 平板切割机电器工艺.docx
平板切割机电器工艺.docx
- 文档编号:26193609
- 上传时间:2023-06-17
- 格式:DOCX
- 页数:16
- 大小:240.66KB
平板切割机电器工艺.docx
《平板切割机电器工艺.docx》由会员分享,可在线阅读,更多相关《平板切割机电器工艺.docx(16页珍藏版)》请在冰豆网上搜索。
平板切割机电器工艺
工艺名称
环形变压器
零件名称
及使用量
环形变压器
1个
M8*50螺丝
1个
铁保护盖
1个
橡胶垫圈
2个
插型焊片
6个
热缩管
15cm
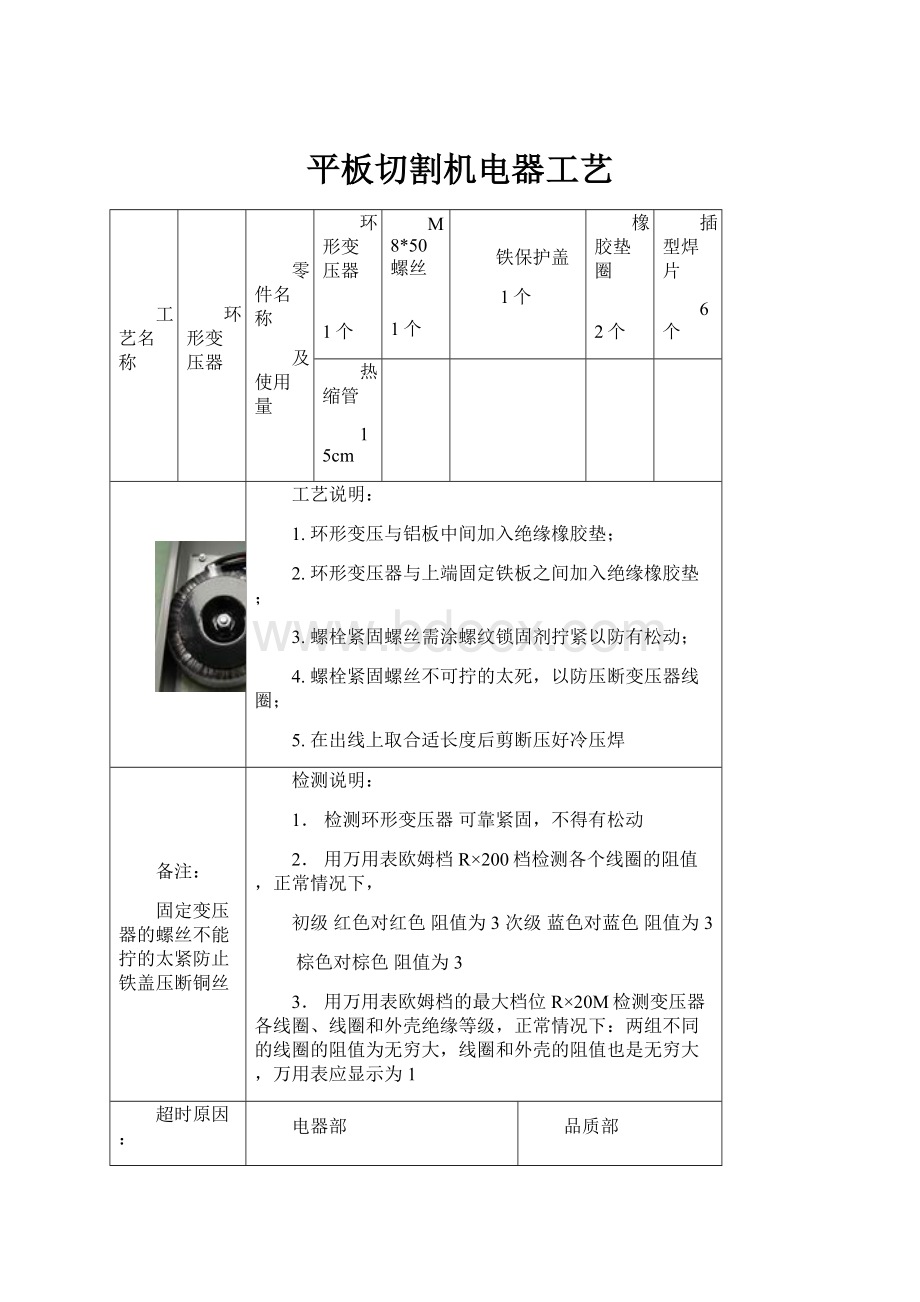
工艺说明:
1.环形变压与铝板中间加入绝缘橡胶垫;
2.环形变压器与上端固定铁板之间加入绝缘橡胶垫;
3.螺栓紧固螺丝需涂螺纹锁固剂拧紧以防有松动;
4.螺栓紧固螺丝不可拧的太死,以防压断变压器线圈;
5.在出线上取合适长度后剪断压好冷压焊
备注:
固定变压器的螺丝不能拧的太紧防止铁盖压断铜丝
检测说明:
1.检测环形变压器可靠紧固,不得有松动
2.用万用表欧姆档R×200档检测各个线圈的阻值,正常情况下,
初级红色对红色阻值为3次级蓝色对蓝色阻值为3
棕色对棕色阻值为3
3.用万用表欧姆档的最大档位R×20M检测变压器各线圈、线圈和外壳绝缘等级,正常情况下:
两组不同的线圈的阻值为无穷大,线圈和外壳的阻值也是无穷大,万用表应显示为1
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
电源板
零件名称
及使用量
电源板
1块
M3*6螺丝
4个
XH-2端子
1个
XH-3端子
2个
XH-4端子
1个
VH-2橙色端子
1个
FC-8
2个
M3*10铜柱
4个
工艺说明:
1.铜垫柱及电源板紧固螺丝必须拧紧,不得有松动;
2.电源板最上面的端子排P1从左到右定义为:
36V-+36V~12V~~36V~M-W-BLN
4.电源板左面端子从上往下定义为:
橙色端子P6:
上面为红色导线为+12V,接至主板P1端子的+12V
下面为黑色导线为GND,接至主板P1端子的GND
5.电源板右下脚端子从右到左定义为:
两芯插座P9+12V――供风扇的正极GND――供风扇的负极
三芯插座P10主板P8的2,5,8根线为光电开关进线
三芯插座P11X光电开关出线分别为:
+12VX-RESTRGND
四芯插座P12Y,Z轴光电开关出线分别为:
+12VZ-RESTRY-RESTRGN
备注:
1.电源板下的桥堆要紧贴吕板并抹上导热硅脂以防桥堆过热烧毁
检测说明:
1.检查电源板在安装中上面有无残留的导电物
2.检查在安装过程中线路板上的器件特别是插件元件管脚有无折断及接反
3.用万用表蜂鸣器档测P1交流的220V、36V和12V。
正常都会响读数在3~4.
4.P1座上的线不能接错,防止烧毁元器件
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
主板
零件名称
及使用量
主控板
1块
M3*10铜柱
4个
M3*6螺丝
4个
VH-2端子
2个
FC-10
1个
FC-14
1个
XH-3
1个
工艺说明:
1.主板上的紧固螺钉必须拧紧不得松动及缺少
2.主板安装前一定要经过测试
3.主板接口定义:
左上角接口P3接下面两个端子气泵电机接口
左中橙色两芯接口P1—上面接黑色GND下面接红色+12V
右下角绿色P7—电磁铁接口无方向要求
下面中间10芯双排接口P8右下角12芯双排接口P6
中间双排八芯接口P4为显示面板接口
备注:
主板在安装之前必须烧过程序,经过上电检测通过
检测说明:
1.铜垫柱及主板紧固螺钉必须拧紧,不得有松动和缺少
2.安装后检查主板上面无残留的导电物体,清理干净主板
3.安装后检查主板上面的插件元件管脚无损坏错接及接反现象,特别是P1
4.用万用表的蜂鸣器档检查主板上的四路电源12V、5v、3.3v、1.8v和地之间的阻值正常,以防检查时,红表笔接电源,黑表笔接地,万用表读数应大于800
5.检测三个光耦U10,U11,U12第2脚分别到电源板P10的三线是否接通
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
驱动器
零件名称
及使用量
3540M
3个
M3*10螺丝
12个
直通管
27个
工艺说明:
1.驱动器必须紧固到铝板上,不得有松动
2.驱动器上部接口右起定义为:
X-DIR+5vX-PUL分别由主板P6的3,1,2接入
3.驱动器下端接电机线以控制电机运转
4.拨码开关的设定
我们X轴驱动器选择3.2A将五六位拨到上面,七八九位拨到下面
Y轴驱动器电流设为3A将五七位拨到上面,六八九拨到下面
Z轴驱动器电流设为1A将五八九拨到上面,六七拨到下面
备注:
1.X,Y,Z驱动器目前是一样的,X,Y轴接法除B+,B-接法相反,其它都相同,检测相同。
2.Y,Z驱动器+36V输入端应加保险丝,以防止扁线及其它部件损坏而烧坏驱动器
3.Z轴电机线为4芯电缆线
检测说明:
1.检查驱动器紧固到铝板上,不得有松动
2.检查驱动器在安转过程中有无导电物掉到上面,清理驱动器
3.检查驱动器端子上的螺钉要拧紧,直通管不得有松动线头不得外露
4.用万用表的蜂鸣器档检测驱动器的控制信号和电机线是否正确连接及错接,接错会烧毁驱动器
5.检查驱动器的细分设定和电流正确设定
6.用万用表的蜂鸣器档检测驱动器电机输入端及各个接线柱与外壳的阻值,除-36V与外壳相通外其它阻值都在1500以上
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
电源插座
零件名称
及使用量
国标电源座
1个
气泵插座
1个
保险丝
1个
电源开关
1个
插型焊片
4个
热缩管
10cm
反背插簧
10个
工艺说明:
1.按照国标规定单相电源的火线用棕色导线连接至插座的L端,零线用蓝色导线连接至N端,用花色导线连接至大地即设备的外壳
2.气泵的启动电流较大,故气泵电源线不需经过保险丝
3.电源线经开关后接入电源板P1接口的L、N端。
再转接至环形变压器
4.在电器箱里的线不要太长,以免与信号线发生干扰
备注:
安装电源插座时应注意孔可能有点小,要用锉刀修一下。
气泵插座最好不要挫
检测说明:
1.用万用表检蜂鸣器档测220V电源线正确连接,无短路现象
2.用万用表蜂鸣器档蜂鸣器档检测环形变压器输出的电源正确联接到电源板
3.用万用表蜂鸣器档检查气泵电机的供电接线正确连接
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
电器箱
零件名称
及使用量
环形变压器
1个
M5*10螺丝
5个
3540M驱动器3个
电源板
1块
主控板
1块
线巣
100cm
4*0.3电缆线
50cm
8*0.3电缆线
220cm
3*0.3电缆线
75cm
彩色排线
60cm
工艺说明:
1.电器箱作为控制中心,要求每个部件必须牢固的固定
2.在铝板上装上线槽,所有的弱电电源线和信号线尽量布入线槽
3.强弱电走线尽量距离10公分以上,减少干扰
4.线装配完成后将同组的导线用扎带扎在一起,以增强因震动等引起的接触不可靠,同时增强线路的美观,以免导线杂乱
5.为加强散热必须装好风扇
备注:
在装完电器箱后要严格检查,确定无误后插上试验台进行测试,测试完成后可以装上切割机
检测说明:
1.用万用表蜂鸣器档检查电源板到主板、驱动器的电源正确连接
2.用万用表蜂鸣器档检查主板到计算机串口的接线正确
3.用万用表蜂鸣器档检查主板到显示面板的接线正确
4.用万用表蜂鸣器档检查驱动器到电机的接线正确
5.用万用表蜂鸣器档检查主板到光电开关的接线正确
6.清洁电器箱,不允许有铝屑,电线等导电物残留在里面
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
X轴扁线转接头
零件名称
及使用量
转接板
1块
M3*20螺丝
2个
M4*25内六角
1个
红垫片
2个
接线座
1个
扎带
2根
8*0.3电缆线
210cm
4*0.3电缆线
105cm
XH-4端子
5个
SM对插端子
4个
工艺说明:
1.将转接线路板固定到支架上,中间垫入6×6塑料垫柱,螺丝钉上面垫上红垫片,防止螺丝钉拧破线路板上的绝缘绿油,造成信号线和外壳短路
2.将压好端子的导线插入XH-4端子,注意各信号线的定义,以免接错
3.导线端头剥线位置不可太长,裸露的导线不可接触外壳,以免时间久了导线老化后信号线直接和外壳短路,入剥线过长必须用绝缘胶带包好
4.导线用扎带固定到带轮架的螺钉上,不可接触光轴以免磨破导线
5.注意滑块不可碰撞到线路板
6.P1插座插入X向扁线后许用绝缘胶带包好后固定到线路板固定支架上
7.在T型钢上贴上三层双面胶粘带后将扁线的一半粘到T型钢上面
备注:
1.外框型材上突出的加强筋上贴上特富龙胶带,防止磨破扁线
2.当横梁运动到原点的位置时,X向扁线中间压线块包好能让扁线有足够的折弯,否则时间久了扁线会在此处折断
检测说明:
1.检查转换线路板及其支架紧固到T型钢上,不得有松动
2.检查滑块复位时不能撞到线路板
3.检测J2~J6的接线,要于电器箱输出的接口一一对应,不能插错位
4.检查扁线要牢固的粘到T型钢上面,用力按压扁线。
注意:
不得用尖锐的东西压扁线
5.扁线折弯的地方包好绝缘胶带并用压线块压住,压线块上需用电工脚带包好
6.扁线折弯半径合适,目测不能小于40mm,机器在高速运行时会折断扁线
7.扁线需要防护处需粘上绝缘胶带,以防磨破
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
Y向电机转接头
零件名称
及使用量
转接板
1块
转接块
1个
180cm扁线
1根
XH-4端子
2个
Y轴电机
1个
电工胶带
45cm
扎带
5根
6×3塑料垫柱
2个
红垫片
2个
M3*10螺丝
2个
工艺说明:
1.将转换线路板安装到线路板支架上,注意做好绝缘并将支架固定到滑块上,拧紧螺钉
2.将将X向扁线插入FPC插座J8,并打上热熔胶以防脱落
3.取Y向电机线合适长度用电工胶带粘成一排并压上端子
4.将Y向扁线从横梁支架穿出后连同Y向电机线用扎带扎到横梁支架上
5.在固定转接线路板的螺钉上贴上一层泡沫胶带以防压迫Y向扁线
6.将Y向扁线插入FPC插座J1
7.将Y向电机线接入J9,J10插座,注意各针脚的信号定义,以防插错
8.将Y向扁线和电机线用扎带扎到线路板固定支架上,不得有松动
备注:
1.扎Y向电机线的时候注意要用绝缘胶带包好,以防光轴擦到电线
2.安装外壳型材时,注意电路板和电线不能擦到型材,如果有摩擦,及时调整电路板支架
检测说明:
1.转接线路板板要牢固的固定到支架上,支架和滑块的螺钉要拧紧,不得松动
2.线路板和电机线不得与外壳最顶端有摩擦,以免擦破线路板和电机线,烧毁驱动器
3.扁线和电机线应用扎带紧贴横梁支架扎紧,不得与其他部件有摩擦
4.电机线不得与传动轴和同步带有摩擦
5.用万用表的欧姆档检测电机到驱动器的接线,正常情况下万用表有蜂鸣声,读数在3~5,并注意接线顺序,不得错接
6.用万用表蜂鸣器档检测所有的信号线和外壳的绝缘,不得有短路
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
Y向扁线转接头
零件名称
及使用量
转接板
1块
转接块
1个
140cm扁线
1根
20cm扁线
1根
L型光电开关
1个
6*6塑料垫柱
2个
M3*10螺丝
4个
M3*6螺丝
2个
红垫片
2个
感应片
1个
工艺说明:
1.将光电开关焊接好线以后安装到线路板固定支架上
2.将Y向扁线转换线路板固定到支架上,中间垫入塑料垫柱,螺钉上加红垫片绝缘
3.将Z向扁线插入FPC插座后折弯,用电工胶带固定到电路板支架上
4.将光电开关另一端的信号线焊接到线路板上
5.将扁线插入FPC插座,插时要一一对应,然后打上热溶胶,避免扁线在运动过程中脱落,烧毁器件
6.在角铁上粘上两层双面胶,粘好后揭掉上面的纸条,将Y向扁线固定不做运动的部分粘到泡沫胶上
7.在Y向扁线穿过横梁支架的地方粘上电工胶带,避免磨破扁线
8.在Y向原点处装上感应片,感应片要能穿过光电开关,不得碰撞到光电开关,以免撞坏光电开关
备注:
光电开关线不可太长,理顺线路使其不高于光电开关的开口槽,避免Z向运动时感应片磨破电线,烧坏电路
检测说明:
1.检查光电开关和线路板紧固到F型板上
2.用万用表的蜂鸣器档检测Y向扁线,不得有短路,
3.检测光电开光的接线正确,不得错接烧毁光电开关
4.用万用表的蜂鸣器档检测光电开关带到线路板的接线正确
5.检测X,Y感应片能穿过光电开关槽,不能檫到光电开关
6.感应片能够挡住光电开关的光线
7.光电开关接线处应打上热熔胶防止断路及断掉
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
Z向电机转接头
零件名称
及使用量
转接板
1块
Z轴电机
1个
电磁铁
1个
T型光电开关
1个
M3*15螺丝
2个
6*3塑料垫柱
2个
6*6塑料垫柱
2个
红垫片
2个
扎带
1根
M3*10螺丝
7个
工艺说明:
1.将Z轴接线电路板固定到F型板上,中间垫入6×6塑料垫柱,螺钉上加红垫片防止螺钉拧破线路板上的绝缘绿油,造成信号线和外壳短路
2.将Z轴扁线折弯固定到F型板上,用铝片压住防止其松动
3.将Z轴扁线的另一头插入线路板上的FPC插座,注意插线位置要正确
4.取Z轴电机出线的合适长度剪断焊接到线路板的J14上
5.将电磁铁的导线焊接到线路板的J13上没有正反
6.将Z轴光电开关的导线焊接到线路板的J12上
12V
信号
GND注意不能接反
备注:
用热溶胶将线胶到线路板上,防止起断线,打胶应干净,不得有拉出细丝粘到别的器件。
检测说明:
1.检查Z向扁线和插座正确连接一定要注意一对一插
2.检查Z向电机线正确连接,电机的线圈不得和其他信号短路,也不得和外壳短路,特别是不能和电磁铁短路。
线圈绕组之间的阻值应正确
3.电磁铁线圈阻值正确应为7-8左右,安装过程中有无压断线圈,线圈和外壳有无短路
光电开关的电源、信号线正确连接
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
电器箱与底板转接头
零件名称
及使用量
SM-10
1对
SM-8
3对
SM-4
1对
X电机线8*0.3
320cm
废旧同步带
20cm
M4*10平头螺钉
5个
工艺说明:
1.将电机引线用电工胶带包好,并压上端子
2.将八芯导线取3.2米两头压上相应的端子固定到T型钢上,中间用费同步带穿螺钉压紧
3.将端子座连接起来即为了方便设备包装运输,将台面和支架分离,设此转接头
4.到X轴和Y轴电机的用两个SM-8对插端子连接
5.到Z轴电机及Y、Z广电开关和电磁铁用SM-10的对插连接
6.到X轴光电开关使用SM-4对插连接
备注:
1.从底板穿出的导线上面压针式端子,从电器箱穿出的导线压孔式端子。
2.插线时注意不能插错,否则会烧坏元器件
检测说明:
1.接线应该是八种颜色每个颜色一一对应
2.电机线要用电工胶包好,不得和电机轴带轮有摩擦
3.检查各个信号线定义的颜色一一对应
4.用万用表的蜂鸣器档检测各导线的两端要导通,防止压端子的时候压断导线
5.对插端子一定要插好,不得有松动,
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
工艺名称
显示面板
零件名称
及使用量
手持面板盒
1个
液晶模块
1块
液晶背光板
1块
显示板
1块
2M网线
1根
薄膜开关
1个
3*20自攻螺钉
2个
3*6自攻螺钉
5个
4*6自攻螺钉
2个
6*6塑料垫柱
3个
工艺说明:
1.显示面板盒装配好,贴上薄膜开关,粘好透明窗口
2.将液晶模块焊接到线路板,焊接之前在线路板上贴一层双面胶,焊接完成后用双面胶粘住扁线,以防弄断扁线,然后焊上背光板
3.在面板盒内部四周贴上三层泡沫胶保护液晶玻璃
4.将液晶模块小心剪掉一角后,压入面板盒内,注意不要让泡沫胶上面的纸露出来
5.焊接好网线后在网线的焊接部位打上热熔胶
6.将网线用螺钉固定到面板后壳上
7.在液晶模块后面垫上一块海绵
合上后盖用自攻螺钉将面板前后盖拧紧
备注:
网线的接法按照100M网线的接法,顺序为:
1.橙白2.橙3.绿白4.蓝5.蓝白6.绿7.棕白8.棕
检测说明:
1.显示面板的程序版本,并做好记录
2.按键在粘到面板前需检查各个按键能够使用
3.液晶模块不得与外壳有硬性接触
4.液晶模块能够点亮,显示正确
5.手持控制器能够正常工作
超时原因:
电器部
品质部
标准安装时间
实际安装时间
装配员:
检验员:
分钟
分钟
安装时间:
月日时分至月日时分
检验时间:
月日时分至月日时分
编号:
Q/GLY/T-Times/DQB/08-08-03
海宁戈力远数控科技有限公司
电器生产记录
机器型号:
T-Times
机器编号:
其他配置:
手动/自动、无线/有线
记录:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 平板 切割机 电器 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
体育管理学.docx
-
设计工期保证措施.docx
-
算法课程设计报告.docx
-
铁路涵洞监理实施细则 精品.docx
-
社区中医药服务监测指标体系及说明.docx
-
胎儿心脏产前筛查指南及胎儿超声心动图规范化操作.docx
-
通用运输协议书电子版范文.docx
-
升职的感谢信精选多篇.docx
-
特种设备检验检测机构鉴定评审细则根据1号修改单修改.docx
-
生产与运作管理作业答案.docx
-
吐血整理悲惨世界经典绝美英文独白.docx
-
生物安全防控措施.docx
-
完整word版碧桂园精装修工程施工组织设计.docx
-
体育节策划文案范本.docx
-
施工部门办案区接待区建设标准.docx
-
完整版第五章细胞小组组长作为辅导者及帮助者.docx
-
天津商学院西方经济学与管理学考研试题.docx
-
时尚服装行业分析报告经典版.docx
-
通快激光切割机作业指导书模板.docx
