45#
每件毛坯制坯数
成品外形
尺寸
毛坯外形
尺寸
Φ85X54
零件重量
毛坯重量
每台产品
件数
1
车间
名称
工序号
工序
名称
工序内容
单件
工时
机床
名称
夹具名称
刀具名称
及编号
辅助名称及编号
量具名称
及编号
0
下料
下棒料Φ85X54
1
粗车
夹住一端,平端面,粗车外圆至Φ48X32mm
CA6140
三爪卡盘
硬质合金刀
游标卡尺
2
半精车
半精车外圆至Φ46X32mm
CA6140
三爪卡盘
硬质合金刀
游标卡尺
3
粗车
调头装夹,平端面保证总长52mm;粗车外圆至Φ82
CA6140
三爪卡盘
硬质合金刀
游标卡尺
4
精车
精车外圆至Φ80mm
CA6140
三爪卡盘
硬质合金刀
游标卡尺
5
精车
调头装夹,精车外圆至Φ45h6X32mm
CA6140
三爪卡盘
硬质合金刀
游标卡尺
6
车
车沟槽3x2x0.5
CA6140
三爪卡盘
沟槽车刀
7
钻孔
钻中心孔,钻孔至Φ20x52mm
Z515
台虎钳(V)
中心钻
麻花钻
中心孔
游标卡尺
8
钻孔至Φ9x20--3
Z515
专用夹具
麻花钻
游标卡尺
9
扩孔
扩孔至Φ24x52mm
Z515
台虎钳(V)
麻花钻
游标卡尺
10
扩孔至Φ14x8--3
Z515
专用夹具
麻花钻
游标卡尺
11
铰孔
铰孔Φ25H7x52mm
CA6140
台虎钳(V)
铰刀
游标卡尺
12
插槽
插削油槽R2
13
粗镗
粗镗至Φ40x11mm
CA6140
三爪卡盘
镗孔刀
游标卡尺
14
精镗
精镗至标准尺寸Φ42H8x11mm
CA6140
三爪卡盘
镗孔刀
游标卡尺
15
倒角
倒角2x45,1x45
CA6140
三爪卡盘
弯头刀
机械加工工艺过程卡片
产品型号及名称
零件生产批量
第 1 页
零件名称
法兰盘
零件图号
共 2 页
毛坯种类
轴套类
材料名称及型号
45#
每件毛坯制坯数
成品外形
尺寸
毛坯外形
尺寸
Φ85X54
零件重量
毛坯重量
每台产品
件数
1
车间
名称
工序号
工序
名称
工序内容
单件
工时
机床
名称
夹具名称
刀具名称
及编号
辅助名称及编号
量具名称
及编号
16
钻孔
钻孔至Φ5
Z515
专用夹具
麻花钻
游标卡尺
17
钻油孔至Φ6.5
18
扩孔
扩孔至Φ9x11mm
Z515
专用夹具
麻花钻
游标卡尺
19
铰孔
铰孔至Φ10H6x11mm
CA6140
专用夹具
铰刀
游标卡尺
20
铣
铣Φ80外圆至形状尺寸要求
X5032
三爪卡盘
盘铣刀
游标卡尺
21
测量,检验,去毛刺,入库
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
0
共 20页
产品名称
零件名称
零件图号
机床名称
机床型号
冷却液
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
下料Φ85X54
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 2 页
1
共20页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
普车
CA6140
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
平端面
560
14.9
0.026
1
1
外圆车刀
2
粗车外圆Φ85X32mm至Φ50X32mm
560
14.9
0.026
2.5
7
外圆车刀
游标卡尺
3
粗车外圆Φ50X32mm至Φ48X32mm
560
14.9
0.026
1
1
外圆车刀
游标卡尺
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
2
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
普车
CA6140
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
半精车外圆至Φ46X32mm
560
14.9
0.026
1
1
外圆车刀
游标卡尺
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
3
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
普车
CA6140
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
调头装夹,平端面保证总长52mm
560
14.9
0.026
1
1
外圆车刀
游标卡尺
2
;粗车外圆至Φ82
560
14.9
0.026
1.5
1
游标卡尺
游标卡尺
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
4
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
普车
CA6140C
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
精车外圆至Φ80mm
1120
158
0.14
1
1
外圆车刀
游标卡尺
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
5
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
普车
CA6140
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
调头装夹,精车外圆至Φ45h6X32mm
1120
158
0.14
0.5
1
外圆车刀
游标卡尺
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
6
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
普车
CA6140
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
车沟槽3x2x0.5
1120
158
0.14
3x2x0.5
1
外圆车刀
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
7
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
立式钻床
Z515
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
钻中心孔,
450
0.43
1
中心钻
钻孔至Φ20x52mm(通孔)
450
0.43
1
麻花钻
3x2x0.5
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
8
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
立式钻床
Z515
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
钻孔至Φ9x20--3
450
0.43
1
麻花钻
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
9
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
立式钻床
Z515
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
Φ20孔扩至Φ24x52mm
450
0.43
2
1
麻花钻
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
10
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
立式钻床
Z515
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
Φ9的孔扩至Φ14x8--3
450
0.43
1
1
麻花钻
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
11
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
普车
CA6140
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
Φ24的空铰至Φ25H7x52mm
32
2.4
0.076
0.5
1
Φ25铰刀
游标卡尺
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
12
共 21页
产品名称
零件名称
零件图号
法兰盘
机床名称
机床型号
冷却液
插床
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
插削油槽R2
R2插刀
机械加工工序卡
工序名称
工序简图
法兰盘
工序号
第 1 页
13
共 21页
产品名称
零件名称
零件图号
机床名称
机床型号
冷却液
CA6140
毛坯材料
45#
工
时
额
定min
准终时间
毛坯尺寸
Φ85X54
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时额定
上道工序
下道工序
工步号
工步内容
转速(r/min)
切削速度(m/min)
进给量
(min/r)
切削深度
走刀次数
刀具
量具
名称
编号
名称
编号
1
粗镗至Φ40x11mm
560
14.9
0.026
2.5
3
内孔镗刀
游标卡尺


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 法兰盘 工艺 过程 卡片 蒲显东 专属
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
mun规则.docx
-
奥克斯企业文化全案剖析.docx
-
北京市东城区届高三理综二模试题.docx
-
BPW25063K2型喷雾泵泵组随机图册二泵一箱.docx
-
按揭房产抵押贷款协议模板 三方.docx
-
北京故宫博物馆陶瓷赏析唐.docx
-
GSP指导原则.docx
-
高考作文审题立意训练.docx
-
0910金城C语言常用算法总结.docx
-
No7国外移动广告行业动态汇总.docx
-
高中化学教育研究3篇精品资料.docx
-
H3CEAD安全解决方案及实施步骤.docx
-
播音模拟主持题目精选.docx
-
版环评工程师职业资格考试大纲.docx
-
PS 项目进度分析.docx
-
EPS用永磁同步电机电流传感器零点在线标定策略图文.docx
-
钣金.docx
-
八街镇十一五工作总结及十二五工作规划.docx
-
K722+970施工组织设计最终定稿版.docx
