 第10章典型数控机床.docx
第10章典型数控机床.docx
- 文档编号:27450306
- 上传时间:2023-07-01
- 格式:DOCX
- 页数:22
- 大小:533.67KB
第10章典型数控机床.docx
《第10章典型数控机床.docx》由会员分享,可在线阅读,更多相关《第10章典型数控机床.docx(22页珍藏版)》请在冰豆网上搜索。
第10章典型数控机床
第10章典型数控机床
因为各院校的数控机床型号不一,系统不同,故应根据实际应用的数控机床进行教案。
这里只对西门子802D系统进行简单的介绍。
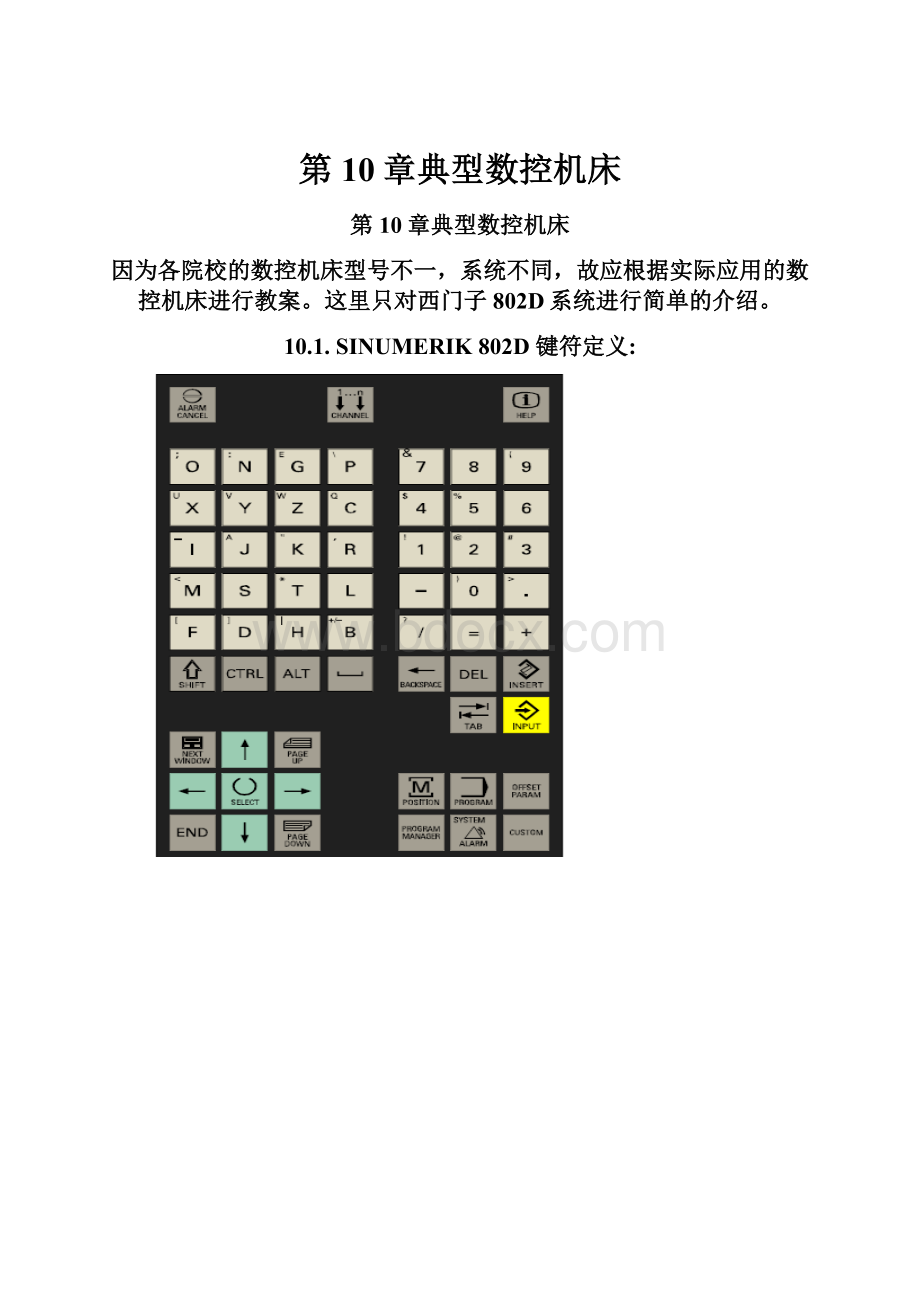
10.1.SINUMERIK802D键符定义:
10.2.外部机床控制面板
10.3SINUMERIK802D系统简介
1.屏幕划分
如图10-1所示,系统屏幕可以划分为以下三个区域:
(1>状态区
(2>应用区
(3>说明及软键区
图10-1SINUMERIK802D系统界面
状态区显示:
说明及软键区:
操作区域:
10.4直角坐标系
坐标系:
机床中使用顺时针方向的直角坐标系。
机床中的运动是指刀具和工件之间的相对运动。
图10-2直角坐标系中坐标方向的规定
机床坐标系(MCS>:
机床中坐标系如何建立取决于机床的类型,它可以旋转到不同的位置。
图10-3铣床中机床坐标系/坐标轴
工件坐标系(WCS>:
用于工件编程时对工件的几何位置进行描述。
工件零点可以由编程人员自由选取,编程员无需了解机床上的实际运行,也就是说不管是工件运动还是刀具运动,方向始终以工件不动而刀具运动来定义。
图10-4工件坐标系
相对坐标系:
除了机床坐标系和工件坐标系之外,该系统还提供一套相对坐标系。
使用此坐标系可以自由设定参考点,并且对工件坐标系没有影响。
屏幕上所显示的轴运动均相对于这些参考点而言。
工件装夹:
加工工件时工件必须夹紧在机床上。
固定工件,保证工件坐标系坐标轴平行于机床坐标系坐标轴,由此在坐标轴上产生机床零点与工件零点的坐标值偏移量,该值作为可设定的零点偏移量输入到给定的数据区。
当NC程序运行时,此值就可以用一个编程的指令<比如G54)来选择。
图10-5工件在机床上
当前工件坐标系:
编程时编程员可以通过TRANS指令设定一个相对于工件坐标系的零点偏置,由此产生所谓的“当前工件坐标系”。
图10-6工件坐标系与当前工件坐标系
10.5开机和回参考点
说明:
在给系统和机床通电以后,必须参照机床的操作说明,因为“开机和回参考点”这一功能与机床的关系很大。
机床控制面板不同,则操作有可能不完全一样。
标准机床控制面板802DMCP的操作步骤:
第一步:
接通CNC和机床电源。
系统启动以后进入“加工”操作区JOG运行方式。
出现“回参考点”窗口如图10-7所示。
图10-7JOG方式回参考点状态图
第二步:
按机床控制面板上的回参考点键
,启动“回参考点”功能。
在“回参考点”窗口中(图10-7>显示了该坐标轴是否必须进行回参考点操作。
显示该坐标轴未回参考点,故必须进行回参考点操作。
显示该坐标轴已经到达参考点。
第三步:
按机床控制面板上的坐标轴方向键给每个坐标轴逐一回参考点。
各轴回参考点完成后,可通过选择另一种运行方式<如MDA、AUTO或JOG)结束该功能。
注意:
<1)“回参考点”只有在JOG方式下才可以进行。
<2)如果选择了错误的回参考点方向,则不会产生运动。
10.6手动控制运行
手动控制运行指JOG方式和MDA方式。
1.JOG运行方式
JOG<点动)方式包括三种:
JOG<点动)运行方式、增量运行方式和手轮运行方式三种。
1)JOG<点动)运行方式
操作步骤:
①按机床控制面板上的JOG<点动)键,选择JOG运行方式;
②按机床控制面板上的键,移动相应的坐标轴。
只要相应的方向键一直按着,坐标轴就一直连续不断地以“设定数据”<在界面中)中规定的速度运行,如果“设定数据”中此值为“零”,则按照机床数据中存储的值运行。
需要时可以使用修调开关来调节运行速度。
若同时按住相应的坐标轴键和“快进”键,则坐标轴以快进速度运行。
<2)增量运行方式
操作步骤:
①按机床控制面板上的“增量选择”键,选择增量运行方式;
②每按一次键,则相应的坐标轴以步进增量运行。
<3)手轮运行方式
操作步骤:
①按机床控制面板上的JOG<点动)键,进入JOG运行方式;
②按软键
,显示如图10-8所示,移动光标选择要移动的手轮轴,然后按动相应的坐标轴软键来移动坐标轴。
图10-8“手轮”窗口
10.7参数设定(对刀>
在CNC进行工作之前,必须在NC上通过参数的输入和修改对机床、刀具等进行调整:
*输入刀具参数及刀具补偿参数
*输入/修改零点偏置
*输入设定数据
1.输入刀具参数及刀具补偿参数
刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量,每个刀具有一个刀具号(T--号>。
操作步骤:
按此键,打开刀具补偿参数窗口,显示所使用的刀具清单如图10-9所示。
可以通过光标键和“上一页”、“下一页”键选出所要求的刀具。
图10-9刀具参数设定
可通过以下步骤输入补偿参数:
<1)移动光标定位于输入区;
<2)输入数值;
<3)按输入键
。
注意:
最多可以建立48个刀具。
2.建立新刀具
操作步骤:
(1>按键,如图10-9所示;
(2>按键,如图10-10所示;
(3>选择刀具类型,按键<或键),如图10-11所示;
图10-10新刀具窗口
图10-11新刀具号输入
(4>填入相应的刀具号。
(5>按键
确认输入,在刀具清单中自动生成数据组--零。
3.确定刀具补偿值<对刀)
功能:
利用此功能可以计算刀具TXX未知的几何长度。
前提条件:
换入该刀具。
在JOG方式下移动该刀具,使刀尖到达一个已知坐标值的机床位置,这可能是工件上的一个已知位置<比如工件零点)。
过程:
输入参考点坐标X0,Y0或者Z0。
注意:
铣刀要计算长度l和半径,车刀则仅须计算长度l。
利用F点的实际位置(机床坐标>和刀尖所在的参考点(已知坐标值>,系统可以在所预选的坐标轴方向计算出刀具补偿值长度l或刀具半径如图10-12所示。
说明:
可以使用一个已经计算出的零点偏置(比如G54值>作为已知的机床坐标。
在这种情况下,可以使刀沿运行到工件零点。
如果刀沿直接位于工件零点,则偏移值Offset为零。
图10-12计算钻头的长度补偿:
长度l(Z轴>
对刀操作步骤:
<1)换入该刀具。
在JOG方式下移动该刀具,使刀尖到达一个已知坐标值的机床位置,这可能是工件上的一个已知位置<比如工件零点)。
<2)按键
,如图10-9所示;
<3)移动光标到该刀具号所在行;
<4)按软键
,打开刀具补偿值窗口,自动进入位置操作区,如图10-13所示;
图10-13选择手动或半自动测量
<5)按
软键,打开补偿值窗口,如图10-14所示
长度测量
刀具直径测量
图10-14“对刀”窗口
<6)在X0,Y0或者Z0处登记一个刀具当前所在位置的数值,该值可以是当前的机床坐标值,也可以是一个零点偏置值。
如果使用了其它数值,则补偿值以此位置为准。
<7)按软键“设置长度”或者“设置直径”,系统根据所选择的坐标轴计算出它们相应的几何长度l或直径。
所计算出的补偿值被存储。
如果在刀具和工件之间装有间隔物,可以在“清除”区定义它的厚度。
思考题
1.数控机床的控制面板?
2.数控机床的开机过程?
3.数控机床的手动操作?
4.数控机床的刀具设置与对刀过程?


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 10 典型 数控机床
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
人教版八年级生物上册 55病毒习题3 带答案.docx
-
交通安全设施施工方案技术交底.docx
-
我国当前社会保障制度存在的问题及完善措施.docx
-
机电产品国际招标投标实施办法商务部13号令.docx
-
教师专业化发展.docx
-
五年级学生分组实验报告单用.docx
-
急诊科常用静脉泵入药物配置表.docx
-
西南大学秋0779企业战略答案.docx
-
技术投标书施工组织方案.docx
-
节假日期间安全注意事项正式版.docx
-
精品矿山测量工技术比武试题库.docx
-
现实主义哲学 现实成熟男人哲学句子.docx
-
加强带代替后浇带施工方案最终版本.docx
-
酒店筹建顾问服务合同模板.docx
-
销售房屋代理合同合同范本.docx
-
检验检测机构内部审核检查表.docx
-
酒店投资估算报告doc.docx
-
建筑工程管理与实务年真题考卷及解析.docx
 计算机组成原理第五章课件白中英版.ppt
计算机组成原理第五章课件白中英版.ppt
