 车身涂装工艺卡.docx
车身涂装工艺卡.docx
- 文档编号:27077381
- 上传时间:2023-06-26
- 格式:DOCX
- 页数:56
- 大小:27.43KB
车身涂装工艺卡.docx
《车身涂装工艺卡.docx》由会员分享,可在线阅读,更多相关《车身涂装工艺卡.docx(56页珍藏版)》请在冰豆网上搜索。
车身涂装工艺卡
工
序
号
工序内容
设 备 及 材 料
管理项目
工 艺 要 求
检查频率
备 注
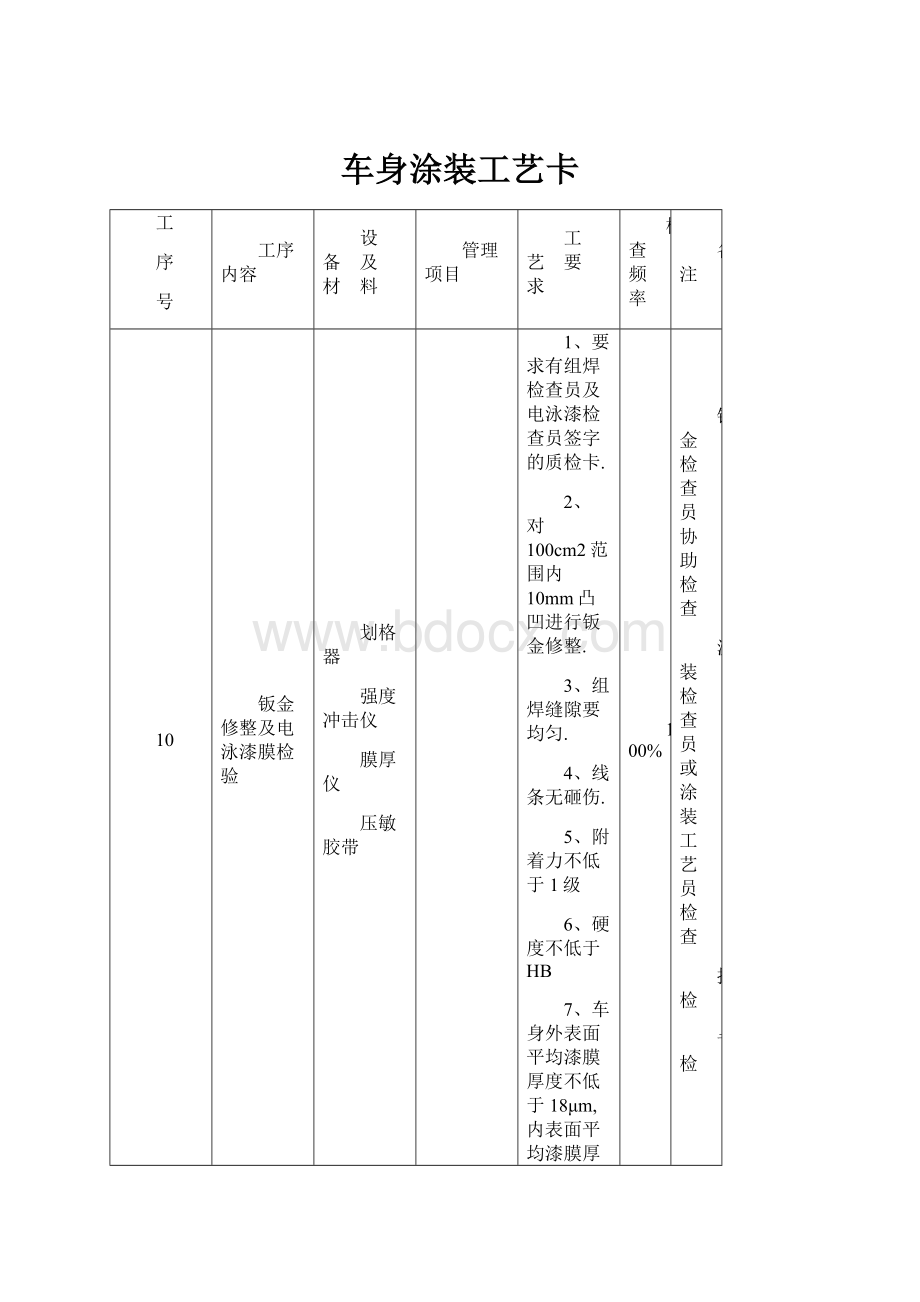
10
钣金修整及电泳漆膜检验
划格器
强度冲击仪
膜厚仪
压敏胶带
1、要求有组焊检查员及电泳漆检查员签字的质检卡.
2、对100cm2范围内10mm凸凹进行钣金修整.
3、组焊缝隙要均匀.
4、线条无砸伤.
5、附着力不低于1级
6、硬度不低于HB
7、车身外表面平均漆膜厚度不低于18μm,内表面平均漆膜厚度不低于13μm.
100%
钣金检查员协助检查
涂装检查员或涂装工艺员检查
抽检
专检
20
移车
吊具
电葫芦
安全操作
将合格的电泳车车身从双福移动车上吊装到涂装车间移动小车上,要求吊装牢固,不允许在吊装过程中磕碰,划伤,车门不能随意摆动.
吊装车身时需3人协作完成。
1人操纵电葫芦,2人扶车身。
缓慢移动车身至移动小车上。
30
电泳货厢与护拦连接螺栓拧紧
套筒13扳手
将电泳前松动的护拦与货厢之间的螺栓用内六角套筒13扳手拧紧
抽检
车间设专人负责,大柴神皮卡货厢没有此工序
工
序
号
工序内容
设 备 及 材 料
管理项目
工 艺 要 求
检查频率
备注
40
电泳漆膜拉毛及擦净
500#砂纸
除油溶剂(稀料)
抹布
压缩空气接口
砂纸是否按工艺要求使用。
1、待操作表面要拉毛至失光
2、不允许打磨过重,不允许漏底、拉毛后要除尘,保证车身无灰尘.
3、车身表面不能有油污
抽检
表面灰尘可以用压缩空气吹净。
检查员负责抽检
50
涂刮腻子
原子灰
收光灰
固化剂
腻子刀
刮片
抹布
砂布
刮板
原子灰与固化剂比例100:
(1.5~2.5)温度低于15度时改用冬季配方
1、每次涂刮厚度不超过1mm,大坑分几次刮完,添平凸凹不平处.
2、调好灰在10分钟内用完,腻子有固化现象不能再用
3、边线要处理好刮涂均匀,型线平直,曲面圆滑过渡,剔除边角多余腻子,清除散落在别处的腻子
4、刮腻子工具要清洁
5、有装配要求的地方,不可刮涂过厚,总的厚度不能超过1mm
6、取完腻子要及时盖盖子
7、不允许裸手触摸车身
8、对车身表面坑要填平,外表面平整
抽检
,
工
序
号
工序内容
设 备 及 材 料
管理项目
工 艺 要 求
检查频率
备 注
60
1
上遮蔽
塑料布
塑料胶带
纸胶带
1、将工艺孔盖安装在工艺孔上。
2、对装配有要求的部位进行遮蔽
3、遮蔽要求严密,不能有遗漏
抽检
对要遮蔽的孔位所用遮蔽膜要刚好盖住为宜,不能遮蔽过大,不能“大材小用”
2
喷车门PVC胶
PVC底涂胶
PVC底涂喷胶机
压缩空气
刷子
油画笔
压缩空气压力
0.5-0.7MPa
1、前车门上部全部刷胶要均匀,厚度:
1.0~1.5mm.
2、各缝隙里要填充严实,尤其存在膨胀型结构胶的部位,胶体要封闭住。
100%
车门内加强筋缝隙要密封,厚度1.0~1.5mm
工
序
号
工序内容
设 备 及 材 料
管理项目
工 艺 要 求
检查频率
备 注
60
3
进车举升
吊具
电葫芦
安全操作
将车身吊起,然后将安全钩挂在车身上,确定牢固后,车门用细铁丝固定,在进行喷涂.
小货厢喷涂时要将货厢立在工具车上进行喷涂.
注意侧面不要磕碰划伤(侧面必须用纸盒垫好)
抽检
举升车身时需2人协作完成
移车时注意车门不要摆动。
4
车底遮蔽
喷车门PVC底涂胶
PVC底涂胶
PVC底涂喷
胶机
压缩空气
压缩空气压力
0.4-0.6MPa
1按总装线的要求打遮蔽
2车头及车旋底部2.5mm~3mm,货厢底部1.5~2.0mm
3其余部位1.5mm~2mm
4喷涂部位按工艺要求,不允许流淌、漏喷
5待喷胶处不得有大于5cm2露底材
抽检
工件经过喷涂后,应保证表面平整光洁,没有多余胶点粘附于工件表面。
本着降低成本的原则,应尽可能减少胶的用量。
保证既达到目的,又不浪费底涂胶。
工
序
号
工序内容
设 备 及 材 料
管理项目
工 艺 要 求
检查频率
备 注
60
5
落车
下遮蔽
出车
吊具
电葫芦
安全操作
将车身吊起,然后将安全钩从车身上摘掉,最后将车身缓缓落在移动车上,确定稳固后,将吊具移开.
货厢喷涂后将货厢移到移动小车上.
降落车身及移动货厢时需2人协作完成。
移车时注意车门不要摆动。
6
清理车身胶粒
去掉遮蔽物
抹布
过滤棉
酒精
压缩空气压力
0.5-0.7MPa
1、擦净车身上大底胶颗粒。
2、去掉能够去掉的遮蔽物。
3、在擦净时注意不要把过滤棉的毛边遗留在车上。
必要时用溶剂擦试
工
序
号
工序内容
设 备 及 材 料
管理项目
工 艺 要 求
检查频率
备 注
70
涂抹车内焊缝胶
PVC焊缝胶
PVC膨胀胶
胶枪
酒精
刷子
抹布
过滤棉
安全操作
1、打胶处要清洁、干燥.
2、打胶要严、匀、直.
3、宽6~7mm或3~5mm,厚2mm左右.
4、修胶要适当,不能有过多刷痕
5、胶边要求干净,不能有胶渍.
抽检
宽3~5mm的打胶位置,由工艺处现场指定。
80
烘烤PVC胶和腻子
地面烘干室
烘干温度140℃±5℃
烘干时间30min
1、焊缝胶烘烤后允许轻微变黄,不能变红,附着力要良好。
2、底胶无开裂、脱落、变黄、起泡、内部要致密.
抽检
每次烘胶时,必须将烘干炉内车位放满,不得有空位.
地面烘干炉的使用详见《中涂烘干炉设备操作规程》
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
90
冷却
自然冷却至室温,禁止用冷水冲洗冷却
抽检
100
水打磨腻子
280#砂纸
500#砂纸
打磨垫块
自来水
砂纸是否按工艺要求使用。
1、280#砂纸对腻子表面进行打磨,打磨至平整为止。
2、500#砂纸对全车表面进行水磨处理,包括腻子表面,打磨要彻底,不能有腻子茬、腻子渣。
3、打磨不许露底
4、打磨后全车内外清洗干净
1、注意打磨方式,棱线,边角避免打磨露铁.
2、砂纸使用前要保持清洁
3、打磨时使用的自来水要清洁.
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
110
烘水
地面烘干室
烘干温度
100℃
烘干时间
15min
1、烘烤前车内应无积水,若有积水,则需用抹布将车内积水擦净,并且车身内不能有杂物.
2、烘烤后车身内外表面应无水滴.
3、车身内外表面保持清洁.
4、烘水时要将地面链启动,连续不间断烘水.
地面烘干炉的使用详见《中涂烘干炉设备操作规程》
120
冷却
自然冷却至室温,禁止用冷水冲洗冷却
抽检
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
130
刮二遍腻子
原子灰
收光灰
固化剂
腻子刀
刮片
砂布
刮板
原子灰与固化剂比例100:
(1.5~2.5)
1、对全车遗漏的凸凹不平处进行找补,涂刮原子灰。
2、调好灰在10分钟内用完,原子灰有固化现象的不能再用。
3、边线棱角处要处理好。
4、刮腻子工具要清洁。
5、有装配要求的地方,不可刮涂过厚,总的厚度不能超过1mm。
6、取完腻子要及时盖盖子。
7、不允许裸手触摸车身。
8、对全车的腻子砂眼进行收光。
140
表干
表干时间
40min以上
充分表干,不能过急烘烤.
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
150
烘烤二遍腻子
地面烘干炉
烘干温度100℃
烘干时间20min
1、焊缝胶烘烤后允许轻微变黄,不能变红
2、底胶无开裂、脱落、变黄、起泡、内部要致密.
100%
每次烘烤二遍腻子时,必须将炉内车位放满,不得有空位.
地面烘干炉的使用详见《中涂烘干炉设备操作规程》
160
冷却
自然冷却至室温,禁止用冷水冲洗冷却
抽检
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
170
水打磨腻子
280#砂纸
500#砂纸
打磨垫块
自来水
砂纸型号必须按工艺要求管理,严格执行工艺定额。
1、280#砂纸对腻子表面进行打磨,打磨至平整为止。
2、500#砂纸对全车表面进行水磨处理,包括腻子表面,要求电泳漆表面打磨至失光,不能有腻子茬、腻子渣。
3、打磨不许露底
4、打磨后全车内外清洗干净
抽检
1、注意打磨方式,棱线,边角避免打磨露铁.
2、砂纸使用前要保持清洁
3、打磨时使用的自来水要清洁.
180
烘水
地面烘干室
烘干温度
100℃
烘干时间
15min
1、烘烤前车内应无积水,若有积水,则需用抹布将车内积水擦净,并且车身内不能有杂物.
2、烘烤后车身内外表面应无水滴.
3、车身内外表面保持清洁.
4、烘水时要将地面链启动,连续不间断烘水.
抽检
地面烘干炉的使用详见《中涂烘干炉设备操作规程》
工序号
工序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
190
冷却
自然冷却至室温,禁止用冷水冲洗冷却
100%
如车身不符合要求,重复130—190操作。
200
移车
吊具
电葫芦
安全管理
将车身从移动车上移到中涂线车架上。
100%
三人完成。
1人操纵电葫芦,2人扶车身,将车身缓慢移至中涂线车架上。
注意:
在移动过程中不要将车身磕碰,车门不能摆动。
货厢的绳钩垫片在使用之前要求表面用600#打磨。
工
序
号
工序内容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
210
喷中涂漆前清洁
擦净室
粘性抹布
除油剂(汽油)
擦车针织
1、确保漆前表面清洁无水、锈蚀、汗渍、指纹、盐碱、打磨灰等亲水物质残存。
2、用针织布蘸汽油将车身外表面擦净。
3、用粘性抹布将车身外表面擦净。
100%
220
喷中涂漆
喷漆室
喷枪
运输线
TRITON308漆泵
稀料
中涂漆DR-30-C
粘度杯(涂-4杯)
压缩空气
过滤布(150目)
秒表
气压0.4~0.6MPa
温度25±2℃
粘度18~19s
湿度≤70%
安全操作
1、保持喷漆室清洁。
2、压缩空气设备无水、无油污。
3、中涂漆膜厚度30~40um
4、湿碰湿两遍喷涂,每道之间需有5分钟间隔进行闪干。
5、喷漆盖住底色,不流挂,无明显橘皮。
6、漆泵、漆桶要接地良好.
7、附着力不低于1级。
8、漆膜硬度不低于HB。
装漆或稀料的桶只能使用金属桶.
禁止将漆桶放在诸如纸或纸板等非导电性材料的表面上.
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
230
流平
流平室
运输线
流平温度
25±2℃
流平时间
10min
1、保证流平室清洁.
2、保证流平室温度.
3、保证流平室湿度.
每天要对流平室进行清扫,擦去室内灰尘。
240
烘烤中涂漆
烘干炉
运输线
燃烧器
烘干温度
140±5℃
烘干时间30min
1、保证漆膜彻底干燥。
2、中涂漆膜厚度30~40um。
3、附着力不低于1级。
4、漆膜硬度不低于HB。
抽检
每天要对烘干炉进行清扫,擦去炉内灰尘。
地面烘干炉的使用详见《中涂烘干炉设备操作规程》
工
序
号
工序内容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
250
冷却
自然冷却至室温,禁止用冷水冲洗冷却
抽检
260
移车
吊具
电葫芦
安全管理
将车身从中涂线车架上移到移动车上。
100%
三人完成。
1人操纵电葫芦,2人扶车身,将车身缓慢从中涂线车架上移至移动小车上。
注意:
在移动过程中不要将车身磕碰,车门不能摆动。
工序号
工 序 内 容
设 备 及 材 料
管理项目
工 艺 要 求
检查频率
备 注
270
找补腻子
(第三遍腻子)
原子灰
收光灰
固化剂
腻子刀
刮片
砂布
刮板
原子灰与固化剂比例100:
(1.5~2.5)
1、对全车遗漏的凸凹不平处及砂眼进行找补,涂刮原子灰
2、调好灰在10分钟内用完,原子灰有固化现象的不能再用
3、边线棱角处要处理好
4、刮腻子工具要清洁
5、有装配要求的地方,不可刮涂过厚,总的厚度不能超过1mm
6、取完腻子要及时盖盖子
7、不允许裸手触摸车身
8、对全车的腻子砂眼进行收光
抽检
280
表干
表干40min后方可进炉烘烤
充分表干,不能过急烘烤。
100%
工序号
工 序 内 容
设 备 及 材 料
管理项目
工 艺 要 求
检查频率
备 注
290
烘烤腻子
地面烘干炉
烘干温度
100℃
烘干时间
20min
1、焊缝胶烘烤后允许轻微变黄,不能变红
2、底胶无开裂、脱落、变黄、起泡、内部要致密.
100%
每次烘烤腻子时,必须将炉内车位放满,不得有空位.
地面烘干炉的使用详见《中涂烘干炉操作规程》
300
冷却
自然冷却至室温,禁止用冷水冲洗冷却
冷却
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
310
水打磨
600#砂纸
打磨垫块
自来水
砂纸是否按工艺要求使用。
1、表面缺陷打磨至平整,光滑,无手感
2、中涂打磨方向应一致,不应乱打磨,切忌将涂层打穿而露底材金属。
3、打磨后全车内外清洗干净。
1、注意打磨方式,棱线,边角避免打磨露底.
2、砂纸使用前要保持清洁
3、打磨时使用的自来水要清洁.
320
烘水
地面烘干室
烘干温度
100℃
烘干时间
15min
1、烘烤前车内应无积水,若有积水,则需用抹布将车内积水擦净,并且车身内不能有杂物.
2、烘烤后车身内外表面应无水滴.
3、车身内外表面保持清洁.
4、烘水时要将地面链启动,连续不间断烘水.
地面烘干炉的使用详见《中涂烘干炉设备操作规程》
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
330
冷却
自然冷却至室温,禁止用冷水冲洗冷却。
抽检
340
腻子交检
对车身及货厢表面进行检查,具体要求见《涂装检验指导书》
100%
350
移车
吊具
电葫芦
将车身从移动小车上移至中涂线车架上。
100%
三人完成。
1人操纵电葫芦,2人扶车身,将车身缓慢从移动小车上移至中涂线车架上。
注意:
在移动过程中不要将车身磕碰,车门不能摆动。
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
360
找补中涂漆前清洁
擦净室
粘性抹布
除油剂(汽油)
块布
擦车用小毛巾
确保喷漆前表面清洁无水、无锈蚀、无汗渍、无指纹、无盐碱、无打磨灰等亲水物质残存
装漆或稀料的桶只能使用金属桶.
禁止将漆桶放在诸如纸或纸板等非导电性材料的表面上.
370
喷找补中涂漆
喷漆室
喷枪
运输线
TRITON308漆泵
中涂漆DR-30-C
粘度杯(涂-4杯)
压缩空气
过滤布(150目)
压缩空气气压
0.6~0.8MPa
温度25±2℃
湿度≤70%
安全操作
1、保持喷漆室清洁.
2、压缩空气设备无水、无油污
3、中涂漆膜厚度30~40um左右
4、湿碰湿两遍喷涂,每道之间需有5分钟间隔进行闪干。
5、补漆部位要均匀一致不能有遗漏,流挂。
6、漆泵、漆桶要接地良好.
7、附着力不低于1级
8、漆膜硬度不低于HB
100%
对打磨后没有中涂漆的部位,进行找补中涂漆,保证车身表面中涂漆均匀一致。
工序号
工 序 内 容
设 备 及 材 料
管理项目
工 艺 要 求
检查频率
备 注
380
流平
流平室
运输线
流平温度
25±2℃
流平时间
10min
1、保证流平室清洁.
2、保证流平室温度.
3、保证流平室湿度.
每天要对流平室进行清扫,擦去室内灰尘。
390
烘烤找补中涂漆
烘干炉
运输线
燃烧器
烘干温度
140±5℃
烘干时间
30min
1、保证漆彻底干燥
2、中涂漆膜厚度30~40um
3、附着力不低于1级
4、漆膜硬度不低于HB
每天要对烘干炉进行清扫,擦去炉内灰尘。
地面烘干炉的使用详见《中涂烘干炉设备操作规程》
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
400
冷却
自然冷却至室温,禁止用冷水冲洗冷却。
100%
410
移车
吊具
电葫芦
安全操作
将车身从中涂线车架上移至移动小车架上。
100%
三人完成。
1人操纵电葫芦,2人扶车身,将车身缓慢从中涂线车架上移至移动小车上。
注意:
在移动过程中不要将车身磕碰,车门不能摆动。
工序号
工 序 内 容
设 备 及 材 料
管理项目
工 艺 要 求
检查频率
备 注
420
交车
800#水砂纸
垫板
原子灰
原子灰固化剂
刀片
腻子刀
添眼灰
800#水砂纸
垫板
原子灰
原子灰固化剂
刀片
腻子刀
1、要求车身无明显颗粒及凹凸不平处
2、保证车身内外表面清洁干燥
3、密封胶无破损
4、不允许有漏打的腻子表面
5、不允许有未打磨的腻子表面
6、边线齐
7、不允许有砂眼
8、不允许不平
9、不允许有明显砂纸道
100%
交检所有要求按工艺要求标准执行。
砂纸型号必须按工艺要求管理,严格执行工艺定额。
430
贴阻尼胶板
车身内表面无水
1、底表面清洁干燥
2、要求平整无翘起
3、不同车型胶板不允许串贴
4、胶板不允许贴错位
5、胶板粘贴不能堵工位孔
6、形状相近的胶板要按工艺尺寸进行粘贴
1次/台
工
序
号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
440
面漆前擦净
压缩空气
针织布
粘性抹布
喷漆室
酒精
车身表面无灰尘及打磨灰
1、首先用块布擦试,用压缩空气吹净
2、用酒精全车擦试
3、用粘性抹布将车身内外表面的灰尘及打磨灰全部擦净
4、对不清楚的印迹及溶剂不能除掉的印迹进行必要的打磨处理后擦净
抽检
450
喷金属漆
喷漆室
喷枪
金属漆
稀释剂
粘度杯(涂-4杯)
压缩空气
过滤布(200目)
温湿度计
温度25±2℃
湿度≤70%
粘度14.5~15s
出漆压力
0.6~0.8MPa
1、采用湿碰湿工艺喷涂三遍
2、漆膜平整光亮,颜色均匀一致。
2、不允许有明显桔皮
3、不允许有大面积流挂、缩孔、针孔、发花现象
4、不允许虚光、漏喷
5、允许有轻微的小颗粒
6、不允许有咬底现象
7、喷涂车身内外表面(核对部位)
8、外表面漆膜厚度15~20um。
抽检
工序号
工 序 内 容
设备及材料
管理项目
工 艺 要 求
检查频率
备 注
460
流平
喷漆室
流平温度25±2℃
流平湿度≤70%
流平时间10min
1、保证流平室清洁.
2、保证流平室温度.
3、保证流平室湿度.
470
喷罩光清漆
喷漆室
喷枪
TRITON308漆泵
罩光清漆(高温/低温)
清漆稀释剂
粘度杯(涂-4杯)
压缩空气
过滤布(300目)
温湿度计
温度25±2℃
湿度≤70%
粘度23s~26s
出漆压力
0.6~0.8MPa
安全操作
1、保持喷漆室清洁。
2、采用湿碰湿工艺两遍,喷涂每道间隔5分钟的闪干时间
3、不允许漏喷、虚喷
4、不允许流挂
5、喷涂速度均匀,漆膜表面丰满
6、外表面漆膜厚度30~40um
7、漆泵、漆桶要接地良好
8、压缩空气设备无水、无油污
装漆或稀料的桶只能使用金属桶.
禁止将漆桶放在诸如纸或纸板等非导电性材料的表面上.
工序号
工 序 内 容
设备及材料
管理项目
工艺要求
检查频率
备 注
480
流平
流平室
流平温度25±2℃
流平湿度≤70%
流平时间10min
流平室只有操作者可以进入,其他人禁止进入。
1、保证流平室清洁、无灰尘.
2、保证流平室温度.
3、保证流平室湿度.
抽检
每天要对流平室进行清扫,擦去室内灰尘,。
每天用拖布擦拭,保持地面没有灰尘(用手触摸没有灰尘)。
490
烘干
面漆烘干室
地面运输链
烘干温度145±5℃
烘干时间30min
1、保证漆彻底干燥
2、漆膜总厚度100~~110um左右
3、附着力不低于1级
3、硬度不低于HB
抽检
每天要对烘干室进行清扫,擦去室内灰尘,。
每天擦拭,保持地面及吸风道上表面没有灰尘。
(用手触摸没有灰尘)
工序号
工 序 内 容


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 车身 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《崔万志演讲观后感》.docx
《崔万志演讲观后感》.docx
-
《赤壁赋》理解性默写.docx
-
《匆匆》读书笔记15篇.docx
-
《公共政策概论》简答题题库.docx
-
《建设行政执法制度》.docx
-
《平凡的世界》读后感10篇.docx
-
《AUTO CAD》课程标准 2.docx
-
《搭石》课堂教学实录与评析2篇.docx
-
《广东省GSP认证现场检查项目》粤食药监.docx
-
《触摸春天》教案集合9篇.docx
-
《教育评价学》练习题库及答案.docx
-
《公差配合与测量》教案.docx
-
《软件工程》单项选择题答案.docx
-
《网页设计与制作Dreamweaver》试题附答案.docx
-
《易经》与中医学的关系.docx
-
①临床科室医疗质量管理记录册模板.docx
-
###经济开发区企业知识产权情况调研报告.docx
-
《别踩白块度典范版》设计计划文档.docx
-
《村居》教案模板合集七篇.docx
-
《高老头》读后感15篇.docx
-
《故乡》课堂教学实录.docx
-
《鉴定要素细目表》知识.docx
-
《脊椎病因治疗学》word版.docx
-
《马克思主义基本原理概论》考试真题及答案.docx
-
《人性论》读后感人性论读后感3000字.docx
-
《淘气包马小跳》读后感10篇.docx
-
《网页设计与制作》课程标准.docx
-
《小学音乐识谱教学有效性策略的研究》课题研究的中期报告.docx
-
《助产学》考试试题及答案01.docx
-
3分钟熟记精深中医针灸顺口溜附穴位图.docx
-
11大税种税法记忆口诀和计算方法.docx
-
《百家讲坛》观后感20篇.docx
-
中关村国家自主创新示范区条例.docx
-
中国电信的笔试题库.docx
-
中国国际收支平衡表分析.docx
-
运筹学》习题答案运筹学答案汇总共17页.docx
-
中国平板电脑市场分析报告.docx
-
在全区卫生工作会议上的讲话.docx
-
中国自古以来就是礼仪之邦.docx
-
怎样才能上好一节数学公开课.docx
-
中级经济师经济基础公式汇总之欧阳历创编.docx
-
最新苏教版5B英语unit4教学设计6课时教案.docx
-
最新西师大版数学小学五年级上册《问题解决》教学设计.docx
-
最新小学三年级语文上册阅读题及答案共7篇.docx
-
最新学生足球运动技能等级评定标准试行.docx
-
最新有关业务员个人工作总结模板汇总7篇.docx
-
最新整理初中英语教案范文.docx
-
最新中考满分作文《创意》.docx
-
最新资管新规细则全文.docx
-
住建局局长履职情况报告与住建局年底工作报告汇编.docx
-
最新原创材料进口合同.docx
