 涂装作业指导书.docx
涂装作业指导书.docx
- 文档编号:845823
- 上传时间:2022-10-13
- 格式:DOCX
- 页数:32
- 大小:41.51KB
涂装作业指导书.docx
《涂装作业指导书.docx》由会员分享,可在线阅读,更多相关《涂装作业指导书.docx(32页珍藏版)》请在冰豆网上搜索。
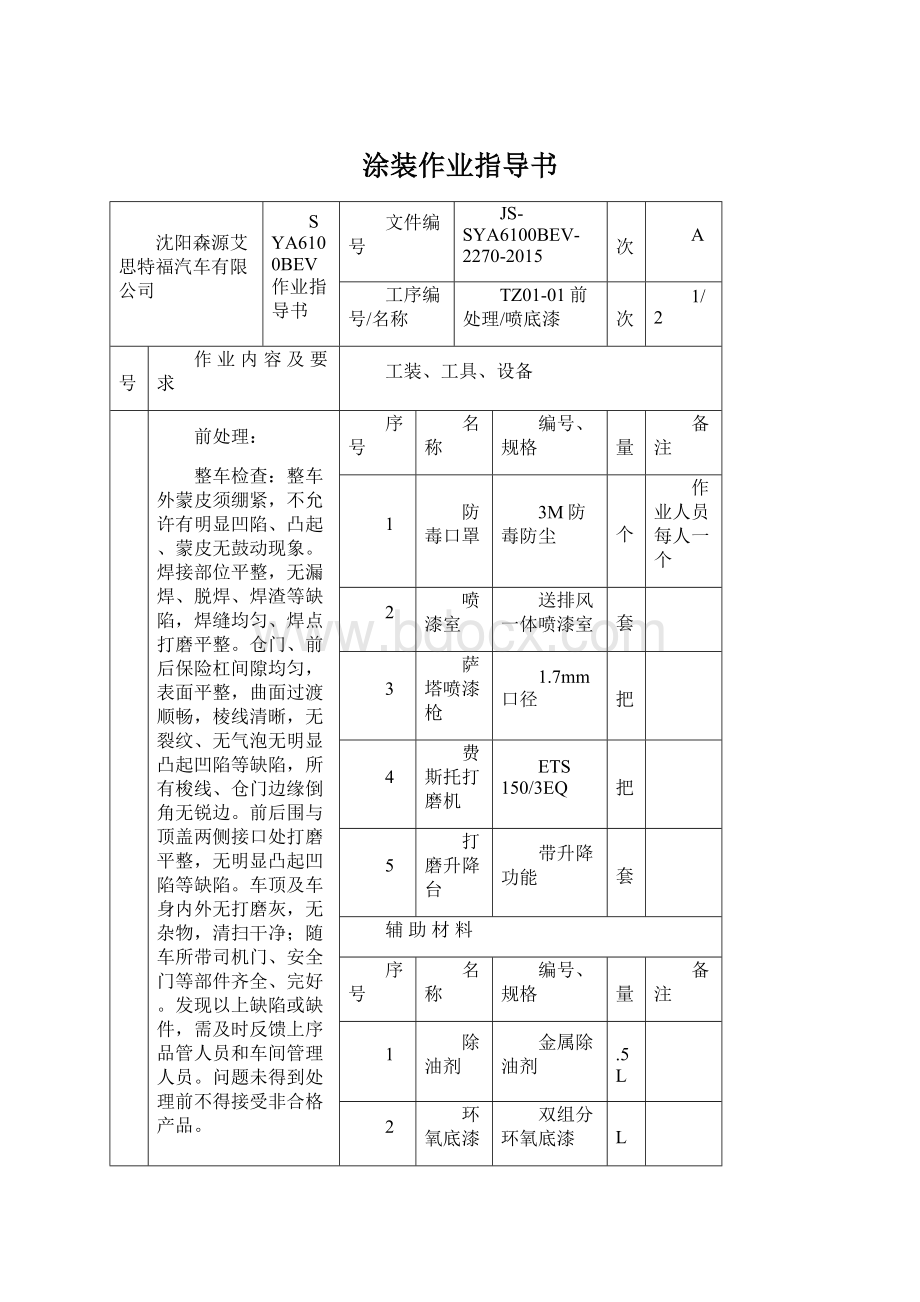
涂装作业指导书
沈阳森源艾思特福汽车有限公司
SYA6100BEV作业指导书
文件编号
JS-SYA6100BEV-2270-2015
版次
A
工序编号/名称
TZ01-01前处理/喷底漆
页次
1/2
序号
作业内容及要求
工装、工具、设备
1
2
前处理:
整车检查:
整车外蒙皮须绷紧,不允许有明显凹陷、凸起、蒙皮无鼓动现象。
焊接部位平整,无漏焊、脱焊、焊渣等缺陷,焊缝均匀、焊点打磨平整。
仓门、前后保险杠间隙均匀,表面平整,曲面过渡顺畅,棱线清晰,无裂纹、无气泡无明显凸起凹陷等缺陷,所有梭线、仓门边缘倒角无锐边。
前后围与顶盖两侧接口处打磨平整,无明显凸起凹陷等缺陷。
车顶及车身内外无打磨灰,无杂物,清扫干净;随车所带司机门、安全门等部件齐全、完好。
发现以上缺陷或缺件,需及时反馈上序品管人员和车间管理人员。
问题未得到处理前不得接受非合格产品。
打磨:
打磨除去附着于车身表面的杂物,必须去除车身锈以及其它贴敷在影响车身表面物质。
对焊接处缝隙,用钢丝球打磨除锈,检查全车身无锈、无杂物以及其它影响涂装物质,使用风气枪除油布清洁白车身焊渣和所有影响涂装质量的物质。
检查上工序是否完工及符合涂装要求。
序号
名称
编号、规格
数量
备注
1
防毒口罩
3M防毒防尘
1个
作业人员每人一个
2
喷漆室
送排风一体喷漆室
1套
3
萨塔喷漆枪
1.7mm口径
1把
4
费斯托打磨机
ETS150/3EQ
1把
5
打磨升降台
带升降功能
1套
辅助材料
序号
名称
编号、规格
数量
备注
1
除油剂
金属除油剂
1.5L
2
环氧底漆
双组分环氧底漆
6L
3
固化剂
标准型
2L
4
稀释剂
标准型
25%-30%
5
比例尺
多用途比例尺
1把
6
过滤网
120-240粒目
2个
7
粘度杯
杯架式4号
1个
8
秒表
数字型
1个
9
钢丝球砂轮
直径7cm
0.2个
10
檫拭纸/碎布
0.5KG
控制计划
序号
控制特性
技术要求
检验频次
纠正措施
重要度
自检
互检
1
前处理
清洁达到要求
100%
100%
返工
B
2
底漆膜厚
不低于≥35um
100%
100%
补喷
B
3
附着力
≤1级
100%
100%
重做
B
4
硬度
≥B
100%
100%
控制烘干时间
B
备注
重要度:
:
A、关键:
B、重要:
C、一般
编制
审核
会签
批准
标记
处数
更改文件号
签字
沈阳森源艾思特福汽车有限公司
SYA6100BEV作业指导书
文件编号
JS-SYA6100BEV-2270-2015
版次
A
工序编号/名称
TZ01-01前处理/喷底漆
页次
2/2
序号
作业内容及要求
工装、工具、设备
3
4
5
6
7
除油:
用气管将全车灰尘由上到下、由内到外吹干净。
先用擦布沾除油剂擦车身大板及大顶,再用干擦布重复擦拭。
擦拭油污时沿同一方向擦挣,擦布要及时更换,防止二次污染。
除油效果检验(自检):
除油5分钟后,用干净毛巾顺着车体表面擦拭(擦拭长度≥500mm),毛巾表面不应有油污(变黑)。
底漆:
清洁车身内外表面,在车身内表面喷涂灰色环氧底漆,对于外表面焊缝打磨处需补喷涂灰色环氧底漆。
清洁:
用擦拭纸浸除油剂将车体表面擦洗干净,然合用粘尘布擦净浮灰。
调漆:
按比例调配环氧底漆(施工粘度:
18~22秒):
产品名称
混合比例
产品配比
双组份环氧底漆
3:
1:
25~30%(体积比)
施工温度
固化剂
稀释剂
低于15℃
标准型
标准型
慢干型
特慢干型
标准型
标准型
慢干型
特慢干型
15~25℃
25~30℃
30℃以上
施工粘度:
16~22秒
喷底涂漆:
湿碰湿喷涂2~3遍,层间间隔5~10分钟。
晾置:
5~10分钟,底漆膜厚35-45um,严格按照比例调配并过滤。
烘干:
75±5℃45分钟,自然干:
30℃4小时后可刮原子灰。
不允许出现缺漆、露底,漏喷及大面积流挂。
序号
名称
编号、规格
数量
备注
1
防毒口罩
3M防毒防尘
1个
作业人员每人一个
2
喷漆室
送排风一体喷漆室
1套
3
萨塔喷漆枪
1.7mm口径
1把
4
费斯托打磨机
ETS150/3EQ
1把
5
打磨升降台
带升降功能
1套
辅助材料
序号
名称
编号、规格
数量
备注
1
除油剂
金属除油剂
1.5L
2
环氧底漆
双组分环氧底漆
6L
3
固化剂
标准型
2L
4
稀释剂
标准型
25%-30%
5
比例尺
多用途比例尺
1把
6
过滤网
120-240粒目
2个
7
粘度杯
杯架式4号
1个
8
秒表
数字型
1个
9
钢丝球砂轮
直径7cm
0.2个
10
檫拭纸/碎布
0.5KG
控制计划
序号
控制特性
技术要求
检验频次
纠正措施
重要度
自检
互检
1
前处理
清洁达到要求
100%
100%
返工
B
2
底漆膜厚
不低于≥35um
100%
100%
补喷
B
3
附着力
≤1级
100%
100%
重做
B
4
硬度
≥B
100%
100%
控制烘干时间
B
备注
重要度:
:
A、关键:
B、重要:
C、一般
编制
审核
会签
批准
标记
处数
更改文件号
签字
沈阳森源艾思特福汽车有限公司
SYA6100BEV作业指导书
文件编号
JS-SYA6100BEV-2270-2015
版次
A
工序编号/名称
TZ02-01/喷阻尼胶、发泡
页次
1/1
序号
作业内容及要求
工装、工具、设备
1
2
3
4
喷阻尼胶:
1)用汽油(或除油剂)润湿洁净布擦洗喷胶区域;
2)用专用喷枪在车身地板以下(含轮罩、踏步下表面、车身两侧蒙皮内表面)均匀喷涂2-3遍隔热阻尼胶;
3)去除遮蔽,用水润湿的布擦净飞溅多余的阻尼胶;
质量要求:
阻尼胶厚度均匀、无漏涂、堆积,胶膜厚度2-4mm。
自然干燥时间,20℃表干:
3h实干:
36h,烘干时间,80℃1.5h,附着力≥0.8mpa,耐高温性,170℃3h无流淌、无开裂,抗燃烧性,不易燃烧,柔韧性,制板高燥后弯90℃无裂缝,耐水性,干板浸泡48h不起泡、不脱落,耐冲击性≥30Cm,耐机油性,干板浸泡机油30h无变化;
发泡:
遮蔽:
用胶带对非发泡部位遮蔽(车内顶方钢表面、车侧蒙皮骨架、线路孔洞等);
清洁:
用汽油(或除油剂)润湿洁净布擦洗发泡区域;
1)做小样试喷,直至调整至能喷涂出符合质量要求的泡沫;
2)对发泡部位均匀喷涂一层泡沫(车内顶板、前围内表面,发动机罩内侧表面、车身两侧大板内表面),去除发泡区域遮蔽,用铲刀铲平泡沫,最后用压缩空气吹净粉尘;
质量要求:
1)外观发泡层均匀平整、致密度好,不高出方管表面,表观芯密度:
35-40kg/m3
2)泡沫厚度20~35mm;发动机罩内侧表面厚度30-35mm,导热系数≤0.023W/m.k
3)发泡的飞溅物清除干净,闭孔率≥90%,吸水率≤5%,耐烘烤性130±10℃x6h,不鼓泡,无气泡,无脱落,允许轻微变色;
4)阻燃性附合要求;
5)附着力,发泡层附着牢固不脱落;
注:
车内侧两边蒙皮骨架先使用软质泡棉填缝:
焊装车间交车涂装前必须填缝完毕,方可交入涂装。
序号
名称
编号、规格
数量
备注
1
防毒口罩/防护镜
3M防毒防尘
各1个
2
阻尼胶喷涂机
无气喷涂机
1台
3
喷枪
2.0
1把
4
喷漆室
送排一体喷漆室
1套
5
发泡室
送排一体发泡室
1套
6
发泡机/发泡枪
R-012-10
1套
7
铲刀
自制
1把
8
洗枪水
自来水
10KG
清洗无气喷涂机
辅助材料
序号
名称
编号、规格
数量
备注
1
除油剂
金属除油剂
1L
2
洁净布
碎布
1KG
3
阻尼胶
E-2100隔热阻尼胶
25KG
4
异氰酸酯
异氰酸酯(A料)
9KG
5
组合聚醚
组合聚醚(B料)
9KG
6
阻燃剂
1KG
7
洗枪液
0.5L
发泡枪
8
透明胶带/遮蔽纸
50-80mm/遮蔽膜或旧报纸
1卷/0.5KG
控制计划
序号
控制特性
技术要求
检验频次
纠正措施
重要度
自检
互检
1
阻尼胶厚度
不低于≥3mm
100%
100%
补喷
B
2
发泡层厚度
20~35mm
100%
100%
补发或铲除
C
3
阻燃性
离明火5-30s自熄
100%
100%
检查阻燃剂比例
B
备注
重要度:
:
A、关键:
B、重要:
C、一般
编制
审核
会签
批准
标记
处数
更改文件号
签字
沈阳森源艾思特福汽车有限公司
SYA6100BEV作业指导书
文件编号
JS-SYA6100BEV-2270-2015
版次
A
工序编号/名称
TZ03-01/补腻子、打磨
页次
1/2
序号
作业内容及要求
工装、工具、设备
1
2
3
4
5
6
7
8
检查车身表面需要补腻子部位并打磨做标记。
清洁打磨后需补腻子区域,调配腻子100:
2。
钣金灰/原子灰混合比例温度:
5-10℃/2.5-3.0%使用寿命:
8-12分钟,20-30℃/1.5-2.0%使用寿命:
5-10分钟。
粗刮腻子:
对焊接处先用钣金灰刮涂,用腻子将车身表面不平部位粗刮一遍。
使用刮刀,刮涂一层或多层,每层之间晾干5-10分钟/20℃,可打磨时间20-40分钟
粗磨腻子:
腻子干燥后用砂布将腻子接头及边缘部位打磨平整。
细刮腻子:
用腻子将车身表面不平部位及打磨砂纸痕用腻子再细刮一遍。
干燥(可采取自然干燥或烘干)烘干:
60-80℃20分钟。
自然干:
25℃2小时。
打磨原子灰及底漆:
1)先用P80#P240#砂碟研磨原子灰,吹净打磨粉尘后在腻子表面进行检查如浅痕,适于填补0.2mm一下的刮涂一遍红灰,红灰无需混合直接使用。
打磨


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 装作 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
British and American English教学案.docx
-
12沥青面层施工技术交底.docx
-
EDA花样流水灯要点.docx
-
09二模卷首字母.docx
-
MCGS嵌入版说明书2.docx
-
15秋福师《大学英语三》在线作业一满分答案.docx
-
《建筑工程管理实务》备考试题选择题.docx
-
RouterOS防火墙过滤详解.docx
-
18秋福建师范大学《财务管理》在线作业二6.docx
-
《太史公自序》教案2.docx
-
《 手绘制图表现技法》课程标准.docx
-
170件生理常识转给你关心的每一个人.docx
-
SYB创业计划书服务业卤菜.docx
-
《基因与分子生物学习题》汇总.docx
-
《作为生物的社会》阅读练习.docx
-
XX年三年级数学上册第七单元周长上课教学方案设计西师大版.docx
-
《欧也妮葛朗台》测试题分析.docx
-
DBQ3000塔吊拆除方案.docx
-
5有理数的加法.docx
