 chapter机械设备.docx
chapter机械设备.docx
- 文档编号:27505318
- 上传时间:2023-07-02
- 格式:DOCX
- 页数:38
- 大小:46.81KB
chapter机械设备.docx
《chapter机械设备.docx》由会员分享,可在线阅读,更多相关《chapter机械设备.docx(38页珍藏版)》请在冰豆网上搜索。
chapter机械设备
封面
作者:
PanHongliang
仅供个人学习
第十一章主要机械设备
流化催化裂化装置的机械设备,是完成工艺过程必不可少的装备条件。
作为主要机械设备的旋风分离器、滑阀或塞阀、内外取热器和大型转动机械等,其工程技术的发展与催化裂化工艺技术的发展相辅相成。
催化裂化工程师应当对这些主要机械设备的工艺技术问题进行深入细致的了解和研究。
第一节旋风分离器
旋风分离器是催化裂化装置中最为常用的气固分离设备,按分离程度的不同可划分为粗旋风分离器、高效旋风分离器和第三级旋风分离器三种,实际应用中有多种型式。
反应器和再生器所属旋风分离器一般采用二级串联方式,以保证高的催化剂颗粒回收效率,也有的反应器采取快分与单级旋风分离器两者组合的形式。
旋风分离器内两相流动的主导作用是气流运动,其内部气体和颗粒的运动十分复杂,许多学者对其进行过大量的研究,归结出许多有关的理论和模型。
这些理论和模型可参阅有关文献,本节着重从工业应用角度予以相应表述。
一一、二级旋风分离器
(一)旋风分离器的型号
催化裂化装置采用的旋风分离器有多种型号。
随着工艺要求苛刻度的不断增加和研究工作的不断深入,国外早期的Ducon、Bue11、VanTongeren和国内早期的I型和Ⅱ型等老式旋风分离器已逐渐被具有更大高径比、出口处有缩径的高效旋风分离器所替代。
这些新型旋风分离器中,最具代表性的有国外GE型和Emtrol型以及国内新研制的PV型高效旋分器。
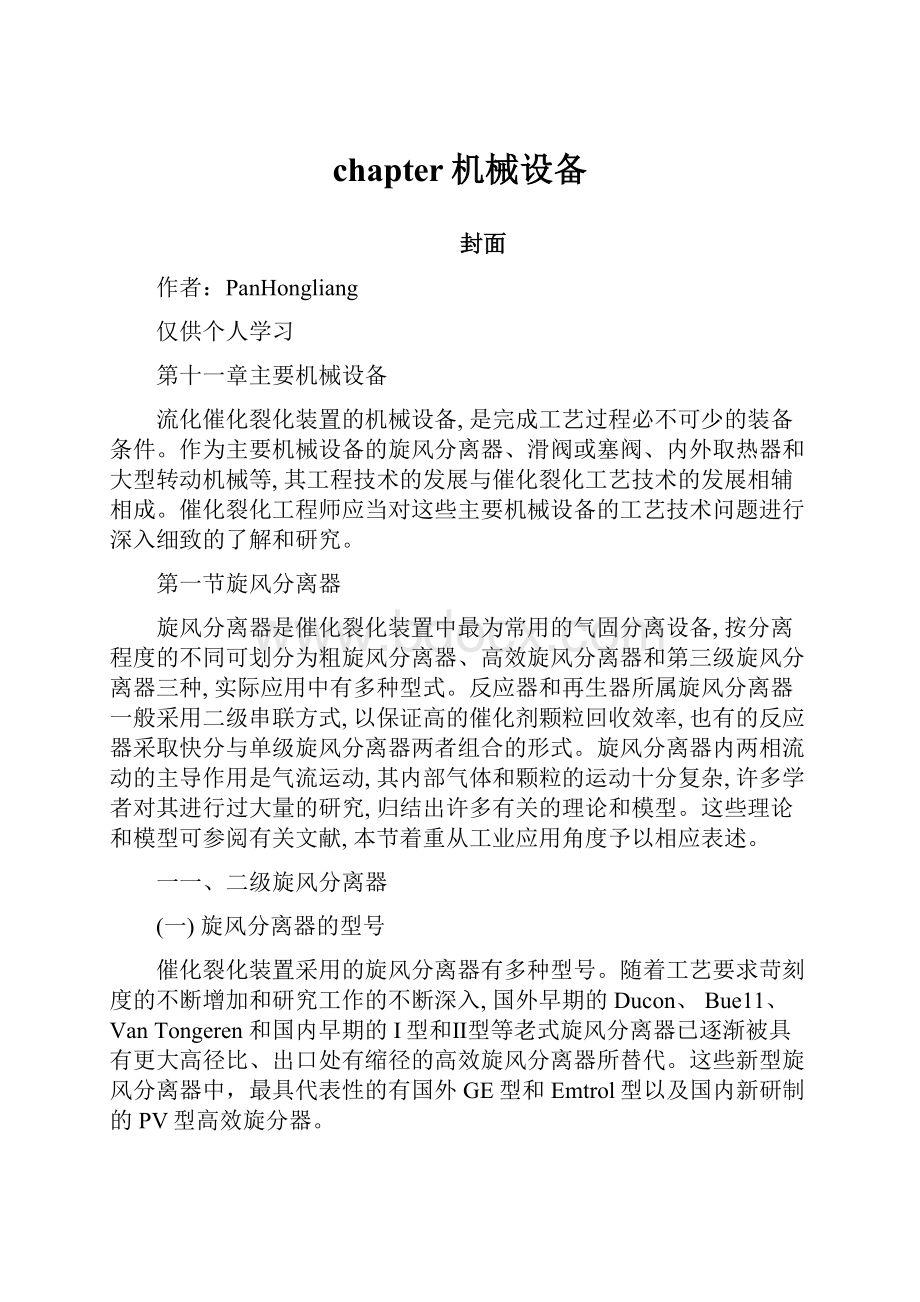
各类型旋风分离器的共同结构、尺寸和符号的定义示于图11-1,催化裂化装置上常用的几种类型的主要结构参数见表11-1。
图11-1旋风分离器主要结构尺寸
符号说明(所有尺寸均为衬里后数值):
D—筒体直径。
A—入口管高度。
B—入口管宽度。
hr—气管插入深度。
dc—排气管上口直径。
dr—排气管下口直径。
dc—排尘口直径。
L1—圆柱段高度。
L2—圆锥段高度。
表11一1工业旋风分离器的结构参数
类型
结构参数
Ducon
SDGM
Ducon
VM.M
Buell
AC430
VanTongeren
AC435
GE
Catclone
PV
E型
a/D
0.48
0.64
0.64
0.64
0.61
b/D
0.26
0.28
0.28
0.28
0.27
KA
~6
4.75,5.5,7.5
4~6
4.5,3.7
de/D
0.47
0.56
0.56
dr/D
~0.54
0.4~0.55
0.44,0.31,0.25
0.25~0.50
0.44,0.34
dc/D
~0.3
0.40
0.40
0.40
0.4
0.40
0.40
hr/a
0.35
0.80
1.0~1.1
L1/D
1.33
1.33
1.42
1.33
~1.45
L2/D
1.33
1.33
2.05
2.05
2.12
L/D
2.83
3.2
3.66
~5.6
~4.96
标准为5.2,可灵活调整
~4.98
尽管各型号的具体尺寸不同,但重要的结构参数即该尺寸与筒体内径(衬里后)的比值彼此接近。
时铭显在研究了主要结构参数的优化匹配后指出:
KA==dr/D是影响分离效率和压降的两个关键参数,把它们与入口气速和筒体直径进行优化组合就能选出在一定压降下效率最高的结构参数。
有关旋风分离器结构参数计算的符号定义如下:
=2.5rKA1/3=D/1
=L3/Dr=dr/D
e=de/Dc=dc/D
=/D=b/D
1=L1/D2=L2/D
=hr/DLs=L2+L3
KA值的常用范围为4~6。
大的数值可提高效率并降低压降,但在一定气量下也加大了分离器直径。
dr/D值决定了外旋流区的大小与离心力场的强弱,此值越小,分离效率越高,但压降也越大,但过小时则会将下口处颗粒夹带入排气管,所以通常选取dr/D=0.25~0.50,第一级取较大值,第二级取较小值。
其他的主要结构尺寸和参数有:
①壳体直径衬里后以1.3m以内为宜。
直径大则效率低,且不便安装拆卸。
②分离器的高径比,其中从排气管下口到排尘口的距离Ls称为分离空间高度,是一个重要尺寸,在一定范围内Ls/D值越大,效率越高,但压降增加并不显著。
现在高效系列一般在3.0~3.2,当然过大的数值徒然加大了旋风分离器和再生器稀相空间的高度,增大了投资。
③排气管插入深度hr与入口管高度a的比值hr/a较大时有利于缓和下口处的短路流,所以一般取0.8以上的数值。
④排尘口直径dc对内旋流的稳定性有影响,一般要求它大于内旋流直径(约为dr的60%~75%),才不致影响回收效率,dc过大又造成窜入灰斗的气体增多,因而通常取dc/D=0.4。
⑤灰斗的直径和高度有足够大的容量即可,但其高度应使分离器锥体的投影顶点离料腿顶端不少于0.1D以减少旋转气流对料腿上部的磨蚀,同时料腿上部耐磨衬里高度应不少于0.6m。
(二)旋风分离器的压降
携带颗粒的气体进入旋风分离器以后产生的压力损失包括:
①入口的摩擦阻力和颗粒加速度。
②进入分离器后的突然扩大。
③器壁摩擦阻力。
④器内旋流引起的动能损失。
⑤进入排气管的突然缩小。
⑥排气管内的摩擦阻力等项。
其中前三项和第四项的大部分构成入口到灰斗上方的损失,又称为灰斗抽力,以△Ps表示。
全部六项之和扣除在排气管内由于速度降低的能量回收项构成旋风分离器的总压降,以△PT表示。
由于颗粒的存在加大了入口部分的压降,但却因颗粒群能降低气流的切向速度,减小速度指数n,从而减少了第③、④项损失。
严格说来,压降还应包括进出口的静压(位能)变化,但一般可忽略不计。
近年来,高效旋风分离器的应用使得其综合阻力系数由原来的单一数值分解为与结构参数有关的多种阻力系数。
下面只介绍现在常用的新的旋风分离器压降△PT及其灰斗抽力△Ps的计算方法。
对单级:
△Ps=[K1(Ci+ρg)+K4K3ρg](11-1)
△PT=[K1(Ci+ρg)+K4K2ρg](11-2)
对两级串联:
△Ps={u12[K1(Ci+ρg)+K4K31ρg]+u22K32ρg}/2(11-3)
△PT={u12[K1(Ci+ρg)+K4K21ρg]+u22K22ρg}/2(11-4)
式中:
△Ps——灰斗抽力,用于计算料腿料封。
ρg——气体密度,kg/m3。
K1——与固体粒子加速度有关的压降系数,一般采用1.1。
K2i=[()(r-2n-1)+fr-2n](11-5)
K3i=[c-2n-](11-6)
以上K2i和K3i应按一、二级旋风分离器的结构参数分别计算。
f=0.88n+1.70(11-7)
式中:
n——旋流指数,
n=1-(1-0.67D0.14)(T/288)0.3(11-8)
Ci——一级旋风分离器入口浓度,kg/m3。
K4——与Ci有关的系数,见表11-2。
T——旋风分离器入口气流温度,K
表11-2K4与Ci的关联
Ci,kg/m3
0.1
0.5
1.0
3.0
5.0
10.0
K4
0.896
0.850
0.812
0.686
0.595
0.450
Emtrol公司发表了△Ps与△PT的曲线,分别与Ci及结构参数r、Ls/D和型号参数M关联。
经变换为阻力系数形式:
△Ps=[Ksρg+Ka(Ci+ρg)](11-9)
△PT=[KTρg+Ka(Ci+ρg)](11-10)
Ks=32.2(1-0.075Ci0.65)(r)-0.74(Ls/D)-0.74KA-0.6(11-11a)
KT=8.55(1-0.075Ci0.65)(r)-2.3KA-1.0(11-11b)
式中:
Ka——与颗粒加速度有关的系数,可取值1.0。
除以上两种方法外,石油大学时铭显还提出了计算PV型旋风分离器压降的关联式:
式中:
△PT——PV型旋风分离器总压降,Pa。
Cio——0.01kg/m3。
μ——气体粘度,Pa·s。
[例11-1]某催化裂化装置再生器内两级串联旋风分离器的操作参数和设备尺寸分别如下:
D
m
a×b
m2
dc
m
dr
m
Ci
kg/m3
ρg
kg/m3
Ls
m
u
m/s
T
K
一级
1.244
0.2547
0.5
0.5
8.0
0.75
3.53
23.5
933
二级
1.244
0.2221
0.5
0.4
0.75
3.58
26.9
933
试用上述两种方法分别计算旋风分离器压降和灰斗抽力。
解:
方法一:
计算过程和结果如下表:
KA
dr/D
dc/D
n
f
K1
K2
K3
K4
△Ps
Pa
△PT
Pa
一级
4.772
0.40
0.40
0.56
2.19
1.1
14.44
6.15
0.5
3295
4153
二级
5.472
0.32
0.40
0.56
2.19
1.1
20.68
5.36
1454
5611
两级串联
4749
9764
方法二:
计算过程和结果如下表:
KA
dr/D
Ls/D
Ka
Ks
KT
△Ps
Pa
△PT
Pa
一级
4.772
0.40
2.84
1.0
8.15
10.47
4104
4584
二级
5.472
0.32
2.88
1.0
12.34
21.48
3348
5829
两级串联
7452
10413
(三)旋风分离器的分离效率
旋风分离器的分离效率与其结构参数以及气流入口速度有密切的关系,曲型的曲线见图11-2。
图11-2反映了旋风分离器的工作性能。
实际的效率曲线有一个峰值,如超过B点的负荷,则由于颗粒被二次夹带,使实际曲线与理论曲线偏离。
所以正常操作范围应把气体负荷限制在A点和B点之间,同时,气体入口和出口流速还是影响旋风分离器压降的重要因素,过高的速度将会对设备产生较严重的磨蚀,影响使用周期,气体速度的最大值见表11—3。
此外,颗粒的尺寸和性质(如几何形状和颗粒密度)以及气体性质(密度、粘度)对分离效率也有一定影响。
特别应提到的是在其他条件相同时,不同的颗粒直径具有不同的分离效率,如图11-3所示。
图11—2不同颗粒直径的分离效率
图11—3旋风分离器工作曲线
表11—3旋分器出入口流速上限值
入口流速m/s
出口流速m/s
高径比L/D
第一级
第二级
21
24
30
45
54
3.6
4.8
催化裂化催化剂的筛分组成较宽,至少可分为四个粒级。
各个分级粒径的粒级效率Ei对综合效率影响较大,但在工业操作条件下逐项测出不同粒级的分离效率十分困难,用一个平均粒径作为代表又会与实际情况有很大出入,为此提出了用50%分离效率的切割粒径dc50作为具体参数,把不同粒径比dP/dc50和Ei关联的方法。
从不同的旋风分离理论出发,可以导出不同的计算dc50的关联式。
其中从边界层分离理论导出的公式计算值与实际值较接近,可以计算而得的dc50数值乘以1.5系数再用。
有关理论和推导过程的介绍可参阅有关文献,这里只列举所提出的计算式。
从边界层分离理论导出的Leith和Licht式:
dc50=3(0.3465)n+1(11-13)
式中:
n——旋流指数,定义见式(11—8)
KV=[(1-e2)(2-)+(1-)+(+-1)(1+-2)-r2](11-14a)
=1-(11-14a)
粒级效率可由下式求得:
Ei=1-exp[1-0.693(dp/dc50)(1/(n+1))](11-15)
上述各式中符号定义如图11-1所示。
其他为:
dc50——具有50%分离效率的切割粒径,μm。
Ei——各分级粒径的粒级效率。
μ——混合气体动力粘度,Pa·s。
ρp——固体颗粒的颗粒密度,kg/m3。
由粒级效率Ei和粒级组成Xi可以计算综合分离效率E:
E=1-(11-16)
图11—4入口颗粒浓度对分离效率的影响
对于两级串联的分离器,总分离效率Et和第一级效率E1及第二级效率E2的关系是:
Et=1-(1-E1)(1-E2)(11-17)
Ei大部分在入口浓度Ci很低时测定,当Ci值高达4~10kg/m3时,由于颗粒的集聚机会增大很多,故浓度较高时回收效率大为提高。
Zenz用多组曲线表示了入口浓度对回收效率的修正,参见图11-4,此图只适用于综合效率的修正。
关于PV型旋风分离器分离效率的计算,石油大学金有海、罗晓兰等人运用相似理论对旋风分离器内气固两相流动方程进行分析,得到影响分离性能的八个相似准数:
St,Re,Fr,Dd,Dt,KA,r和Cr,将这些准数与分离效率进行关联,提出如下粒级效率计算公式:
>0.9时,
(11-18a)
0.6≤≤0.9时,
(11-18b)
<0.6时
(11-18c)
式中:
——颗粒直径为δ时的粒级效率;
Cr=Ci/Cio
当Ci≤0.05kg/m3时,a=0.06;
当Ci>0.05kg/m3时,a=0.10。
(11-18d)
(11-18e)
式中:
a1~a6——常数;
b1~b5——常数;
其中:
δ——颗粒直径,m;
δm——入口颗粒平均直径,m;
其余符号意义同前。
11-18式适用范围:
St<1,Re=(1~20)×105,r=0.2~0.6,KA=4.0~7.5,Ci≤3.0kg/m3。
若某一颗粒的>0.9,则称其为“粗颗粒”,其分离过程主要受分离器内气流平均速度即离心力场的影响。
若<0.6,这种颗粒称为“细颗粒”。
此时,分离器内的湍流场对分离性能的影响不可忽略,而离心力场的影响则相对减弱。
当颗粒的=0.6~0.9时,可将这种颗粒看作“中颗粒”,其分离过程要受到平均速度场和湍流场的双重影响。
[例11-2]已知两级串联旋风分离器第一级入口催化剂筛分组成Xi(见下表),入口浓度Ci=5kg/m3,切割粒径:
第一级4×10-6m,第二级3×10-6m,用式(11-16)计算粒级效率和总分离效率。
解:
取1/(1+n)=0.64,有关计算数据见下表:
两级串联旋风分离器的总分离效率计算示例
粒级
Xi
dPi
dPi/dc50
1-Ei
Xi(1-Ei)
第
一
级
0~20
20~40
40~80
>80
∑
0.01
0.20
0.74
0.05
1.00
10
30
60
100
2.5
7.5
15.0
25.0
0.30
0.081
0.020
0.0043
0.003
0.016
0.015
0.0002
0.0342
E10=1-0.0342
=0.966
C1=5
E1c=0.994
第
二
级
0~20
20~40
40~80
>80
∑
0.089
0.47
0.44
0.001
1.00
10
30
60
100
3.3
10
20
33
0.20
0.04
0.006
0
0.018
0.019
0.003
0
0.040
E20=1-0.040
=0.960
C2=5(1-0.994)
=0.03
E2c=0.983
总效率Et=1-(1-0.994)(1-0.983)=0.9999
可以看出总效率已达99.99%,如用Zenz图计算分级效率,总效率还要高。
二第三级旋风分离器
为了回收高温烟气的压力能,大中型催化裂化工业装置通常装备有烟气轮机。
它和工业燃气轮机工作条件的主要差别是气流中含有一定浓度的固体颗粒,在高的气速下会给轮机的叶片(静叶和动叶)及轮盘等部件造成磨蚀,从而影响其使用寿命和运行周期。
因此对烟气的含尘浓度及颗粒尺寸均提出严格的要求,即总量不大于200mg/m3n,且其中直径10μm以上颗粒数量不大于5%(重)。
因10μm颗粒的磨蚀程度比5μm颗粒大几十倍甚至上百倍。
一般再生器出口烟气含催化剂在1g/m3n左右,其中大于10μm的颗粒约占70%。
这就需要采用处理气量很大且对细颗粒分离效率很高的气固分离设备,而专门为此设计的旋风分离器可以满足要求。
这种旋风分离器体积较大,安装在再生器外部,但习惯上仍按再生器内气固分离的顺序称之为第三级旋风分离器。
(一)结构特点
大气量和高分离效率的设计方案的主要思路是采用小直径的多个旋风分离器并联运行。
目前工业上使用的三级旋风分离器有三种类型,一种是普通的布埃尔型旋风分离器或杜康型旋风分离器,一种是多管旋翼式旋风分离器,另一种是旋流式旋风分离器。
普通型三级旋风分离器其烟气进口总管位于旋风分离器中间,净化后的烟气经由出口集合管到出口总管。
分离出来的催化剂颗粒由料腿进入沉降料斗,其下方有气动滑阀可定时开启把粉料卸到下面的大卸料斗中。
这种形式的三级旋风分离器在整体系统设计上要考虑气流分配均匀、料腿排料通畅(底部的重锤式逆止阀要启闭灵活),操作管理上要精心(料腿表面温度要保持在100℃以上防止堵塞),但分离效果还不理想,未能得到推广应用。
如果把旋风分离器直径进一步缩小,例如0.25~0.30m,就成为管式旋风分离器(简称旋风管)。
因为数量达几十个甚至上百个,为了简化进出口管路联接,使设备紧凑合理,就需要采用公用的进气、排气室及灰斗,组合成为具有单一壳体的多管式三级旋风分离器。
这种类型的总分离性能取决于每个旋风管,这就一方面要求提高旋风管的效率,另一方面要使各个旋风管全部尺寸完全一样,在进气量相同时产生相同的压降。
同时进气、出气室要有足够大的容积以保证气流分配均匀。
此外还采取从灰斗向外抽气(回收固体细粉与气体一并排出)的措施,可以防止部分含尘气倒流入某些压降偏大的旋风管,形成窜流返混而导致效率下降。
典型的多管式三级旋风分离器结构示于图11-5。
Shell石油公司60年代开发的高效旋风管(见图11-6)其内径为0.25m,高径比约4,直筒形导叶式轴向进气,底板上开设两个10×20mm的排尘孔,对称布置,底板上缘与管内壁间有宽约15mm的环隙。
这种旋风管已成功地应用在催化裂化装置的第三级旋风分离器上。
图11-5多管式三级旋风分离器图11-6旋风单管
1——烟气入口。
2——烟气出口。
1——烟气入口。
2——烟气出口。
3——含催化剂排气4——旋风单管。
3——含尘气出口。
4——叶片。
5——排尘孔5——耐磨蚀材料
70年代Shell公司进一步改进了原有的旋风管,去掉了排尘底板,利用排尘气排出旋风管底部所产生的旋转气流的屏障作用阻止了窜流返混。
这种改进型(见图11-7)的特点是结构简单且操作弹性较大,但是截面气速也要选得大。
石油大学和北京设计院开发了一种新的旋风管结构,取名为EPVC-I型。
主要特点是在排气管下端装了分流型芯管,它可以大大减少排气管下口短路流的影响,从而提高了效率。
在此基础上,配以不同的导向叶片及泄料结构,构成了EPVC系列旋风管,见图11-8。
图11—7改进型旋风单管图11—8aEPVC系列旋风管图11—8bEPVC-I型分流芯管
1——烟气入口。
2——烟气出口。
3——含催化剂排气口;
4——叶片。
5——耐磨蚀材料
以上介绍的多管式三级旋风分离器采用立置式的旋风管。
80年代美国Polutrol公司推出卧置式旋风管的新型高效分离器,名为Europos型,如图11-9所示。
进气中的颗粒在进入各卧置式旋风管前先利用惯性分离作用将其中10μm以上的较粗颗粒在空间B内预分离出来,然后从切向进入各个分离单管。
上百个分离单管沿分离器本体的圆周方向和轴向呈螺旋形安装在内部锥体C和出口集合管壁上,按准水平位置布置。
分离单管为整体铸造,其结构如图11-10所示。
入口有斜面迫使颗粒集中于外壁运动,并有一个对大颗粒起到屏蔽作用的特殊挡板。
斜面的斜角θ太小会使颗粒分离不好,太大时粗颗粒易和外壁碰撞,也影响分离效果,因此θ角要根据颗粒大小确定。
图11—9卧置多管式三级旋风分离器
1——气体入口。
2——内部锥体。
3——净化气出口集合管。
4——细催化剂存放空间。
5——催化剂出口。
6——粗催化剂出口。
7——裙座。
8——粗催化剂收集器。
9——分离管气体出口。
10——分离管催化剂出口。
11——壳体外壁。
12一隔热衬里;13一分离管气体入口。
14——分离管。
15——金属接头。
16——膨胀节保护罩。
17——膨胀空间。
18——气体挡板。
19——过渡段。
20——净化气体出口
图11—10卧置式分离单管结构示意图
uR——径向速度。
utmax——最大切线速度
进入分离单管的颗粒粒度和浓度都经预分离降低到彼此不会在单管内由于相互碰撞而影响它们各自的运动轨迹的最大许可程度,因而分离效率很高。
采用两级分离使整个分离器的综合分离效率高于立式的多管式三级分离器。
单管沿圆周方向均匀分布可使径向热膨胀比较均匀,又可沿轴向自由膨胀。
因此系统产生的热应力很小,可以承受较大的温度波动,对旋风分离器本身不需喷冷却水(蒸汽)。
某厂由于事故在10min内有10t催化剂从再生器进入该种类型的三级旋风分离器,一度超温高达982℃,并未使设备损坏。
卧置多管式三级旋风分离器外形尺寸较小,占地较省。
例如一个2.35Mt/a的催化裂化装置,烟气流量3350m3/min,设备外径仅为4.88m,切线高17.7m,而同样能力的立式多管三级旋风分离器直径在7.5m以上。
近年来石油大学开发成功了两种类型的卧置式旋风管(PT-I型和PT-Ⅱ型),PT-Ⅱ型旋风管采用双道切向入口长锥体结构,且在排尘器下端装有防返混锥,其单管效率较EPVC型高。
还有一种旋流式分离器,国内又称龙卷风型,是德国Siemens公司60年代开发的。
它的基本原理与切向入口的旋风分离器大同小异,差别在于含尘气体从下部中间引入,经导向叶片转变为高速旋转的向上气流,上部引入沿器壁向下旋转但方向与上述含尘气流方向一样的二次风,使前者的旋转得到加强,把颗粒甩向器壁,被二次风带下经排尘环隙进入灰斗,净化气体自中心向上排出。
这种结构可消除切线式旋风分离器排气管下口处的短路流,减少灰斗的返混气流,因而效率较高


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- chapter 机械设备
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《崔万志演讲观后感》.docx
《崔万志演讲观后感》.docx
-
《赤壁赋》理解性默写.docx
-
《匆匆》读书笔记15篇.docx
-
《公共政策概论》简答题题库.docx
-
《建设行政执法制度》.docx
-
《平凡的世界》读后感10篇.docx
-
《AUTO CAD》课程标准 2.docx
-
《搭石》课堂教学实录与评析2篇.docx
-
《广东省GSP认证现场检查项目》粤食药监.docx
-
《触摸春天》教案集合9篇.docx
-
《教育评价学》练习题库及答案.docx
-
《公差配合与测量》教案.docx
-
《软件工程》单项选择题答案.docx
-
《网页设计与制作Dreamweaver》试题附答案.docx
-
《易经》与中医学的关系.docx
-
①临床科室医疗质量管理记录册模板.docx
-
###经济开发区企业知识产权情况调研报告.docx
-
《别踩白块度典范版》设计计划文档.docx
-
《村居》教案模板合集七篇.docx
-
《高老头》读后感15篇.docx
-
《故乡》课堂教学实录.docx
-
《鉴定要素细目表》知识.docx
-
《脊椎病因治疗学》word版.docx
-
《马克思主义基本原理概论》考试真题及答案.docx
-
《人性论》读后感人性论读后感3000字.docx
-
《淘气包马小跳》读后感10篇.docx
-
《网页设计与制作》课程标准.docx
-
《小学音乐识谱教学有效性策略的研究》课题研究的中期报告.docx
-
《助产学》考试试题及答案01.docx
-
3分钟熟记精深中医针灸顺口溜附穴位图.docx
-
11大税种税法记忆口诀和计算方法.docx
-
《百家讲坛》观后感20篇.docx
-
人教PEP版英语五年级下册第二单元Unit 2 My favourite season教案教学设计.docx
-
资源加工技术实验2.docx
-
最新小学二年级下册数学期末评价方案最新稿.docx
-
最新高人总结长期股权投资通俗易懂式讲解资料.docx
-
人教版八年级下册英语 Unit 6 An old man tried to move the mountains 单元导学案.docx
-
最新人教版一年级上册数学第一单元教学设计.docx
-
《Web前端网页制作》课程设计.docx
-
人教版三年级上册语文第八单元教案模式.docx
-
《中小企业网站建设》课程设计实训指导书18.docx
-
人教版新目标七年级上册英语单词及短语测试练习doc.docx
-
1知识点汇总细胞骨架.docx
-
《电工国标》维修电工标准.docx
-
人体十四经络.docx
-
石油产品馏程测定.docx
-
4增材制造项目世赛选拔新增项目技术文件第一届全国技能大赛山东省选拔赛.docx
-
市政施工图审查要点.docx
-
认识人民币教学反思.docx
-
7年级阅读理解初级.docx
-
《节事活动策划与管理》期末考试复习题及参考答案.docx
