 几种不同制作方法的导光板对比.docx
几种不同制作方法的导光板对比.docx
- 文档编号:7520428
- 上传时间:2023-01-24
- 格式:DOCX
- 页数:42
- 大小:1.77MB
几种不同制作方法的导光板对比.docx
《几种不同制作方法的导光板对比.docx》由会员分享,可在线阅读,更多相关《几种不同制作方法的导光板对比.docx(42页珍藏版)》请在冰豆网上搜索。
几种不同制作方法的导光板对比
⏹
⏹導光板射出技術簡單討論
⏹射出成型應用於導光板之制程研究
⏹LCD用高亮度導光板與散亂型聚合體導光板
⏹背光板擴散網點設計
⏹背光板設計原理
⏹手機背光板的組裝
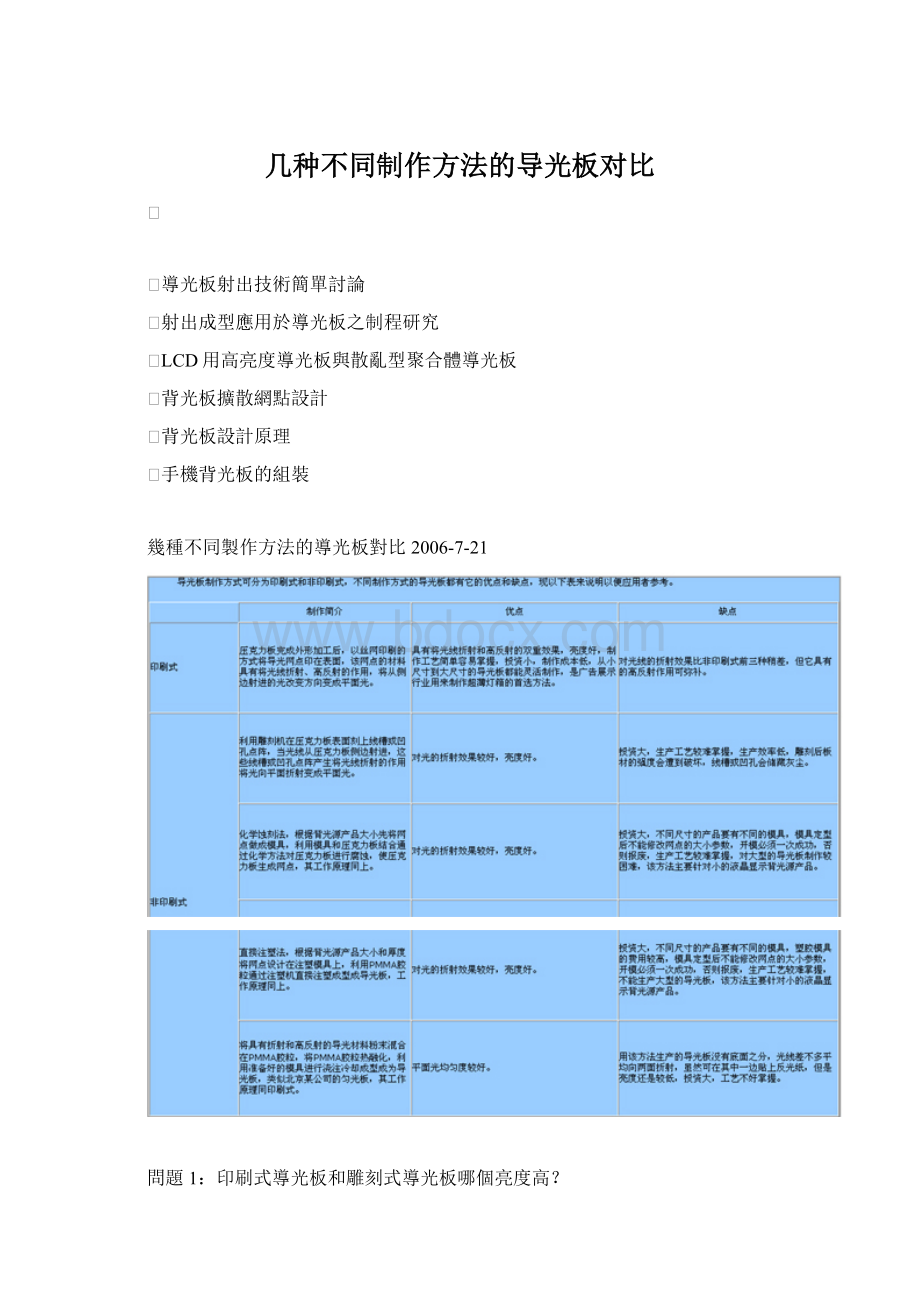
幾種不同製作方法的導光板對比2006-7-21
問題1:
印刷式導光板和雕刻式導光板哪個亮度高?
我都記不清有多少人向我提過這個問題了。
其實,兩者的亮度是一樣的,印刷式導光板導光網點的材料的配方不但對光有折射作用,還有高反射作用。
由於導光油墨具有對光的折射和高反射的雙重作用,現在又從印刷工藝上進一步改良後,網點對光的折射效果已經和雕刻板沒有什麼差別了,而雕刻板的線槽或凹孔點陣只有單一的折射作用。
廣州的蔡先生從我這裏學技術後,過了一個多月後給我打來電話說,他做了一塊A3尺寸厚度4mm的導光板跟一塊同樣大小同樣厚度的雕刻板對比,在相同功率的光源下,發現亮度比雕刻板還亮。
問題2:
印刷式導光板和非印刷式導光板誰壽命長?
關於印刷式導光板和非印刷式導光板的壽命問題,目前在商業宣傳上都沒有一個統一的遵循科學根據說法,各說各的壽命長,公說公有理,婆說婆有理,其實,這不過是各商家商業競爭的宣傳手法罷了。
不管用何種方法生產的導光板的壽命主要取決於壓克力板材的質量,容易黃化的壓克力板做成的導光板壽命短,不容易黃化的壓克力板做成的導光板壽命長,與其生產方式沒有關係。
有人說印刷導光板的導光油墨在使用過程中會老化造成導光效果失效,對於這個問題,大家想想,我們在日常生活中每天都離不開印刷的東西,電器面板的文字、手機按鍵的數位......等等,如果你不去碰它、摸它、刮它,五年、十年......都不會變,不會掉,印刷導光板的網點油墨也是同樣的道理,並且導光油墨裏所含的成分物質是一種性質很穩定無機物,不會與空氣中的任何物質產生化學反應,也就是說,就算壓克力板黃化了變質了,印刷導光板網點油墨的特性是依然保持不變的,所以說,印刷式導光板和非印刷式導光板的壽命是一樣長的。
導光板射出技術簡單討論2006-7-27
--------------------------------------------------------------------------------
NOTEBOOK的導光板射出成型,是控制變形的最好方法。
NB上的導光板現在主要是楔形板,入光處厚,出光處薄,常見的翹曲有正翹、逆翹、S形翹。
其實翹曲最根本的原因是密度不均,有了這個思想,調整翹曲就不再是難事了。
下面簡簡單說一兩個:
對於正翹和逆翹常用通過調節模溫的方法來調解,也就是調整公母模的溫度來調正,調節公母模的溫度時要注意一點,通常不見議調解咬花面處的模具溫度,究其原因是咬花面溫度影響光學特性很大,如果通過調節鏡面溫度仍翹曲,也可以調節咬花面模具溫度,但要注意光學特性。
除了模溫外,也可以通過成形條件來修改,可以試保壓、身速、壓縮。
對於S形翹來說,主要是過充填或縮水造成的,要考慮射出各段距離、射速、保壓時間、以仍壓縮條件等。
射出成型應用於導光板之制程研究2004-9-23
--------------------------------------------------------------------------------
吳政憲*、蘇義豊、吳世民、林忠志
大葉大學機械與自動化工程研究所塑膠工業技術發展中心
一、中文摘要
現代塑膠成品加工所需求的是多樣變化、精密度高、成型週期短等特性,為了達到這些特性,對於各制程參數控制實具有決定性的關鍵。
因此本研究主要目的是運用CAE類比與田口實驗的方法,以射出成型方式針對導光板制程參數作研究。
在傳統射出成型之模具設計上,多以憑藉著經驗豐富的技師來設計,但因加工技術與成品少量多樣的需求,若只由經驗傳承與試誤法作模具修補,所需之時間與成本實為現階段之發展所不能負荷,因此在研究上,我們運用模擬輔助作模流分析,以獲得較佳之模具設計,降低設計成本。
且經由研究中,我們獲得各參數對成品質量之影響,同時也能經由分析達到最佳之質量控制,在相關的研究與業界對射出成型技術上具有相當程度之貢獻。
二、簡介
本研究主要是運用射出成型方式,對導光板之制程參數作研究。
其研究方法是以田口實驗的方法,同時對C-Mold之模擬與實驗作比較,並求得最佳反應質量之制程參數。
其研究主題包括二方面:
(1)田口規劃部分
將27組之直交組合分別以仿真與實驗的方法進行比較,瞭解模擬與實驗結果之差異;並在類比與實驗兩種方式下獲得最佳參數組合,並探討各成型參數對成品品質之影響。
(2)模具設計與短射實驗部分
以C-Mold來輔助模具設計;並利用短射實驗比較模擬與實驗兩方法之注塑流動情形。
研究結果顯示,影響成品質量最重要的因素是保壓壓力,其次是保壓時間,在考慮適當水平配置及排除其因數間之交互作用直交配置下實驗,我們可獲得25ìm以下之收縮量與翹曲量,對成品之質量而言,此研究確實具有貢獻。
三、研究方法
1.應用田口法的步驟
(1)先選擇影響成品相關之制程參數,並決定適當之水平
(2)選取L27之直交表
(3)對直交表所列之各組以C-Mold進行模擬
(4)對直交表所列之各組以射出機進行實驗
(5)進行27組之模擬值與實驗值比較
(6)進行因數效果計算繪製回應圖,選擇最佳之參數組合
(7)進行ANOVA分析,獲得各參數對成品質量反應之貢獻度,同時依響應之最佳組合推定其最佳理論值
(8)依最佳理論值作確認實驗
(9)對模擬與實驗所得到之最佳理論值與最佳組合之實驗值分別進行比較。
(10)分析結果
四、實驗設備
本研究實驗設備主要包含射出機、模具、量測設備和壓力擷取系統四大部分,如圖一所示。
以下分別作介紹:
1.射出機:
如圖一(a)所示為本實驗向塑膠技術發展中心所借用之TOSHIBAIS-220GN射出成型機,此系統行程320mm~260mm螺杆直徑為50mm,制程式控制制有射出速度、保壓壓力、射出行程、壓縮單元、冷卻時間等。
2.模具系統:
如圖一(b)所示,本模具兼具射出與射壓功能[1],且依實驗壓力量測之需求,設計成兩具鏡面加工之模仁,並於模仁中設置冷卻水道,且為求得完整之成品表面,故以整具模仁為頂料設計。
3.量測系統:
圖一(c)所示,為CNC銑床(精度0.1靘)、杠杆量表(精度0.2靘)與自製特殊夾具配合之量測系統,在量測的規劃上為了防止成品因夾持之作用而致影響量測,故特別設計此付夾具。
另外在量測取點上,我們以平均幾何形狀之方式,座標值共取48點,再將得到之資料經座標曲面軟體(矩陣形式之座標轉換)以最小平方面之原理,來獲得正向、負向與平方面間之差距,即我們所求之翹曲量。
五、實驗材料與量測條件
1.實驗材料:
本實驗所選用塑膠材料是日本進口聚甲基丙烯酸甲脂(PMMA俗稱壓克力)材料,其特性為非結晶樹脂材料,具有無色透明的光學特性與良好之熱加工性。
2.量測條件:
(1)於射出件外表呈穩定狀態後,再持續進行射出50件,這時才開始採用量測用射出件,並考慮射出件之週期性,因此以奇數編號為量測成品之取樣。
(2)成品射出後置放1星期。
(3)溫度保持在20℃-25℃之間。
六、模具設計
本模具設計,考慮到導光板之導光側與厚度變化不均之限制條件,為了取得證明,於是在思考上,我們以等體積之原理來聯想其最佳之充填位置為設計要件如圖二(a)。
一般對於板件之澆口設計,都會採用薄板澆口[2][3],主要是為了獲得較均勻之充填,以減少翹曲之產生。
澆口寬度約為6.4至25%之模穴側邊長度。
而本模具之澆口尺寸設計是以寬13.1mm、16mm、20mm三種尺寸,入口厚度2mm及1.5mm兩種尺寸來進行仿真,結果顯示2mm入口厚度及寬度20mm對流動所造成之收縮翹曲為最小。
冷卻水道設計主要是模具成形空間表面的溫度分佈,因水管的大小、配置、水溫差異而改變,但若其模溫變化在6.6℃(52.65℃~69.25℃)溫度差在某一成形條件上也許充分,但殘留之內部應力,對尺寸精度高的成形品,可能造成成形應變[4]。
本研究分析結果如圖二(b)所示,經模擬得到A型設計收縮0.3613mm、B型設計收縮0.3609mm、C型設計收縮0.3281mm,顯然以C型的水道排放方式所得之收縮量為最小,故選擇C型之設計。
七、射出成型之短射實驗
短射實驗主要是確定實驗中之融膠充填量,減少因過渡充填所造成的能量浪費與徒增之成型時間。
另外我們可從每段時間之充填計量所得之短射成品如圖三(c),瞭解到融膠流動之波前情形,尤其經由模擬與實驗之波前圖比對後,更能讓我們瞭解兩種方式之差異。
且由圖三(a)與圖三(b)所示,模擬之融膠流動與實驗所得之融膠流動相近,所需之充填時間亦相近。
證明此短射實驗提供我們瞭解於導光板厚度變化不均之模穴空間流動情形,且可準確的獲得充填所需之計量值。
八、結果與討論
1.27組之模擬值與實驗值比較
經27組模擬與實驗所得之回應值比較,由圖四得知,各組之反應以實驗所得之變動較大,表示收縮量之量測包含量測與環境影響之誤差,而于模擬時,則無法包括這些因素在內,但以兩者之趨勢比較,我們可獲得各參數變動對成品收縮量之影響,同樣具有參考之依據。
2.模擬與實驗之制程參數最佳化比較
實驗設計時,如果遺漏了影響質量特性極為顯著的控制因數,均會產生再現性不佳的情形[5],為了避免這種情形發生,必須進行確認實驗。
由圖五、圖六之回應圖可得到反應收縮量為最小的最佳組合是A1,B1,C3,D3,E3,F3。
此結果可供我們進行反推算來得到推論值,並與最佳組合之實驗值作比較,得到如表一之數值。
此結果顯示,推論與實驗之翹曲量相差13.53%而收縮量相差17.81%,此差距表示模擬與實驗最佳化得到之結果,且依現有製作同樣尺寸之導光板所要求精度為0.05mm相較,本研究之精度0.0224mm是可供採用的。
3.制程參數對產品質量之影響
(1)模具溫度
由響應圖可知,模具溫度以33℃對質量之反應較佳,而模具溫度過低或過高均不理想,原因是融膠在模具溫度低時,凝固速度快凝固層厚融膠不易流動,而融膠在模具溫度45℃則收縮大,尺寸精度亦不佳。
(2)融膠溫度
對射出而言,融膠溫度不宜太高,由回應圖中可獲得其斜率為向下,故以230℃為佳。
且在同一充填時間下,高的融膠溫度比低的融膠溫度有較薄的凝固層,相對地的也會增加成品的收縮
(3)充填速度
此參數之回應值,是以11.4cm/sec之速度為最佳,原因是高的充填速率有助於增加充填階段的表面剪切率,換言之,充填速率的提升使得融膠與模壁間的摩擦熱升高有助於應力的鬆弛。
(4)保壓壓力
經ANOVA之分析,愈大的保壓壓力有愈好的幾何成型性。
由圖五可看出此曲線的斜率隨著保壓壓力增加而加,故保壓壓力對成品之質量而言,其成型性影響為最大。
(5)保壓時間
適當的保壓時間有助於減少成品之收縮,但太長的保壓時間,則徒增成型周,以實驗與模擬之回應圖來看,保壓時間取10秒為最佳。
(6)冷卻時間
經分析得到冷卻時間取35秒為最佳,太短則收縮量較大,對本成品而言,其貢獻度占2.6%,屬影響性較小之因數。
4.重要制程參數對收縮與翹曲的影響
針對前述田口電腦仿真與實驗所得的最佳制程參數,來進行更詳細的參數研究,以驗證先前所選定的制程參數是否最佳[6]。
於每一次的實驗中,僅改變對收縮、翹曲影響具較大貢獻度之單一制程參數,收縮部分只考慮保壓壓力、模具溫度、保壓時間,翹曲部分只考慮保壓壓力、塑膠溫度,其他制程參數則維持在最佳值,用以觀察僅變動單一制程參數對收縮、翹曲的影響。
由圖七可知保壓壓力在4.5MPa至7.5MPa之間,于7.5MPa時收縮降至最小,此趨勢符合先前所做ANOVA分析結果,故保壓壓力對成品成型性影響為最大,但需注意是否有過保壓現象產生。
模具溫度與保壓時間分別設在25℃~40℃與4秒~10秒之間,雖然此二個參數對收縮影響遠不如保壓壓力來的明顯,但是在成形過程中仍須適當的模溫及保壓時間。
模溫足夠,有助於融膠料的充填,避免產生短射;保壓時間足夠,有助於減少產品收縮。
由圖八可知融膠溫度設在210℃~250℃之間,于230℃時有最小翹曲,料溫太高或太低都會使翹曲增加,制程中較高的料溫有利於充填,雖有助於壓力均勻分佈,但不可超出廠商建議值,以防塑膠裂解。
保壓壓力設在4.5MPa至7.5MPa之間,由曲線趨勢得知保壓越大,翹曲越小,產品品質越佳。
由研究結果,我們可以清楚瞭解制程參數於射出成型對導光板質量之影響,其中以保壓壓力與保壓時間兩成型因素影響最大,證明高保壓壓力與保壓時間可降低成品之收縮量與翹曲量。
另外,對於數值模擬及最佳化分析研究之結果,可供未來公司開發新技術時的參考。
九、參考文獻
1、E.Lindner,andP.Unger,"lnjectionMolds108ProvenDesigns"1993,pp6-13
2、陳介聰,精密射出成形模具設計與製作技術,日刊工業社編
3、張永彥,實用塑膠模學具,全華科技圖書股份有限公司
4、張文華,塑膠模具設計製圖實務,全華科技圖書股份有限公司
5、MadhavS.PhadkeAT&BellLab.Holmdel,N.J.,穩健設計之質量工程。
6、黃東鴻,2002,「StudyonWarpage&ResidualStressofThin-walledInjectionMolding
LCD用高亮度導光板與散亂型聚合體導光板2004-8-20
--------------------------------------------------------------------------------
文章作者:
臺灣工研院光電所高弘毅文章來源:
EEDesign
前言
液晶顯示器(LCD:
iquidCrystalDisplay)的背光照明單元(BackLightUnit;以下簡稱為BLU)是由冷陰極燈管(CCFL:
ColdCathodeFluorescerntLamp)、CCFL反射膜片(reflectorsheet)、導光板(LGP:
LightGuidePlate)、LGP反射膜片、擴散(diffuser)膜片等組件所構成(圖1)。
為了要提高LGP的光使用效率,通常會在LGP表面設計某些光學機制(device),或者是在LGP內添加材料等兩種方法。
背光照明單元使用的光源分別有EL(ElectroLuminance)、LED(LightEmittedDiode)、CCFL(ColdCathodeFluorescerntLamp)等三種;EL與LED方式主要應用於PDA(PersonalDigitalAssistant)、行動電話等小型液晶顯示器的背光照明單元;CCFL則是應用於NB-PC(NoteBookPersonalComputer)等大型可攜式產品。
如圖1所示冷陰極燈管外側的CCFL反射膜片呈拋物線狀(parabolic)將CCFL包圍,由光源產生的白光透過該反射膜片反射至由壓克力製成的導光板內。
導光板主要功能是藉由光散亂原理將入射的平行光轉換成平面垂直光,之後再經過擴散膜片使導光板射出的光線擴散與偏向,最後再經由兩片表面成連續鋸齒溝槽狀的集光棱鏡膜片,使光線在xy方向集光並調整光線發散角度。
圖1背光單元的基本結構
導光板的種類
(a)散亂式印刷導光板
如圖2所示傳統的散亂式導光板底面印刷白色濃淡(gradation)網點使入射光散亂,散亂光的濃淡取決於網點的直徑與分佈密度。
網點的材質是由UV膠、二氧化鈦、硫化鋇混合黏稠液所構成。
如圖3所示網點直徑在燈源入射端為250μm,遠離燈源端亦即導光板的端緣的網點直徑為1250μm。
利用網點散亂的光線由導光板表面射出,部份從導光板側面與底面逃漏的光線則再度回到導光板內,被導光板周圍的反射膜片反射至導光板。
設於導光板正面的擴散膜片具有兩種功能,分別是將入射光擴散至集光棱鏡膜片;另一功能是減弱導光板表面的網點形狀。
擴散膜片上方之三角斷面狀第一片集光棱鏡膜片與冷陰極燈管成直角方向(y方向)設置,第二片集光棱鏡膜片再與第一片成直角鋪設,藉此特殊設計收斂xy方向的光線,同時再次淡化導光板表面的網點形狀與楔形導光板特有的橫縞(灰色橫紋)。
(b)散亂式射出成形導光板
具體方法是利用精密蝕刻技術將射出成形的模芯微細加工成上述網點形狀,再利用塑膠射出成形機制作導光板,圖4與圖5是利用射出成形法所製成的導光板散亂模式與散亂spot的直徑、濃淡分佈密度。
(c)反射式射出成形導光板
如圖6所示它是利用超精密加工技術在導光板底面製作微細光學鏡面,使導光板內的光線反射,這種方式會因製作方法使得散亂要因消失。
具體製作步驟是將射出成形的模芯微細加工成圓狀微形反射鏡面(MicroReflector;以下簡稱為MRdevice),之後再利用塑膠射出成形機制作導光板,MR系設於導光板底面與導光板形成一體(圖7)。
如圖8所示具陣列狀MRdevice的導光板可將入射光全反射,主要原因是MRdevice的表面很平滑,因此入射光不會有反射散亂與能量損耗等問題,也不會發生波長分散現象,除此之外還可藉由導光板入射光與MRdevice的形狀變化控制出射光的方向。
圖9是入射至導光板內的光線與MRdevice的反射機制概念圖;圖9是利用雷射顯微鏡所拍攝的MRdevice照片,MRdevice的直徑為100μm,高度為10μm,spot的大小祇有傳統散亂式印刷導光板的1/4~1/8。
換言之由於陣列狀MRdevice導光板的spot直徑變小後,相對的可淡化spot形狀的擴散膜片厚度亦隨之變薄,光線穿透率則大幅提高。
一般而言12.1吋大小的陣列狀MR型導光板底面的MR數量大約有100萬個。
為了檢討MRdevice的加工精度,因此將導光板的縱橫向各分割成六等份,並在各線交點上直徑10mm圓內作三點隨機取樣(random),量測各點的MRdevice直徑與高度的平均值。
總數27個MRdevice的平均直徑為α,平均高度為β時,直徑的誤差分佈如圖11所示約為±2μm以下,高度的誤差分佈為±1μm以下。
依此量測結果可確定制程的穩定性,同時還可推論部份變化的互動要因。
(d)折射式射出成形導光板
折射式導光板是改良自反射式導光板,主要差異是MRdevice陣列變成microdeflector陣列(以下簡稱為MDdevice),也就是說導光板底面是由微小偏向device所構成,入射光被MDdevice的凸面折射。
MDdevice的表面如圖12所示為鏡面曲線狀,因此不具光散亂的要素,折射光的仰角被導光板法線以大角度方向射出。
MDdevice的直徑為30μm,高度為5μm。
實際上MDdevice陣列是先經過光學設計,再製成塑膠射出成形模具的模芯(OpticalInsertion;以下簡稱為OPI),之後再利用塑膠射出成形機制作導光板。
折射式導光板可將入射光鎖閉於導光板內,並轉寫於內側可產生全反射之三角溝槽,進而達成提高光使用效率,與單棱鏡構造之光學最高境界(圖13)。
是圖14MD式導光板與內部全反射棱鏡膜片(TIR:
TotalInternalReflection)將導光板射出的光線方向變成導光板法線方向,亦即光線射出仰角變小的動作模型。
光學設計
導光板的幾何外形與輝度分佈是由各液晶顯示器廠商決定,為了設計導光板的光分佈通常是利用導光板內的光線追跡,與導光板的形狀推測光線射出的強度。
導光板內的導光是全反射所造成的,因此由導光板射出的光線並無法完全滿足該條件。
例如以平板狀導光板為例,如果光線完全符合全反射的條件時,臨界角出射光就不存在,類似這種型式的導光板就必需在它的底部與正面設置MRdevice。
導入冷陰極燈管的管徑、長度與拋物線外形之燈管反射膜片等各項參數(parameter),有了這些參數便可假設推測背光單元表面的光強度分佈。
此外亦可利用LIGHTTOOL公司的背光單元用光學設計軟體,針對光強度分佈推測值決定MR或是MD的位置。
MR與MDdevice的密度是二維濃淡圖案(pattern),它是由如圖15所示複數個一維濃淡圖案所構成。
圖中的參數W表示導光板的寬度與光搬運方向的長度。
圖6是使用U型冷陰極燈管之背光照明單元的與光強度分佈分析結果。
設計時已經把壓克力的折射率、塑膠射出成形的收縮率等諸元值列入考慮,因此利用光學設計軟體獲得的結果可直接轉用於生產單位,適用範圍最大可達18吋導光板。
根據實際作業統計資料顯示,反射式導光板的MRdevice數量因導光板外形大小而不同,以10.4吋導光板而言,MRdevice數量約為100萬個,MRdevice的直徑為100±2μm,高度為10±1μm。
事實上12.1吋散亂式印刷導光板如果改成MRdevice導光板時輝度可提高3~10%。
表1是13.3吋MRdevice導光板與散亂式印刷導光板的比較結果,表中的平均輝度以Lvave表示;輝度不均U則以(Lvmin/LvmaxX100)表示。
量測時是把背光照明單元縱橫分成6等份,量測背光照明單元周圍六分之一殘餘輝度數據合計9點的資料,由表1的量測結果得知MRdevice導光板的輝度比散亂式印刷型導光板高11%。
表2是12.1吋背光照明單元更換不同導光板、擴散膜片、棱鏡膜片的輝度差異比較。
假設:
1.散亂式印刷型導光板搭配PCM1擴散膜片與低收光性之H210棱鏡膜片(xy方向)的背光照明單元輝度為100%時,
2.上述相同的光學膜片搭配
3.MR式導光板的輝度增加率為107%(表中的B1)。
R.MR式導光板搭配高穿透性擴散膜片時,輝度增加率為110%(表中的B2)。
3..散亂式印刷型導光板搭配PCM1擴散膜片與高收光性之BEFⅡ棱鏡膜片(y方向)時,輝度增加率為116%(表中的C)。
4.散亂式印刷型導光板改為MR式導光板時,輝度增加率為125%(表中的D1)。
5.擴散膜片改為高性能之D117T時,輝度增加率為127%(表中的D2)。
由表2可知MR式導光板導光板各種高性能光學膜片時,可大幅提高背光照明單元的輝度。
表3是使用MR與MD式導光板之13.3吋背光照明單元的輝度量測結果,由表3可知MR式導光板導光板的輝度比印刷式導光板高10%,這意味著MD式導光板輝度是印刷式導光板的1.4倍。
有關背光照明單元的視角特性,它是利用座標法量測各角度的特性分佈。
圖17的角度ψ是指方位角度,有效範圍是00~3600:
角度θ是指仰角,有效範圍是00~900。
圖18是側邊入光(edgetype)楔形(wedge)MR導光板所構成的背光照明單元視角特性,量測位置是13.3吋背光照明單元的中心。
圖18(a)是從導光板的射出光,在900仰角附近的光學特性;圖18(b)是導光板上粘貼擴散膜片時的偏向射出光,在450附近的光分佈最大值特性;圖18(c)是擴散膜片表面再粘貼一片集光棱鏡膜片時的橢圓形視角特性;圖18(d)是粘貼第二片集光棱鏡膜片時,所獲得的玉米顆粒狀的視角特性。
在該特性中存有sidelob,也就是說光能量未從導光板表面法線方向射出。
所謂的sidelob能量通常被視


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 不同 制作方法 导光板 对比
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
傅雷家书读书笔记15篇.docx
-
高中生物知识点总结全附图说课讲解.docx
-
高层管理类结构化面试题精选.docx
-
电梯安全管理人员考试题及参考答案.docx
-
港口码头重特大事故应急救援预案.docx
-
高中物理第四章牛顿运动定律第3课时牛顿第二定律力学单位制教师用书新人教版必修1.docx
-
高分子物理名词解释.docx
-
高等数学一第二章极限与连续历年试题模拟试题课后习题汇总附答案解析.docx
-
电影放映经营许可申请表.docx
-
高中英语老师的年度工作总结报告五篇.docx
-
高考倒计时第二天语文必考题型图文转换.docx
-
高二英语选修7单元Unit1livingwell第45课时导学案.docx
-
电子通信面试题.docx
-
高中运动会投稿100字50篇.docx
-
高考物理一轮复习 第5章 功能关系和机械能 第1课时 功.docx
-
高级线路工复习题和答案7.docx
-
个人工作计划通用5篇.docx
-
高考语文全国卷一含答案.docx
-
迭前时间偏移处理软件Geodepth手册讲解.docx
