 气门摇杆支座加工工艺标准卡片.docx
气门摇杆支座加工工艺标准卡片.docx
- 文档编号:27325778
- 上传时间:2023-06-29
- 格式:DOCX
- 页数:16
- 大小:61.58KB
气门摇杆支座加工工艺标准卡片.docx
《气门摇杆支座加工工艺标准卡片.docx》由会员分享,可在线阅读,更多相关《气门摇杆支座加工工艺标准卡片.docx(16页珍藏版)》请在冰豆网上搜索。
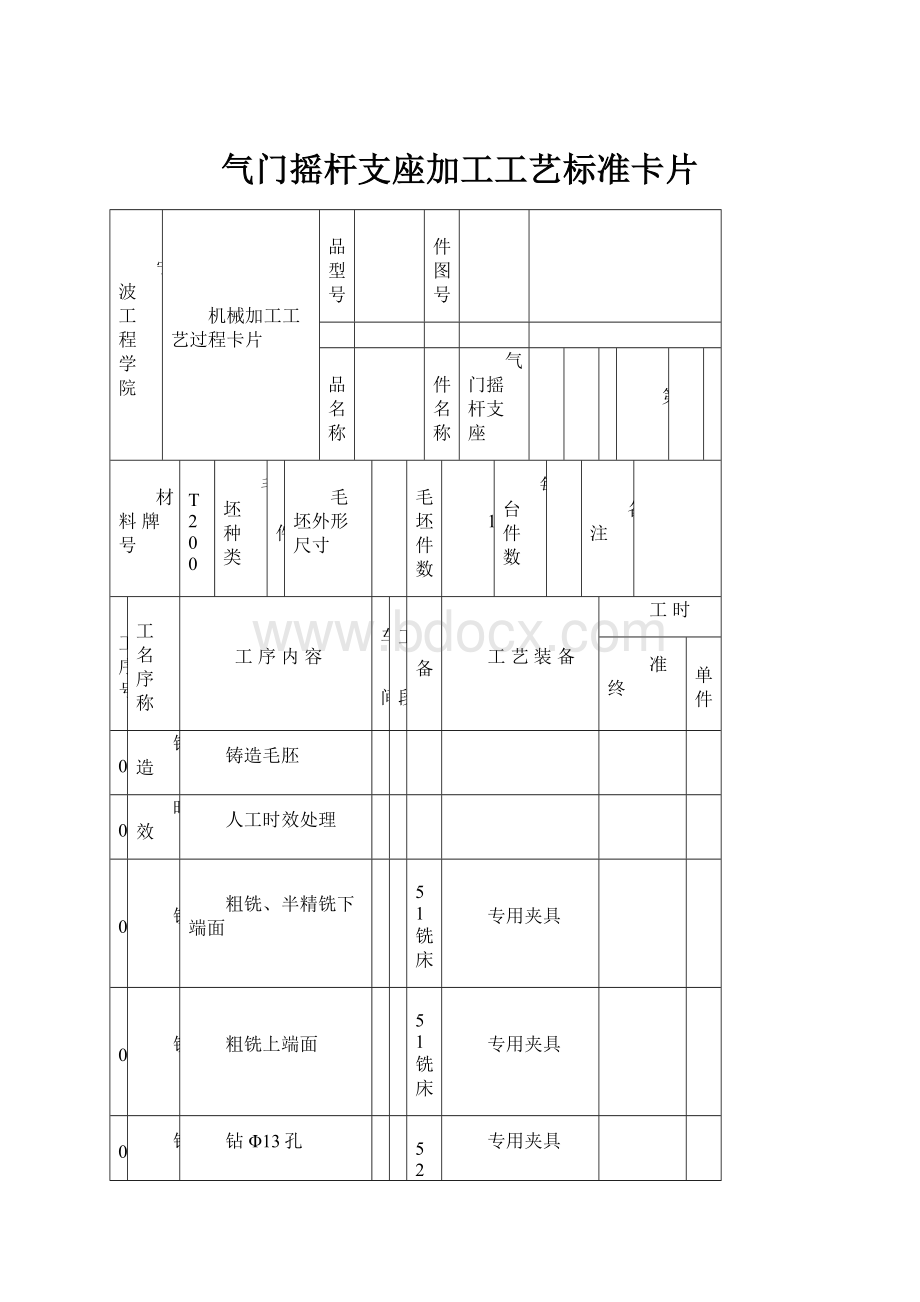
气门摇杆支座加工工艺标准卡片
宁波工程学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
气门摇杆支座
共
9
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
备注
工序号
工名序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
10
铸造
铸造毛胚
20
时效
人工时效处理
30
铣
粗铣、半精铣下端面
X51铣床
专用夹具
40
铣
粗铣上端面
X51铣床
专用夹具
50
钻
钻Φ13孔
Z525钻床
专用夹具
60
铣
粗铣、精铣左右端面
X61W铣床
通用夹具
70
钻
钻Φ18孔
卧式钻床
专用夹具
80
镗
镗孔至Φ20
镗床
专用夹具
90
铣
粗精铣轴向槽
X51铣床
通用夹具
100
去毛刺
去除全部毛刺
钳工台
110
入库
120
130
140
150
160
170
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
毛坯
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇杆支座
共
9
页
第
2
页
车间
工序号
工序名称
材料牌号
10
铸造
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
铸造
砂型机器造型模
2
3
4
5
6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
铣
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇杆支座
共
9
页
第
3
页
车间
工序号
工序名称
材料牌号
30
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
X51铣床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣下端面至81
d=Φ60,硬质合金端铣刀
475
89.5
1
2
1
2
半精铣下端面至80
d=Φ40,硬质合金端铣刀
675
84.8
0.5
1
1
3
4
5
6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
铣
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇杆支座
共
9
页
第
4
页
车间
工序号
工序名称
材料牌号
40
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
X51铣床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣上端面至78
d=Φ30,硬质合金端铣刀
900
84.78
1
2
1
2
3
4
5
6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
钻
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇杆支座
共
9
页
第
5
页
车间
工序号
工序名称
材料牌号
50
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
Z525钻床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻两个孔至Φ13
直柄长麻花钻
475
19.4
0.35
78
1
2
3
4
5
6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
铣
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇杆支座
共
9
页
第
6
页
车间
工序号
工序名称
材料牌号
60
粗铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
X61W铣床
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣左右端面至43.5
d=Φ40,硬质合金端铣刀
675
84.8
1
1
1
2
精铣左右端面至42
d=Φ40,硬质合金端铣刀
675
84.8
0.5
0.75
1
3
4
5
6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
钻
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇杆支座
共
9
页
第
7
页
车间
工序号
工序名称
材料牌号
70
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
卧式钻床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻孔至Φ18
锥柄长麻花钻
275
15.5
0.35
42
1
2
3
4
5
6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
镗
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇杆支座
共
9
页
第
8
页
车间
工序号
工序名称
材料牌号
80
镗
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
镗床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗镗至Φ19.8
机夹单刃镗刀
15
0.2
1.8
1
2
半精镗至Φ20
机夹单刃镗刀
72
0.1
0.2
1
3
4
5
6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
铣
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇杆支座
共
9
页
第
9
页
车间
工序号
工序名称
材料牌号
90
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
X51铣床
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣轴向槽3
D=Φ80mm,L=3mm锯片铣刀
75
3
3
1
2
3
4
5
6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 气门 摇杆 支座 加工 工艺 标准 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
技术部年度述职报告范文4篇.docx
-
人教版一年级下册语文教案识字4 猜字谜.docx
-
技术员个人工作计划新版.docx
-
人事部实习报告总结.docx
-
加入学生会申请书.docx
-
人文素养学习心得体会doc.docx
-
监控项目施工组织方案.docx
-
三级数据库059.docx
-
家居装饰主材施工验收标准docx.docx
-
人教版部编八年级历史上册期末复习速记精选文档.docx
-
日常监督检查任务清单.docx
-
市政工程挡土墙内业资料范本详解.docx
-
铝合金门窗制作安装承包合同书.docx
-
没有烦恼的生活.docx
-
煤炭企业作业成本管理研究.docx
-
美国证券法全文之欧阳育创编.docx
-
门户网站升级改造技术方案.docx
-
苗木种植反季节施工方案完整.docx
-
民办公共经济法思考题解答.docx
