 CTA工艺流程培训.docx
CTA工艺流程培训.docx
- 文档编号:26519490
- 上传时间:2023-06-20
- 格式:DOCX
- 页数:26
- 大小:193.12KB
CTA工艺流程培训.docx
《CTA工艺流程培训.docx》由会员分享,可在线阅读,更多相关《CTA工艺流程培训.docx(26页珍藏版)》请在冰豆网上搜索。
CTA工艺流程培训
课内培训讲义
、100#区工艺:
1、V-102/V-106装Co/Mn/HBr催化剂(规格:
Co:
4%,Mn:
4%,Br:
20%),V-104/V-104B
装HBr(HBr:
48%H2O:
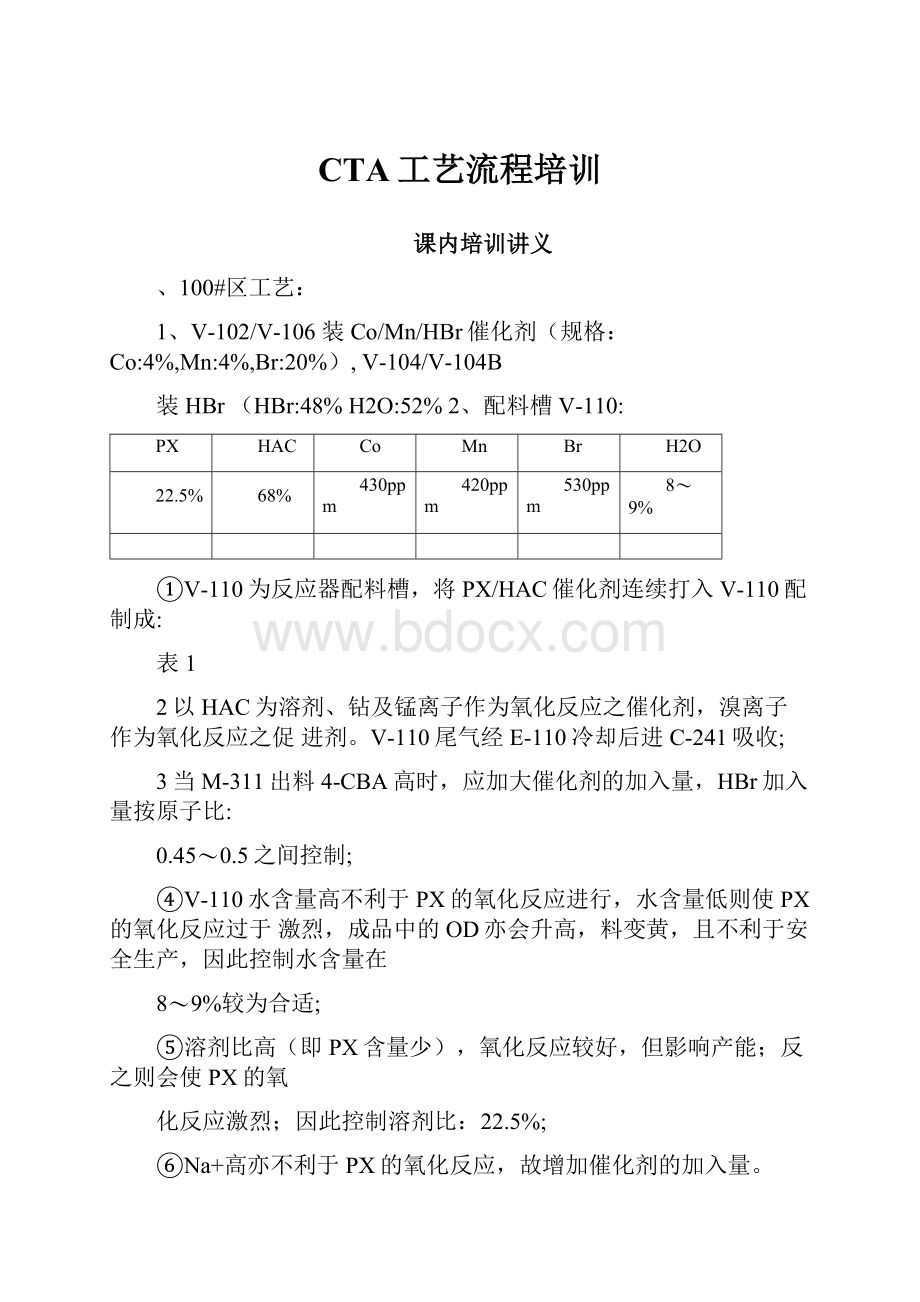
52%2、配料槽V-110:
PX
HAC
Co
Mn
Br
H2O
22.5%
68%
430ppm
420ppm
530ppm
8〜9%
①V-110为反应器配料槽,将PX/HAC催化剂连续打入V-110配制成:
表1
2以HAC为溶剂、钻及锰离子作为氧化反应之催化剂,溴离子作为氧化反应之促进剂。
V-110尾气经E-110冷却后进C-241吸收;
3当M-311出料4-CBA高时,应加大催化剂的加入量,HBr加入量按原子比:
0.45〜0.5之间控制;
④V-110水含量高不利于PX的氧化反应进行,水含量低则使PX的氧化反应过于激烈,成品中的OD亦会升高,料变黄,且不利于安全生产,因此控制水含量在
8〜9%较为合适;
⑤溶剂比高(即PX含量少),氧化反应较好,但影响产能;反之则会使PX的氧
化反应激烈;因此控制溶剂比:
22.5%;
⑥Na+高亦不利于PX的氧化反应,故增加催化剂的加入量。
3、循环滤液槽V-131:
1物料来源:
来自V-302/302B、F-361、C-321/C-321BZ-212、V-251、C-231/C-231B、P-305A/B、
C-240、C-243B
2V-131循环液通过P-131A/B/C至V-110配料;
3V-131尾气经E-131冷却后进C-241吸收。
4、大修开车物料预热:
大修后开车V-110出料经E-121用SH蒸汽预热后加入反应器。
二、200#区工艺:
1、将上述混合物通过P-110泵加入R-201-1/2/3,对二甲苯在三个并联运转,
装有搅拌机的反应器R-201-1/2/3中,被氧化成对苯二甲酸,所需的空气则由一组特殊设计之进料管线送入反应器,其送入量则由一组氧分析仪连续分析来自反应器废气中的氧含量(控制在4.5%左右)来加以控制。
反应温度约195C,压力约14.5kg/cm2G反应热由溶剂及反应生成水蒸发带走。
E-201、
反应器R-201-1/2闪蒸蒸汽,进入反应器顶部的冷凝系统中,几乎所有的溶剂及水分都在此被冷凝。
每一冷凝系统,由三个串联的冷凝器组成,即
E-202及E-203。
反应热在E-201中被转换成5kg/cm2G饱和蒸汽,经由V-201而回收入5kg/cm2G蒸汽系统。
反应热再经二段冷凝器E-202中转换成2.5
kg/cm2G饱和蒸汽,经由V-202而回收入2.5kg/cm2G蒸汽系统。
残余之反应热
则在E-203中以冷却水去除。
分段冷凝的设计是用来在E-203得到含水较高的冷凝液,移除E-203的冷凝液可以使反应器内水含量减少,以控制反应器内水浓度,保证反应体系的正常运转。
E-203的一部份冷凝液回流到反应器R-201,其余则送入脱水塔C-411,少
部分送C-402萃取脱水。
氧化反应生成的氧化中间物及副产品,引入二次反应器R-202,以提高转化
率及品质。
二次反应器压力约10kg/cm2G,温度约186C,反应闪蒸蒸汽,送到
冷凝器E-205/E-206以冷却水去除反应热。
E-205/E206之一部份冷凝液回流到反应器R-202,其余则送到脱水塔C-411。
对二甲苯氧化成对苯二甲酸反应式:
2、一些副反应:
1MA的生成:
醋酸甲酯的生成过程可以简化成醋酸的氧化脱羧过程,即:
2CH3COOH+?
12O2——CH3COOCH3+H2O+CO2
由于该反应是与PX(对二甲苯)氧化同步进行,反应历程较复杂,大多数
文献认为PX氧化过程中生成的高价态的钻锰催化剂及进一步氧化生成的过氧化
自由基都对醋酸甲酯生成起到促进作用。
PX氧化过程中生成的过氧化自由基既
可以氧化PX及其反应中间体,也可以和醋酸的羧基发生作用,使醋酸发生脱羧反应
CH3COOH+RO2ROOH+CT3+CO2
同样过氧化自由基也可以和醋酸的甲基作用,生成-CH2COOI自由基。
生成的自由基不稳定,随后进一步氧化成COX、CH3OHCH2OHCOO等。
CH3COOH+RO——ROOH+?
CH2COOH
CH2COOH+O2COxCH3OHCH2OHCOOH
生成的CH-3和CH3OH都可以和醋酸发生反应生成醋酸甲酯。
前者通过催化剂进一步氧化生成,后者通过酯化反应生成。
CH?
3+Mn+1+CH3COOHCH3COOCH3+Mn+H+
CH3OH+CH3COOHCH3COOCH3+H2O
此外,在反应液中,处于高价态的钻锰催化剂具有高的氧化电位,它们既可以氧化PX及其反应中间体,也可以直接氧化与钻锰配位的醋酸根,生成甲基自由基,甲基自由基再氧化成醋酸甲酯。
上述两步反应可简化成
2Co(CH3COO)32Co(CH3COO)2+CH3COOCH3+CO2
2
BA勺生成:
3
4-CBA的生成:
4苯和甲苯的生成:
对二甲苯在高温高压条件下失去一个或两个-CH3即生成苯和甲苯,同时PX原料中亦含有微量的苯和甲苯;
5甲酸甲酯:
-CH3被氧化生成甲酸,甲酸与-CH3反应生成甲酸甲酯。
3、结晶:
二次反应器之出料,经过二个装有搅拌机的结晶器(V-211与V-212),依序降压降温,对苯二甲酸在此过程中完全结晶析出。
第一结晶罐V-211操作压力约3kg/cm2G温度约168C,闪蒸蒸汽直接进入溶剂脱水塔C-411中。
第二结晶器V-212操作压力约-0.4kg/cm2G温度约
95C,闪蒸蒸汽被E-212完全加以冷凝后回流到结晶器,对苯二甲酸浆液用
P-212A/B泵送入真空过滤机进料罐V-301。
E-212尾气利用C-231塔釜高压酸通过Z-212真空泵,以及真空泵P-304将
V-212抽至-0.4kg/cm2G压力使得CTA在负压状态下析出。
4、咼压吸收:
离开E-203-1/2之未凝结气,进入高压吸收塔C-231/C-231B,首先醋酸洗
涤以除去对二甲苯及醋酸甲酯,再进C-232/C-232B以纯水洗涤,以去除残留之
溶剂。
高压吸收塔C-231/C-231B的操作压力与反应器R-201-1/2相近,来自
C-231/C-231B塔顶之废气被送到膨胀机ME-15Q高压吸收下塔塔底醋酸送到反
应器溶剂进料罐V-131中,同时C-232/C-232B塔底稀醋酸送至溶剂脱水塔C-411
蒸馏脱水或至C-402萃取脱水。
5、常压吸收:
CTA工场设备所排放的含有醋酸的常压蒸气,被收集引入常压吸收塔C-240以醋酸作为洗涤液,吸收其中的HAC/PX等有机物,吸收塔塔底循环泵P-240A/B提供下塔内循环所需的流量,C-240塔釜进V-131,塔顶尾气进入C-241下塔,以
DW乍为洗涤液。
吸收塔塔底循环泵P-241A/B提供下塔内循环所需的流量,同时
液位控制下将过剩的洗涤液送到溶剂脱水塔C-411,回C-241下塔的回流经E-241
被冷却水冷却。
C-241下塔蒸气进入C-241上层塔中,以碱液洗涤后经B-241送至RTO焚烧,
以避免酸气污染。
吸收塔上层循环泵P-242A/B提供C-241上层塔内循环所需的流量,同时将过剩的洗涤液排入废水系统。
6、二次反应器尾气常压吸收:
来自二次反应器尾气冷凝器E-206的尾气进入C-243B,以醋酸作为洗涤液,
吸收其中的HAC/PX等有机物,吸收塔塔底循环泵P-244A/B提供下塔内循环所需的流量。
C-243B塔顶尾气进入C-243,以DW乍为洗涤液,继续吸收其中的HAC/PX
等有机物,吸收塔塔底循环泵P-243A/B提供下塔内循环所需的流量。
1^
»IS
»IS
2、说明:
1来自V-201的蒸汽凝液经E-201/E-201-2至V-201,反应器热量转换成SL蒸
汽,V-201蒸汽凝液由P-951补充;
2来自V-201B-1/V-201B-2的蒸汽凝液经E-201B-1/E-201B-2至
V-201B-1/V-201B-2,反应器热量转换成SL蒸汽,V-201B-1/V-201B-2蒸汽凝液由P-951补充;③来自V-202的蒸汽凝液经E-202B-1/E-202B-2至V-202,反应器热量转换成SLL蒸汽,V-202蒸汽凝液由P-951补充;
4来自P-951的蒸汽凝液经R-201-3尾气换热器E-201-3/E-201B-3/E-202-3后,反应器热量分别转换成SL/SL和SLL蒸汽。
四、300#区工艺:
1、过滤:
CTA区共有七台真空过滤机,M-301A/B/C/D三用一备,M-301E/F/G两用一
备。
过滤机与V-302互串,处于真空状态。
CTA浆料由P-301A/B/C/D送入真空过滤机,经喷淋酸洗涤和过滤机过滤,
通过酸洗涤洗去CTA中的灰分及Co/Mn催化剂等,洗涤后的母液溢流回
V-301/V-301B,滤饼进入M-311/M-311B干燥。
滤饼含湿率控制在12%左右,含湿率高说明过滤效果较差,通过碱洗过滤机
来改善,M-301A/B/C/D每天碱洗一台。
碱洗M-301操作不当是V-110Na+高的主要原因,因此碱洗时应关闭两道溢
流阀,开排放阀;目前由于溢流阀内漏,生产部在加碱碱洗时均没有溢流,碱洗后DW水洗时间均在20min以上,V-110Na+最低至54ppm与前期100ppm以上
有了较大幅度的下降。
2、干燥:
粗对苯二甲酸在旋转式干燥机M-311/M-311B中,用5kg/cm2G或7kg/cm2G
蒸汽加以干燥,干燥机进料螺旋输送机将TA料送入干燥机,干燥机出料螺旋输
送机将干料由干燥机送出。
干燥系统有一载气循环系统,以带走干燥机中TA料蒸发出的溶剂气体。
此
循环系统包括载气洗涤回收冷却器E-322/E-322B,循环气体鼓风机B-321,循环
惰气加热器E-311/E-311B(循环载气被加热至150C),及洗涤塔C-321/C-321B。
V-131。
循环惰气所含的溶剂蒸气在洗涤塔中被洗涤下来,而进入系统中的固体微粒也一并被收集回收。
塔底液回收到反应器混合溶剂进料罐
干燥的粗对苯二甲酸固体离开干燥机后,经气体输送系统送入中间料仓
S-3501A/B中。
Vola.
OD340
4-CBA
P-Tol
Ash
Co
Mn
Wt%
mg/kg
mg/kg
mg/kg
mg/kg
mg/kg
<0.30
0.700—
1.400
<3500
(<500)
<200
<40.0
<40.0
3、M-311/M-311B出料主要指标:
表2
挥发份高说明干燥机内部结壁严重,干燥能力下降所致;
OD340高说明TA的纯度较低,有少量双健不纯物,易使成品PTA变黄,注意
PX的氧化反应速度控制(前述);
4-CBA为PX氧化反应的副产物,必须严格控制,它不仅增加PX的消耗,而
且影响PTA的品质;
P-Tol亦属于PX氧化反应的副产物,在PTA工序中较易处理;
Ash/Co/Mn高与M-301的喷淋清洗效果,及母液采出量有较大的关系,增加
母液采出量,改善M-301喷淋清洗效果Ash/Co/Mn则低。
4、
如何延长M-311/M-311B的碱洗周期:
1干燥机进料含湿率高,提高RVF的真空度;
2干燥机进料杂质多,如灰分、BA4-CBAPO-Tol等;提高母液的采出量,提到12t/h,减少进料的杂质含量;
3CTA滤饼中小粒径颗粒比率大容易使干燥机结壁;
改进措施:
(a)降低V-110中PX至22.5%,提高R-202/V-211液位至80%延长
CTA浆料在其中的停留时间,降低小粒径颗粒比率;(b)检讨A-211/A-212/A-301
桨叶大小是否可以更改;
4干燥机列管表面由于腐蚀导致粗糙,易结壁;
改进措施:
干燥机碱洗再开车前用PTA干粉覆盖粗糙的表面。
五、400#工艺:
1、溶剂汽提系统及催化剂回收:
真空过滤机分离出来的母液,收集于母液罐V-302中,部分母液由母液泵
P-361A/B送入母固回收F-361。
F-361为金属烧结滤芯过滤装置,来自P-361母
液以10t/h流量加入F-361,经滤芯过滤后清液进入汽提塔C-401,在滤芯中过滤出的粉料在停加料后用反吹气吹入V-131,如此周而复始运行(电脑设定好运
行程序)。
C-401的蒸气到脱水塔C-411。
汽提塔C-401塔底残渣液中含有氧化反应所
需之催化剂,则流至蒸发罐V-401中,进一步浓缩出所含之醋酸及水份。
汽提塔再沸器E-401提供蒸发所需的热量,热源为5kg/cm2G回收蒸汽。
再沸器E-401位于蒸发罐循环泵浦P-401A/B/C的强制循环回路中,蒸发罐
操作条件约为135C及0.5kg/cm2G
蒸发罐中之液体固体含量逐渐升高,当P-401A/B电流升至40A时说明蒸发
罐中的固含已高达约70%,此时开残渣处理系统。
蒸发罐V-401内溶液,用泵P-401A/B/C以2t/h的流量泵入87kg/cm2G超高
压蒸汽加热的薄膜蒸发器M-461-2中,以回收其中所含之溶剂醋酸。
薄膜蒸发器
M-461-2出来的醋酸蒸气回汽提塔C-401中,高浓度的残渣自薄膜蒸发器M-461-2
底部以重力排至残渣接收罐V-461中,在V-461罐内以C-441/C-441B(B)水稀
释后至美琪玛或昌得公司残渣槽车。
2、溶剂萃取脱水:
①原理:
利用IBA不溶于水,而醋酸溶于IBA,故将稀醋酸由塔顶加入,大量的IBA自塔釜加入,由于IBA比重小于水的比重,因此加入的IBA与稀醋酸形成逆流,将醋酸从水中萃取出来;②建立C-402液-液萃取塔的意义:
随着PTA产量的不断提高,C-411的加入醋酸也随之加大,为节约能耗,故引进液-液萃取技术,对加入C-411的部分稀醋酸经C-402萃取塔脱水后再加入
C-411共沸精馏塔,减少加入共沸精馏塔水量及C-411的IBA循环量,达到降低
蒸汽消耗的目的。
3加料来源:
a、
常压吸收塔C-241釜出;
MA水解C-471釜出;
来自V-203-2或V-203-3的部分稀醋酸;
C-402设计加料量:
33t/h,目前加料量:
26t/h;塔釜加入IBA量:
39t/h;由于设计等原因,C-402一直未达到设计处理能力;
在C-402塔顶得到HAC与IBA的混合物,之前的设计是加入C-411第29#/35#/39#,调试时引起脱水塔工艺较大波动,造成C-411醋酸难以合格、醋酸和IBA消耗大,后由我司技术部反复论证决定加入C-411第60#塔板,
并取得较好效果;
1脱水溶剂塔C-411收集来自以下工艺单元的溶剂:
a.反应器蒸汽冷凝器E-203-1/2/3的部分冷凝液;
b.二次反应蒸汽冷凝器E-205/E-206的冷凝液;
c.粗对苯二甲酸结晶罐V-211的闪蒸蒸汽;
d.溶剂汽提塔C-401的蒸汽。
2脱水溶剂塔C-411B加料主要来源与V-203-2:
氧化反应生成的水,以共沸蒸馏方式自C-411/C-411B塔顶分离,所需共沸剂--醋酸异丁酯(Isobutyl-acetate)则自塔顶加入。
塔顶蒸气在冷凝器
E-412-1/2/3中被冷却水冷凝,共沸剂与其它蒸馏物的混合液收集于V-412中静
置油水分离,上层油相部分经泵P-412A/B泵送回流至C-411,水相部分经
P-413A/B送至C-441/C-441B回收其中的有机物。
虹吸式再沸器E-411-1/2以5kg/cm2G回收蒸汽加热塔底液,提供
C-411/C-411B蒸汽源。
塔底抽出醋酸,在E-413B/E-413、E-413C/E-413D中以进料和冷却水冷却,然后用泵P-411A/B、P-411C/D送到脱水醋酸回收罐V-251。
回收醋酸经由脱水溶剂泵P-251A/B,送至氧化工场各单元。
来自反应器E-203-1/2/3的稀醋酸含有少量的PXPX能与水、IBA、HAC等
共沸,并逐渐在脱水塔中上部积累,最终导致脱水塔负荷增大、馏出醋酸超标,造成醋酸单耗上升。
因此在C-411/C-411B均设有一个处理PX的汽提塔
C-421/C-421B,其加料来自C-411/C-411B的第31#〜57#层塔板的侧采,侧采出
的气相物料经E-421/E-421B冷却后进入V-421/V-421B分层,油相部分含有
PX/IBA/HAC等有机物,全部进C-421/C-421B,水相部分进V-421/V-421B或C-401
回收其中的IBA/HACo
在C-421气相得到IBA/HAC的混合物,直接吹入C-411/C-411B第52#塔板
(C-411B有多个入口选择),塔釜为浓度较高的PX(IBA含量约8%,送V-110
配料。
物料名称
沸点
「C)
与水共沸点
(C)
与水共沸组成
(wt%/h2Owt%
在水中溶解度
(一定温度)
IBA
118
87.5
80.5/19.5
0.625
异丁醇
108.4
90.0
66.8/33.2
1015
PX
138.5
与水:
92.6
与HAG115.2
55/45
不溶于水
醋酸
118.1
与水沸点接近
任意比例
③共沸精馏塔中部分物料物性数据:
表2
④表2数据说明:
由于水和醋酸的沸点较为接近,故必须选择IBA作为共沸
剂与水共沸,其共沸温度为87.5C,在脱水塔中加入IBA使水与IBA共沸,实现了用精馏办法提浓醋酸;
5异丁醇为IBA的水解产物,之前认为是脱水塔的杂质未加重视,参照表2
数据可知:
其与水的共沸点与IBA与水的共沸温度较为接近,且异丁醇的携水能力较IBA强,故在脱水塔中保持一定数量以上的异丁醇有利于共沸精馏的稳定(目前V-412油相中异丁醇含量维持在25流右)。
6
醋酸脱水系统流程简图:
V-412
39/h醋酸异丁叱醋酸
烝汽
V-41B
醋酸甲酯
C4B
]92%醋酸
4、常压汽提系统
自V-412的共沸剂中分离出来的反应生成物-「水」,其内仍含有相当数量
的醋酸异丁酯和反应副产物醋酸甲酯。
醋酸甲酯要全部送MA水解系统,将醋酸
甲酯水解成醋酸和甲醇,醋酸作为溶剂回收利用,副产品甲醇储存于V-911,外
售给甲醛生产厂家。
汽提塔C-441/C-441B的进料,由泵P-413A/B打入,并在虹吸式再沸器
E-441/E-441B以2.5kg/cm2G回收蒸汽加热塔底液,提供C-441/C-441B蒸汽源。
汽提塔C-441塔底液为不含其它化合物的反应生成水,经泵P-441A/B送入E-443
冷却后送至催化剂回收系统、配碱系统、C-243及废水处理区的废水系统。
经汽
提塔C-441/C-441B汽提后之气体,由C-441/C-441B塔顶离开进入冷凝器
E-442/E-442B中,冷凝水中含有大量的醋酸异丁酯、异丁醇及相当数量的醋酸甲酯,经泵P-442A/B/C/D送入C-431精馏,将醋酸异丁酯、异丁醇与醋酸甲酯分离。
虹吸式再沸器E-431以2.5kg/cm2G回收蒸汽加热塔底液,提供C-431蒸汽源。
在塔底得到高浓度醋酸异丁酯送回V-412,其汽提气体(酸酸甲酯)在冷凝
器E-432中加以冷凝,收集于V-432,再用泵P-432A/B送入V-433,V-433中的醋酸甲酯经泵P-433A/B向MA水解系统加料。
六、醋酸甲酯水解系统:
1、建立MA水解系统意义:
在精对苯二甲酸(下称PTA)的生产过程中,会产生一部分的副产物一醋酸甲酯(下称MA),以前通行的处理办法是将一部分MA返回至氧化反应器中,用以控制反应过程中的醋酸消耗,同时会有相当数量的MA由于难以回收,则随反应器
尾气排放到大气中,或被燃烧,对周围环境造成了污染。
为实践循环经济和清洁生产,加强环境保护和降低物料消耗,翔鹭石化在2005年与福州大学合作,采用了福州大学的MA水解专利技术,新建了一整套MA水解回收装置,首次将MA水解专利技术应用于PTA生产中;该项目工程投产后,不仅可避免大量MA从尾气中排出,而且可生产出醋酸和甲醇这两个主要的化工原料;因此在翔鹭石化建立MA水解系统不但具有明显的环保效益,而且具有显著的经济效益。
2、MA水解流程及工艺说明:
1C-451为MA水解精馏塔;DW与MA以》2.0摩尔比混合后从塔顶进料,在阳
离子交换树脂作为催化剂和适当的温度作用下,MA水解成甲醇和醋酸,反应
式如下:
这是一个典型的可逆反应,C-451将甲醇和醋酸从混合物中分离出来,使平衡向着生成物的方向移动;在塔釜得到30%的HAC16%的Me30%的MA和24%的水,Me水解率可达55%以上。
塔顶气相为92%的MA在E-452中被冷却水冷凝,冷凝液利用位差形成的压力,全部回流进C-451塔顶,继续与水反应。
塔釜列管式再沸器E-451以5kg/cm2的回收饱和蒸汽加热。
C-451塔釜液经P-451送至C-471加料。
2C-471为醋酸分离塔;塔顶气相为65%MA和35%Me的混合物,在冷凝器E-472
被冷却水冷凝,收集于馏出槽V-471中;经P-472—部分回流,回流比控制
在0.5,其余的送至C-481加料;塔釜为40%的醋酸水溶液,经E-447与C-481
加料换热后进E-473,由P-471送往C-402加料。
塔釜列管式再沸器E-471以5kg/cm2的回收饱和蒸汽加热。
3C-481为萃取精馏塔,目的在于将Me和MA分离;塔顶气相为92%MA和8%
的水,在冷凝器E-482被冷却水冷凝,收集于馏出槽V-481中,经P-482
部分回流,并在回流中加入10CDW乍为萃取剂,回流比控制在0.1,馏出部
分送至V-432与C-431馏出MA混合,经P-432泵送往C-451塔加料。
在C-481塔釜得到30%的甲醇水溶液,经P-481送至C-491塔精制。
塔釜列管式再沸器E-481以5kg/cm2的回收饱和蒸汽加热。
④C-491为甲醇精馏塔;30%勺甲醇水溶液加入后,在塔顶得到》98%的气相Me
在冷凝器E-482中被冷却水冷凝,并收集与V-491,经P-491—部分回流,
回流比控制在3.0,其余送至C-911甲醇成品槽;釜出为含微量甲醇(W
0.05%)的废水,与C-451进料在E-492中换热后直接排地沟至污水处理。
塔釜以5kg/cm2的回收饱和蒸汽直接加热。
来自盘生产中提纯的
MeOAc12


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- CTA 工艺流程 培训
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
趣味数学社团活动记录Word格式.docx
-
XX第一学期九年级英语上第二次月考试题Word格式.docx
-
节能照明项目立项申请书范文Word格式.docx
-
英语汉译英练习题与答案Word下载.docx
-
yishion品牌休闲服装市场调研报告Word文档格式.docx
-
人教版五年级数学下册《通分》教案Word格式.docx
-
企业管理Word文档下载推荐.docx
-
胡斌Hadoop学习Word文件下载.docx
-
格力螺杆式水冷冷水机组RWord格式文档下载.docx
-
社会现象的社会学分析课件文档格式.docx
-
一级建造师市政公用工程实务学习笔记Word下载.docx
-
人物形象优秀教案材料Word文档下载推荐.docx
-
VFP二级历年考试真题Word格式.docx
-
新手教程2实战水滴螃蟹Word下载.docx
-
筷子礼仪手抄报word版本 16页Word文档格式.docx
-
三年级混合计算练习题Word格式文档下载.docx
-
马原简答论述题Word文件下载.docx
-
SPSS实验8二项Logistic回归分析Word格式文档下载.docx
-
学年幼儿园中班第一学期级工作计划Word下载.docx
