 塑胶成型教材.docx
塑胶成型教材.docx
- 文档编号:3505544
- 上传时间:2022-11-23
- 格式:DOCX
- 页数:11
- 大小:146.89KB
塑胶成型教材.docx
《塑胶成型教材.docx》由会员分享,可在线阅读,更多相关《塑胶成型教材.docx(11页珍藏版)》请在冰豆网上搜索。
塑胶成型教材
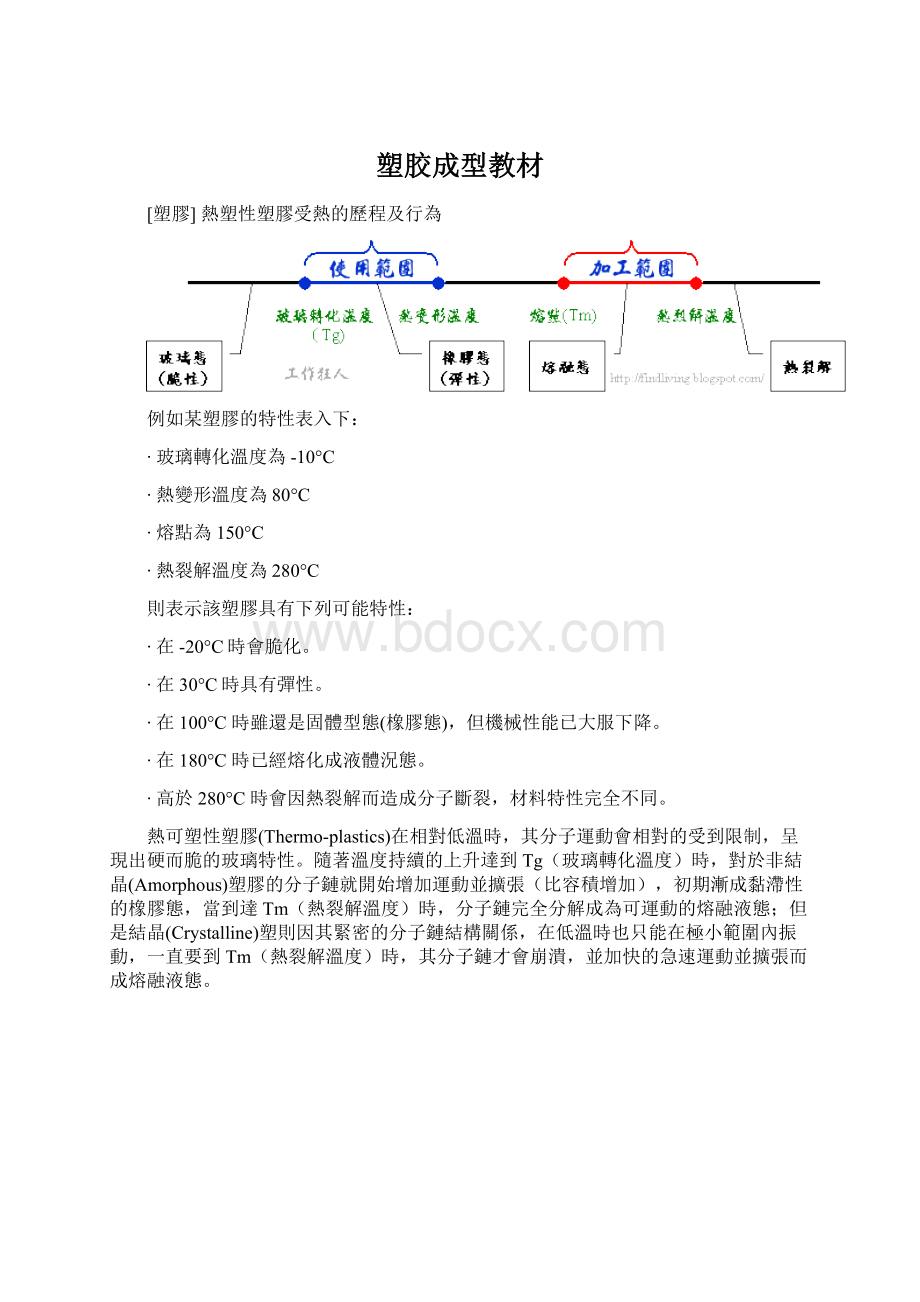
[塑膠]熱塑性塑膠受熱的歷程及行為
例如某塑膠的特性表入下:
∙玻璃轉化溫度為-10°C
∙熱變形溫度為80°C
∙熔點為150°C
∙熱裂解溫度為280°C
則表示該塑膠具有下列可能特性:
∙在-20°C時會脆化。
∙在30°C時具有彈性。
∙在100°C時雖還是固體型態(橡膠態),但機械性能已大服下降。
∙在180°C時已經熔化成液體況態。
∙高於280°C時會因熱裂解而造成分子斷裂,材料特性完全不同。
熱可塑性塑膠(Thermo-plastics)在相對低溫時,其分子運動會相對的受到限制,呈現出硬而脆的玻璃特性。
隨著溫度持續的上升達到Tg(玻璃轉化溫度)時,對於非結晶(Amorphous)塑膠的分子鏈就開始增加運動並擴張(比容積增加),初期漸成黏滯性的橡膠態,當到達Tm(熱裂解溫度)時,分子鏈完全分解成為可運動的熔融液態;但是結晶(Crystalline)塑則因其緊密的分子鏈結構關係,在低溫時也只能在極小範圍內振動,一直要到Tm(熱裂解溫度)時,其分子鏈才會崩潰,並加快的急速運動並擴張而成熔融液態。
觀察熱可塑性塑膠的行為,我們可以歸納出下列幾項特點:
1.塑膠在Tg溫度以下時,其結構可是為是一種緊密堆疊的狀態,而且結晶塑膠的密度要大於非結晶塑膠。
2.隨著溫度的上升,塑膠的比容積增加(密度降低),分子鏈的運動空間增加(自由體積變大)。
結晶塑膠在初期的熱膨脹不大,一直要到Tm以上其比容積才會急速增加。
當達到完全熔融狀態時,結晶塑膠的熱膨脹比非結晶塑膠要大得多;反之,在冷卻過程中,結晶塑膠通常也比非結晶塑膠有較大的收縮率。
3.非結晶塑膠從軟化到熔融,是漸進而無明顯的熔點;結晶塑膠的熔點則相當明確且狹窄。
4.塑膠如果是在受壓的狀況下,分子鏈的運動會受到限制,因此Tg、Tm及受熱比容積都會比無受壓時來的小。
[塑膠]塑膠射出時的參數設定I-溫度、壓力
塑膠射出時的參數設定一般取決於五個條件:
溫度、壓力、速度、時間、計量。
以下就這五個參數分別敘述。
溫度
一般料管的加熱溫度皆分為三段,前段溫度較低,中、後段溫度較高,各段的溫差約5~10℃。
假如前段溫度過高,則塑膠粒熔融過早,樹脂供給將會產生不均勻的現象(因為部份已熔融的粒子會在螺桿的進給部位形成塊狀)。
噴嘴溫度由於直接接觸模具及影響成形週期,所以溫度也不需特別注意。
另外也要特別留意環境溫度對成形部品後之收縮所造成的影響,最好可以維持在溫度在25~28℃左右的常溫。
另外環境濕度也會影響到成品的品質。
壓力
1.射出壓力(Injectionpressure):
射出壓力要考慮到材料的流動性、收縮率、與成形品的物性等影響而定。
射出壓力的設定一般宜高不宜低,在實作上可以先設定為最高,待其他參數都停整完畢後,再根據充填的時間來適當調降。
2.保持壓力(Holdingpressure):
模穴內的溶膠壓縮形成極大的內壓,這內壓會因為溫度的降低而減小,但在澆口尚未冷凝並封住前,它仍有能力將溶膠擠出模穴,所以必須持續的給與適當地壓力抵抗它,此稱為保持壓力,簡稱保壓。
保持壓力應配合熔融塑膠的逐漸凝固所造成的內壓降低而逐步減小。
不足的保壓或保持時間會形成尺寸不足或凹陷;過大的保壓則使成形品過於飽和而有應力殘留。
3.背壓(Backpressure)
當螺桿旋轉,塑料依序向前推進時,背壓的作用可以調節螺桿因作用力而向後對的速度。
o背壓太高,螺桿旋退時間延長,對材料的剪斷力也增加,容易使材料過熱;背壓太低,會使材料的混鍊和計量精準度降低,同時也容易使進料捲入較多的空氣,使成形品發生銀條狀的外觀不良。
一般背壓以5~15Kg/cm2為宜。
o增加背壓可增加螺桿對熔融樹脂所做的功、消除未熔的塑膠顆粒、增加料管內原料密度及其均勻程度、減少射出收壓和翹曲等問題。
o背壓被運用來提高料管溫度,其效果最為顯著。
o背壓過大,對熱敏性較高的塑料易分解;對低黏度的塑料可能會產生"流鼻"現象。
o背壓太小,射出的成品可能會有氣泡。
4.洩壓(Suck-back,Decompression)
螺桿旋退結束,料筒前端(噴嘴部位)所積存的熔融材料是仍處於背壓縮的狀態,適當的使螺桿在無背壓及不旋退的狀況下抽退,可以使被壓縮的熔融材料得到紓解,而不致由噴嘴部位滴落,此稱為洩壓。
5.鎖模力(Clampingforce)
熔融塑膠被高壓注射進模具後,為保持其產品成形會給予保持壓力,這些壓力會在模具內形成極高的反向撐開力量(cavitypressure),為了不讓模具有被撐開的可能,塑膠射出機的鎖模單元必須給予足夠鎖模力,使模具不至於被撐開。
鎖模力需求的計算一般以成品外觀尺寸求出成品在開關模方向的投影面積。
o撐模力量=成品在開關模方向的投影面積(cm2)×模穴數×模內壓力(kg/cm2)。
o模內壓力會隨原料不同而異,一般原料取(350~400kg/cm2)。
o機器鎖模力需大於撐模力量,且為了保險起見,機器鎖模力最好大於撐模力量的1.2倍以上。
[塑膠]塑膠射出時的參數設定II-速度
螺桿的回轉速度
螺桿的回轉速度(RPM)是刀的兩面刃,當回轉速度快時,進料速度就快,同時相對材料的剪斷力(Shearforce)就大,材料均勻熔融(混鍊度)的能力也就比較差。
對於安定性不好的塑膠粒(Resin),容易因較大的剪斷力所產生的熱而破壞;對黏度較高的塑膠粒(Resin),則需要較高的旋轉扭力來驅動,所以對這兩類的材料(安定性不好、黏度較高)而言,一般建議採用較低的螺桿轉速。
對於低黏度、熱安定性良好的材料,則可以考慮採取高轉速來縮短塑膠成形的時間。
因為較高的轉速,會因為剪斷力的作用產生摩擦並進而生成熱能,如此反而可以達到節省電能的效益,但是要提醒的是,如此會有混鍊不良均的機會。
總結來說:
∙螺桿的轉動速度會直接影響塑料在螺旋槽內的混鍊。
∙小型螺桿槽深較淺,吸收熱源快速,足夠促使塑料在壓縮段時軟化,螺桿與料管璧間的磨擦熱能較低,適宜高速旋轉,增加塑化能力。
∙大型螺桿則不宜快速旋轉,以免塑化不均及造成過度摩擦熱。
∙對熱敏性較高的塑料,螺桿轉速過大的話,塑料便會很容易被分解。
∙通常各尺寸之螺桿有一定之轉速範圍,一般轉速PC為40~70,轉速太低,則無法熔化塑膠;太高,則塑料可能燒焦。
∙目前最大表面速度1m/sec為限,對剪切敏感材料應低於0.5m/sec。
射出速度(充填速度)
螺桿將熔膠經噴嘴注射進入模穴的速度,稱為充填速度(ScrewAdvancespeed),在成形機上所能設定的射出速度即為充填速度。
當熔膠進入模穴後,熔膠在模穴內的真正流速,會隨著模穴的幾何變化而改變,即使充填速度維持一定。
當熔膠通過較狹窄的通道時,流動速度往往會變得相當的快速(就像水流經噴嘴處速度會變快一樣),容易在成品表面產生噴痕急流痕等外觀不良,同時高速流動的熔膠也會在狹窄的通道裡產生較高的剪斷力,進而發生局部過熱的可能而引起燒焦的不良。
相反地,當熔膠經過較寬厚的通路時,流動速度會變得緩慢,也容易產生波紋或是較無光澤的表面外觀。
所以,充填速度的設定,應該依據熔膠流動的前端所涵蓋的截面機來調整,力求熔膠在模穴內的流動可以有穩定的速度及快速的填滿。
建議的充填速度如下:
1.高充填速度(縮短充填時間)的效果:
o可以減低接合線(Weldinglines)的明顯度及增加強度。
o可以增加成品的表面光澤。
o減小分子結構的總配像程度及增加其結晶度。
o提高模穴內的溶膠溫度,改善壓力的均勻度。
o降低鎖模力的需求。
2.在充填初期,採用較低出填速度:
o避免模穴較弱的部位變形。
o減輕澆口部位的焦痕、燒焦點、及噴痕(Jettinglines)。
3.在充填末期,採用減速充填
o可以讓保壓切換的時間拿捏更精準,以控制充填量,並降低變形量。
o可以改善排氣,降低因排氣不良鎖產生的短射或是燒焦。
o可避免模穴內壓上昇太高。
[塑膠]塑膠射出成型的三要素
塑膠射出成型加工法,是將一定量的熔融塑膠以高壓注射進入封閉的模型裡,並在模型中固化後開模取出的一種工藝。
如何在這項工藝中獲得良好的成品品質及縮短製程時間是塑膠射出界所追求的目標。
塑膠射出成型有三個要素:
1.原料
塑膠原料-樹脂(Resin)主導著射出過程的溫度(熱學性質)與時間(流變性質)。
不同的樹脂有不同的熔點、不同的收縮率、與不同的熔融流動指數,而這些都會影響到射出時的參數。
另外,不同的樹脂還會有不同的拉伸強度、不同耐衝擊強度、及不同的彈性係數,而這些因素會影響到成型品的結構強度和彈性。
2.射出成型機
射出成型機又可分為三大部份:
∙料斗機構:
料斗可以當作緩衝區並存放一定數量的樹脂塑料,以免工料不及。
料斗也提供塑料的預熱及乾燥,因為有些塑料對水氣(moisture)非常的敏感,容易造成降解及成品脆化的後果。
∙射出機構:
將樹脂融化、混鍊並將提供動能將定量的樹脂高壓注入模具中。
∙鎖模機構:
提供強而有力的機構以關閉、開啟模型和成型品頂出的動力。
∙操控系統:
依照不同的樹脂原料,控制射出成型時的個各參數,如射出溫度、射出速率、射出壓力、鎖模力…等。
3.模具
是產品成型的地方,有注射的膠道(runner)、膠口(Gate)、及模穴,有加熱、冷卻及頂出裝置,以利產品的成型及冷卻脫模。
[塑膠]塑膠射出時的參數設定III-時間
射出時間
熔融的塑膠被注射到模穴的過程中,其溫度、密度及被壓縮量一直扮演著重要的互動關係,要掌握好射出工藝參數的設定要領,就必須先了解它的原理:
1.充填(Filling)
熔膠可以很輕易而快速的注射到模穴內,直到充滿的階段成為充填。
這一階段,熔膠只受到膠道及模穴內的形狀而受到輕微的阻礙壓縮,內壓緩慢地上升,密度也跟著微幅地增加,充填速度的快慢,往往成了影響成形品外觀、分子配向、及結晶度的重要因子。
2.壓縮(Packing)
當模穴內剛充滿熔膠時,會處於高溫且低密度的狀態,所以充填後,必須繼續加壓以提高模穴內熔膠的密度,就成為壓縮。
熔膠被壓縮後,密度及內壓都會一齊急速地上升,在這一階段,壓縮程度會決定成形品的外形輪廓、尺寸,及是否發生溢膠、毛邊(flash)的主要因素。
3.保持(Holding)
模穴內的熔膠經過壓縮後會形成極大的內壓,這內壓會因為溫度的降低而減小,但在膠口的上外冷凝封住前,它仍有能力把熔膠擠出模穴,所以必須持續的給予適當地壓力來抵抗它,此稱為保持。
保壓時間
模穴內的熔膠經過壓縮後會形成極大的內壓,這內壓會因為溫度的降低而減小,但在膠口尚未冷凝封住前,它仍有能力把熔膠擠出模穴,所以必須持續的給予適當地壓力來抵抗它,直到熔膠固化為止,此稱為保持。
冷卻時間
塑膠在射出的初期(充填和壓縮),大量的熱隨著熔膠進入模穴,但在保壓階段,熱量卻已不再大量湧入,這時模穴內的塑膠實際上已經開始進入了冷卻的過程。
保壓結束時,澆口雖然已經凝固封住,但模穴內的成形品卻仍有一大部分未達到完全硬化的階段,所以仍然必須再持續一段時間的冷卻。
冷卻的目的,是要保證成形品在上下模開啟並頂出時,不會因外力而受到破壞或是變形,所以一般都會冷卻到成形品的熱變形溫度以下約10℃左右。
快速的冷卻,雖然可以縮短工程時間,但卻會影響充填或縮收,所以比較正確的冷卻觀念,是讓模溫維持在穩定的狀況下,並快速的排除熱量。
一般的作法是提高冷媒的流量或是效率,如果可以增加更多的冷卻通道會更好。
[塑膠]塑膠成形工藝程序
一般的塑膠射出成形週期的工藝程序可分為三部份。
成形週期=射出時間+冷卻時間+中間時間
∙射出時間包括塑料充填、壓縮、及保壓。
∙冷卻時間就是塑膠固化的時間。
∙中間時間則包括開模、成品頂出、取出成品、及其他(如噴離形劑或放入埋植件等)
如果想要縮短整個射出的週期時間(cycletime)以提高產出,可以考慮下面幾點原則:
∙優先縮短『中間時間』,因其對品質的影響最小,可以考慮採用自動取出機,避免離形劑噴塗及減少任何的成型品的重工時間。
∙不可以用降低模溫的方法來降低冷卻時間,而應就模具的冷卻效能來提昇,比如冷卻水路佈置是否恰當,考慮添加更有效率的冷媒等。
∙射出時間對成型品的品質影響甚鉅,最好從模具及產品設計變更來達到縮短時間的目的,比如說:
o修改肉厚不均的產品設計。
o澆口的平衡配置,並盡量避免太大的L/t值(流路長/肉厚)
o容易凹陷(厚肉)的部位不要離澆口太遠,或是在其附近新增澆口。
o採用熱澆道(Hot-Runner)系統。
o採用噸數較大的射出機。
[塑膠]塑膠的流變特性
塑膠可以因熱能和壓縮而改變它的黏彈性,在流動時,塑膠會因拉伸(Tensile)及剪切(Shear)的應力而改變其分子鏈的糾纏狀態及方向。
塑膠的熔融液體在流動場中,受力改變分子鏈的特性,稱為『流變特性』,因為這種特性的影響,使得塑膠熔融黏度因剪切速率(或拉伸速率)的增加而減少,不同於一般的牛頓流體,所以又稱為『非牛頓流體特性』。
1.塑膠加工過程中,密度的改變
塑膠的密度會隨著溫度及受壓縮程度的變化而改變。
溫度高時密度小;受壓縮程度大時密度大。
塑形後的成品在冷卻過程中,如果可以緩慢且充分的收縮,則其最終密度應回復到常溫時的穩定狀態。
如果是急速冷卻的話,則可能形成密度不足的結果(尺寸變大)。
2.熔融黏度
塑膠熔融黏度,除了和分子鏈的活動性及分子鏈的長度有關外,基本上還受下列因素影響:
∙熔融體的溫度:
溫度越高,黏度越低。
∙受壓縮的程度:
受壓縮則自由體積變小,黏度就增加。
∙剪切速率:
在廣泛的剪切速率範圍內,速率越大,黏度越低。
當剪切速率接近於零時,則流體呈現牛頓流體特性(即黏度不受剪切速率影響)。
3.分子配向(Orientation)
由於流動場的限制,使得熔融液體的分子鏈產生了應力方向的差異,這個結果使得成形品在不同方向上產生不同的性質及收縮率。
一般而言,平行於流動方向的收縮率會大於其垂直方向。
分子配向、密度的分布、及冷卻快慢上的差異,都會影響到成形品的收縮,而一件塑膠成形品在不同部位的收縮率差異又是形成產品變形或是翹曲的最大凶手。
延伸閱讀:
[塑膠]熱塑性塑膠受熱的歷程及行為
[塑膠]塑膠的流變特性
[塑膠]塑膠射出成型的三要素
[塑膠]塑膠成形工藝程序
[塑膠]塑膠射出時的參數設定I-溫度、壓力
[塑膠]塑膠射出時的參數設定III-時間


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 塑胶 成型 教材
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
企业文化企业执行力学习心得3篇.docx
-
密蒙花清热泻火养肝明目退翳.docx
-
考前必做证券从业资格考试《证券投资基金》考前冲刺题及答案.docx
-
民办学校申办报告.docx
-
汽车尾灯控制电路设计.docx
-
课程标准新教案地理样张.docx
-
模拟电子技术基础期末试题填空选择复习题.docx
-
某煤矿矿山地质环境保护与治理恢复方案措施.docx
-
口语2.docx
-
目前国内各种非开挖修复技术对比分.docx
-
廊坊新初一分班摸底语文模拟试题5套带答案.docx
-
南宁市中考英语英语 语法填空练习题含答案.docx
-
离婚协议书到哪里去写呢.docx
-
内蒙古呼和浩特市第六中学高一上学期期末考试英语名师精编试题 Word版含答案.docx
-
历史必修三第5单元近代中国的思想解放运动练习题2.docx
-
年产xx汽车零部件生产项目投资建设可行性分析研究论证报告.docx
-
练就气质女生男生的暑假推荐书单七个主题书单培养气质.docx
-
宁波实验小学三年级上语文期末复习汇总.docx
-
列车长一年的工作总结.docx
