 数控机床轴类零件加工工艺课程设计资料.docx
数控机床轴类零件加工工艺课程设计资料.docx
- 文档编号:25844405
- 上传时间:2023-06-16
- 格式:DOCX
- 页数:19
- 大小:257.76KB
数控机床轴类零件加工工艺课程设计资料.docx
《数控机床轴类零件加工工艺课程设计资料.docx》由会员分享,可在线阅读,更多相关《数控机床轴类零件加工工艺课程设计资料.docx(19页珍藏版)》请在冰豆网上搜索。
数控机床轴类零件加工工艺课程设计资料
轴类零件数控加工编程
专业:
机械制造及其自动化
班级:
13机自
姓名:
张
学院
机械工程学院
班级
13机自卓越
姓名
张
设计起止日期
2016年8月29日——2016年9月2日
设计题目:
轴类零件数控加工程序编制
设计任务(主要技术参数):
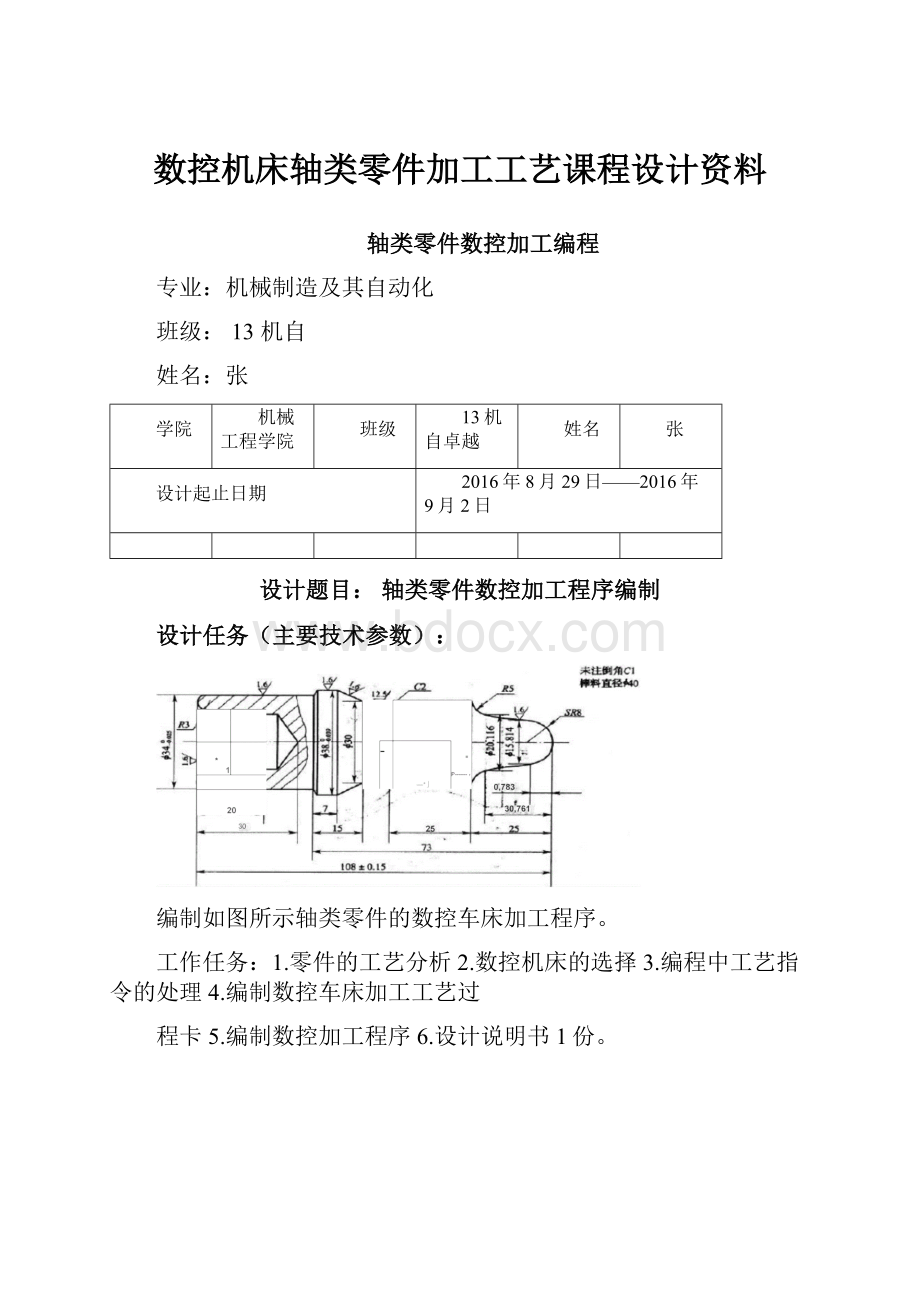
编制如图所示轴类零件的数控车床加工程序。
工作任务:
1.零件的工艺分析2.数控机床的选择3.编程中工艺指令的处理4.编制数控车床加工工艺过
程卡5.编制数控加工程序6.设计说明书1份。
指导教师评语:
成绩:
签字:
引言
1轴类零件的工艺分析6
1.1数控加工工艺的基本特点7
1.1.1数控加工的工艺内容十分明确而且具体
1.1.2数控加工的工艺工作相当准确而且明确
1.1.3数控加工的工序相对集中
1.2数控加工工艺的主要内容8
2数控机床的选择.13
3编制轴类零件数控车床加工工艺过程卡…14
3.1工序与工步的划分9
3.2加工路线的确定12
4编制轴类零件数控车床加工刀具卡...14
4.1刀具的选择与切削用量的确定10
4.2对刀点和换刀点的确定.11
5数控加工程序编制15
5.1工件坐标系确定..9
5.2对刀方法和设置..1
5.3数控加工程序
参考文献
引言
轴,支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件。
一般为金属圆杆状,各段可以有不同的直径。
机器中作回转运动的零件就装在轴上。
根据轴线形状的不同,轴可以分为曲轴和直轴两类。
根据轴的承载情况,又可分为:
①转轴,工作时既承受弯矩又承受扭矩,是机械中最常见的轴,如各种减速器中的轴等。
②心轴,用来支承转动零件只承受弯矩而不传递扭矩,有些心轴转动,如铁路车辆的轴等,有些心轴则不转动,如支承滑轮的轴等。
③传动轴,主要用来传递扭矩而不承受弯矩,如起重机移动机构中的长光轴、汽车的驱动轴等。
轴的材料主要采用碳素钢或合金钢,也可采用球墨铸铁或合金铸铁等。
轴的结构设计是确定轴的合理外形和全部结构尺寸,为轴设计的重要步骤。
它由轴上安装零件类型、尺寸及其位置、零件的固定方式,载荷的性质、方向、大小及分布情况,轴承的类型与尺寸,轴的毛坯、制造和装配工艺、安装及运输,对轴的变形等因素有关。
设计者可根据轴的具体要求进行设计,必要时可做几个方案进行比较,以便选出最佳设计方案,以下是一般轴结构设计原则:
1、节约材料,减轻重量,尽量采用等强
度外形尺寸或大的截面系数的截面形状;2、易于轴上零件精确定位、稳固、装配、拆
卸和调整;3、采用各种减少应力集中和提高强度的结构措施;4、便于加工制造和保
证精度。
1轴类零件的加工工艺分析
1.1数控加工工艺的特点
数控机床加工与些通机冰加工相比,在许多方山遵循基个一致的原则,在使用方法厂也有很多相似之处。
但对于数控机床水身白动化程度较高,设备费用较高,设备功能较强,使数摔加工相应形成了如下几个特点。
1.1.1数控加工的工艺内容十分明确而且具体
进行救护加工时。
数控机床是接受数控系统的指今后先成各种运动实现加工的。
因此,在编制加工程序之前,需要对影响加工过程的各种工艺冈素,如切削用旦、进给路线、刀具的几何形状、丁步的划分与安排等一一作出定量描述,对每一个问题都要给出确切的答案和选择、而不能像普通机床加工时一样,在大多数情况下对许多具体的工艺问题,由操作工人依据自己的实践经验和习惯白行考虑利决定。
也就是说,本来由操作丁人在加工中灵活掌握并可通过适时调整来处理的许多工艺问题.在数控加工时就转坐为编程人员必须事先具体设计和明确安排的内容。
1.1.2数控加工的工艺工作相当准确而且严密]
数控加工过程小出现的问题是不能由操作者白由地进行调整的:
比如加工内螺纹时,在
普通机床上,操作者可以随时根据孔小是件挤满了切屑而次定是否需要退一下刀或先清除一下切屑再干,而数控机床则不得而知。
所以在数控加工的工艺设计中必须注意加工过程中的每一个细节,做到刀无一失。
尤其是在对图形进行数学处理、计探利编涩时.一定要准确
无谈。
在实际工作中,由于一个字符、个小数点或个逗号的差铅部有可能酿成大机床事故和质量事故,因为数控机床比同类的普通机床价格高得多,其加工的也往往是一体形状比较复杂、价值也较高的工件,万一损坏机床或工件报废都会造成较大损火。
根据大员加工实例分析,数控工艺考虑不周和计算与编积时粗心人怠是造成数控加工失误的主要原因。
因此,要求编程人员除必须具备较扎实的工艺基本知识和较丰富的实际工作经验外.还必须具有耐心和严谨的工作作风。
1.1.3数控加工的工序相对集中
一般来说,在普通机床上加工是根据机床的种类进行单工序加工,而在数控机床上加工作往是在工件的一次装夹个完成工件的钻、扩、铰、铣、锤、攻螺纹等多工序的加工。
这种“多序合一”现象也届于“工序集中”的范防,极端情况下,在一•台加上中心上可以完成工件的全部加工内容。
1.2数控加工工艺的主要内容
分析零件图、确定工艺过程及工艺路线、计算刀具轨迹的坐标值、编写加工程序、程序输入数控系统、程序校验及首件试切
2数控机床的选择
根据该零件外形属于轴类零件,比较适合在车床上加工,又经过对零件图尺寸及形状分析,尺寸精度较高且要加工椭圆弧及内腔,普通机床不能加工出该零件的形状,也很难保证其尺寸精度、表面粗糙度,为了保证零件的加工尺寸精度和表面质量,因此选用数控车床,由于我们学校现在使用的是FANU数控系统,所以利用学校资源。
我选择在本校的数控机床FANUC-CK614加工该零件。
73
IN±045
图1零件图
该零件表面由圆柱、圆锥、凹圆弧以及圆球表面组成,如图A。
其中多个直径尺寸精度
有较严格的要求、表面粗糙度如图所示。
尺寸标注完整,轮廓描述清楚,零件材料为45#钢,
无热处理和硬度要求,毛坯件选©40mm的棒料,长度为108mm。
2.6切削用量的确定
1.背吃刀量:
轮廓粗车循环时a^=2mm,
轮廓精车循环时ap=0.2mm;
螺纹粗车循环时依次ap=0.8mm,ap=0.6mm;p=0.4mm;
螺纹精车循环时ap=0.2mm;
2.主轴转速:
公式A:
Vc=ndn/1000
Vc-切削速度,单位m/mim;n-常数,d-切削刃选定点处所对应的工件或刀具的回转直径,
单位mm;
公式B:
n±1200/p-k
P-工件螺纹的螺距或导程,单位mm;k-保险系数,一般取为80.
公式C:
Vf=nf
Vf-车削时的进给速度,单位mm/min;n-转速单位r/min;f-进给量,单位mm/r。
1)车直线和圆弧时的主轴转速:
查表取粗车的切削速度Vc=90m/min,精车时的切削速度Vc=120m/min,根据坯件直径(精车时取平均直径),利用公式A计算,并结合机床说明书选取:
粗车时,主轴转速n=500r/min;
精车时,主轴转速n=1200r/min。
2)车螺纹时的主轴转速:
根据公式B计算,取主轴转速n=320r/min
3)进给速度:
先选取进给量用公式C计算,粗车时选取进给量f=0.2mm/r,精车时选
取f=0.1mm/r,计算得:
粗车时的进给速度Vf=100mm/r,
精车时的进给速度Vf=50mm/r。
车螺纹的进给量等于螺纹的导程,
即f=2mm/r,
Vf=640mm/r
数控加工工序卡
3编制轴类零件数控车床加工工艺过程卡
零件图号
零件名称文件编号
NC01
工序号
工序名称
材料
45#
加工车间
设备型号
工步内容
粗车外圆
精车外圆
刀具号
主轴转速
/(r/mm)
进给速度
/(mm/min)
主程序名
子程序名
加工原
占
八、、
T1
T1
3粗镗内孔T2
精镗内孔
T2
粗车外圆
T1
6精车外圆T1
7切槽T1
8车螺纹T3
工艺员校对
3.1工序与工步的划分
背吃刀量/mm
夹具
500
1200
500
1200
500
1200
1200
320
100
50
0.2
1002
50
0.2
三爪卡盘
三爪卡盘
三爪卡盘
三爪卡盘
100
50
0.2
1002
6400.8
审定
表1零件的加工工序卡
三爪卡盘
三爪卡盘
三爪卡盘
三爪卡盘
批准
工艺方案:
通过上述分析,几点加工工艺方
1).通过图样上
个公差等级要求较
438°0.029
因其要求精度编程时米取中间证工件的合格率;
2).在外轮廓
M30x2的螺纹,选刀时要选合适的刀尖圆弧半径才能车出合格的螺纹;
工部方案:
确定坯件轴线和左端大端面(设计基准)为定位基准,左端米用二爪自定心卡盘定心夹
紧:
1•第一次装夹时夹持工件外圆,留出足够可加工毛坯的长度;
2•第二次装夹时夹持434外圆,以438外圆左端面顶住卡盘端面做轴向定位;
3.2加工路线的确定
加工顺序遵循先大后小、先粗后精、由右至左的原则进行,具体加工过程:
1):
普车加工零件毛坯,保证轴向尺寸,预钻中心孔,打420x30底孔;
2):
车434、438外圆,镗423内孔;
3):
车R8球面,圆锥面,R5凹圆弧,M30外圆,圆锥面;
4):
车螺纹退刀槽;
5):
车螺纹。
GSK928TC具有粗车循环和车螺纹循环的功能,只要正确使用编程指令,机床数控系统就会自行确定其进给路线,因此该零件的粗车循环和车螺纹循环不需要人为确定其进给路线,但精车的进给路线需要人为确定,对刀原点在
刀尖圆弧半径
R=1/8H=1/8xv3/2p=0.2165mm
取刀尖圆弧半径
Re=0.2mm
4编制轴类零件数控车床加工刀具卡
4.1刀具的选择与切削用量的确定
1)选用B形D1.6Di5的中心钻预钻中心孔;;
2)选用©20的麻花钻预钻©20x30底孔;
3)粗车和精车外圆采用主偏角为93°,副偏角为45°左偏刀;
4)车螺纹选用硬质合金60°外螺纹车刀取刀尖角59°30'
.4.2对刀点和换刀点的确定
1.背吃刀量:
轮廓粗车循环时ap=2mm,
轮廓精车循环时ap=0.2mm;
螺纹粗车循环时依次ap=0.8mm,ap=0.6mm;p=0.4mm;
螺纹精车循环时ap=0.2mm;
2.主轴转速:
公式A:
Vc=ndn/1000
Vc-切削速度,单位m/mim;n-常数,d-切削刃选定点处所对应的工件或刀具的回转直径,
单位mm;
公式B:
n±1200/p-k
P-工件螺纹的螺距或导程,单位mm;k-保险系数,一般取为80.
公式C:
Vf=nf
Vf-车削时的进给速度,单位mm/min;n-转速单位r/min;f-进给量,单位mm/r。
1)车直线和圆弧时的主轴转速:
查表取粗车的切削速度Vc=90m/min,精车时的切削速度Vc=120m/min,根据坯件直径
(精车时取平均直径),利用公式A计算,并结合机床说明书选取:
粗车时,主轴转速n=500r/min;
精车时,主轴转速n=1200r/min。
2)车螺纹时的主轴转速:
根据公式B计算,取主轴转速n=320r/min
3)进给速度:
先选取进给量用公式C计算,粗车时选取进给量f=0.2mm/r,精车时选取f=0.1mm/r,计算得:
粗车时的进给速度Vf=ioomm/r,
精车时的进给速度Vf=5omm/r。
车螺纹的进给量等于螺纹的导程,
即f=2mm/r,
Vf=64omm/r
产品名称或代号
零件名称
零件图号
序号
刀号
刀具名称
规格
用途
备注
1
T1
外圆车刀
主偏角93°,副后角45°
外轮廓
左偏刀
2
T2
镗刀
刀头最宽处小于10mm
镗孔
3
T3
螺纹刀
刀尖角59°30'
刀尖圆弧半径Rs=0.2mm;
车螺纹
4
T5
中心钻
B形D1.6Di5
预钻中心孔
5
T6
麻花钻
©20
预钻底孔
工艺员
校对
审定
批准
表2刀具选择及参数
5.数控加工程序的编制
5.1工件坐标系确定
程序原点是指程序中的坐标原点,即在数控加工时,刀具相对于工件运动的起点。
本次
加工中共两个程序,以右端球面的表面中心0点、左端面圆心S为基准建立坐标系,坐标原
调用1#基准刀主轴启动
粗车端面
定义精加工轮廓
退刀
换2#刀,调2#刀补
粗镗内孔
点分别为O、S
5.2对刀方法和设置:
毛坯为©40mm的棒料,欲加工最大直径为©38mm,总长为108mm的零件。
编程时采用程序段设定工件坐标系,工件坐标系原点O设在以右端心S点。
加工时采用的1号刀具为93°外圆尖刀(如图3示),并作为基准刀具;2号刀具为硬质合金镗刀。
基准刀具刀尖点的起始点为P。
5.3数控加工程序
%001
T10M03S500
N01G00X41Z1
N02G71X28I2.5K1L7F100
N03G01Z0F40S1000
N04G01X28,5Z0
N05G03X33.88Z-1.8R3S1000F50
N06G01Z-35
N07G01X37.98Z-37
N08G01Z-44
N09G01X41
N10G00X100Z100
T22
N11G00X22Z2
N12G01Z-20S800F100
N13G01X20
N14G00Z2
N15G00X22.8
N16G01Z-20
N17G01X20
N18G00Z2
N20G01Z0
N21G01X28.5
N22G02X23.017Z-.8K3S1200F50
N24G01Z-20F50
N25G01X20
N26G00Z2
N27G00X100Z100
N28M05M30
%002
N01T10
N02M03S500
N03G00X34Z2
N04G01Z-58F100
N05G01X40
N06G00Z2
N07G00X30
N08G01Z-57.5
N09G01X38Z-65.5
N10G01X40
N11G00Z2
N12G00X26
N13G01Z-21
N14G01X30
N15G00Z2
N16G00X22
N17G01Z-20
N18G00X26.5
N19G00Z2
N20G00X18
倒圆角
精加工内孔
退刀
主程序结束
调头装夹
换1#刀
粗车外圆
N21G01Z-10
N23G00Z2
N24G00X16
N25G01Z-6.5
N26G01X21Z-20
N27G02X30Z-24.5R5
N28G00Z1
N29G00X2
N30G03X16Z-6R7
N31G00Z2
N32G00X1
N33G01Z0
N34G01X0S1000F40
N35G03X15.814Z-6.783R8
N36X20.116Z-20.761
N37G02X29.567Z-25R5
N38G01Z-58
N39G01X30
N40G01X37.998Z-66
N41G01Z-66.2
N42G00X39
N43G00Z-50
N44G00X31
N45G01X26.5F80
N46G01Z-57.8
N47G01X30
N48G00Z-50
N49G01X26
N50G01Z-58
N51G01X31
N52G00X100Z100
精车外轮廓
精车顶圆精车锥度倒圆弧
精车外轮廓
粗车螺纹退刀槽
粗车螺纹退刀槽
退刀
螺纹循环加工螺纹
主程序结束
N53G00X32Z-22S300
N54G92X28Z-58P2
N55G92X27.6Z-58P2
N56G92X27.416Z-58P2
N57G00X100Z100
N58M05M30
五总结
通过这次课程设计对数控车床系统进行程序指令编写以及应用,使自己进一步熟悉了工艺编制过程及数控基本编程指令基本意义。
从以上编写的程序,制定的工艺规程,我们可以了解到数控技术在生产中的应用,熟悉了数控编程的步骤和方法,基本上掌握了数控车削零件加工编程以及工艺规程的制定,使自己加深了数控指令的应用和重要性。
而且通过本次课程设计,基本达到了对已修课程熟悉并加深了基础知识的练习与应用能力的基本要求,达到了大中专学院教育的目的。
在毕业设计规定的时间内,我做了大量的咨询和总结,收集了很多技术资料。
阅读相关的专业文献,并将它们应用到了课程设计当中,在设计中进行了分析、研究。
同时在整个设计过程中,得到了指导教师的专业知识及其实操经验的讲授,这将使我在以后的学习工作中有很大的帮助。
在此感谢各位指导老师于程丽老师,程丽老师。
由于经验欠缺,不妥之处,恳请各位老师海涵并给予指正,以便于我以后更好的学习和工作,感谢老师给予我的指导。
两周以来,从开始到毕业设计完成,每一步对我们来说都是新的尝试和挑战,在做这次毕业设计过程中使我学到很多,我感到无论做什么事情都要用心去做,才会使自己更快的成长。
我相信,通过这次的实践,我对数控加工能更一步了解,并能使我在以后的加工过程中避免很多不必要的错误,有能力加工出更复杂的零件,精度更高的产品。
参考文献
[1]唐云岐.车工工艺与技能训练.北京:
中国劳动社会保障出版社,2001
[2]华茂发.数控机床加工工艺.北京:
机械工业出版社,2010
[3]蒋建强.数控机床编程与操作.北京:
清华大学出版社,2010
[4]焦桐顺.数控技术应用教程.北京:
电子工业出版社,2006
[5]张梦欣.数控加工工艺学.北京:
中国劳动社会保障出版社,2005
[6]李体仁孙建工.北京:
数控手工编程技术及实例详解,中国劳动社会保障出版社2007


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控机床 零件 加工 工艺 课程设计 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
国旗下讲话记录表上.docx
-
寒假社会实践总结报告.docx
-
课时提升作业八第八章.docx
-
国外专利文本挖掘可视化工具研究.docx
-
高中羽毛球模块教案.docx
-
行政助理工作总结.docx
-
昆山中学技术标.docx
-
革命与反革命1920年代中国商会存废纷争.docx
-
黑龙江省委省政府领导人背景资料.docx
-
汉明码编解码器的设计.docx
-
各厂商主要缓存技术特点.docx
-
行业职位竞选竞聘演讲稿推荐.docx
-
空调售后服务系统的设计与实现论文.docx
-
湖北省八校届高三上学期第一次联考英语试题及答案word版.docx
-
湖南省湖南师大附中届高三第七次月考文综试题.docx
-
行政执法考试行政处罚基础知识试题附答案.docx
-
河北冀州中学届高三一轮复习第一次检测 物理试题.docx
-
高清智能录播系统方案培训资料.docx
-
河流十一孔闸改建工程项目建设可行性研究报告.docx
