 生产物流管理计算题.docx
生产物流管理计算题.docx
- 文档编号:10770652
- 上传时间:2023-02-22
- 格式:DOCX
- 页数:21
- 大小:146.21KB
生产物流管理计算题.docx
《生产物流管理计算题.docx》由会员分享,可在线阅读,更多相关《生产物流管理计算题.docx(21页珍藏版)》请在冰豆网上搜索。
生产物流管理计算题
第四章
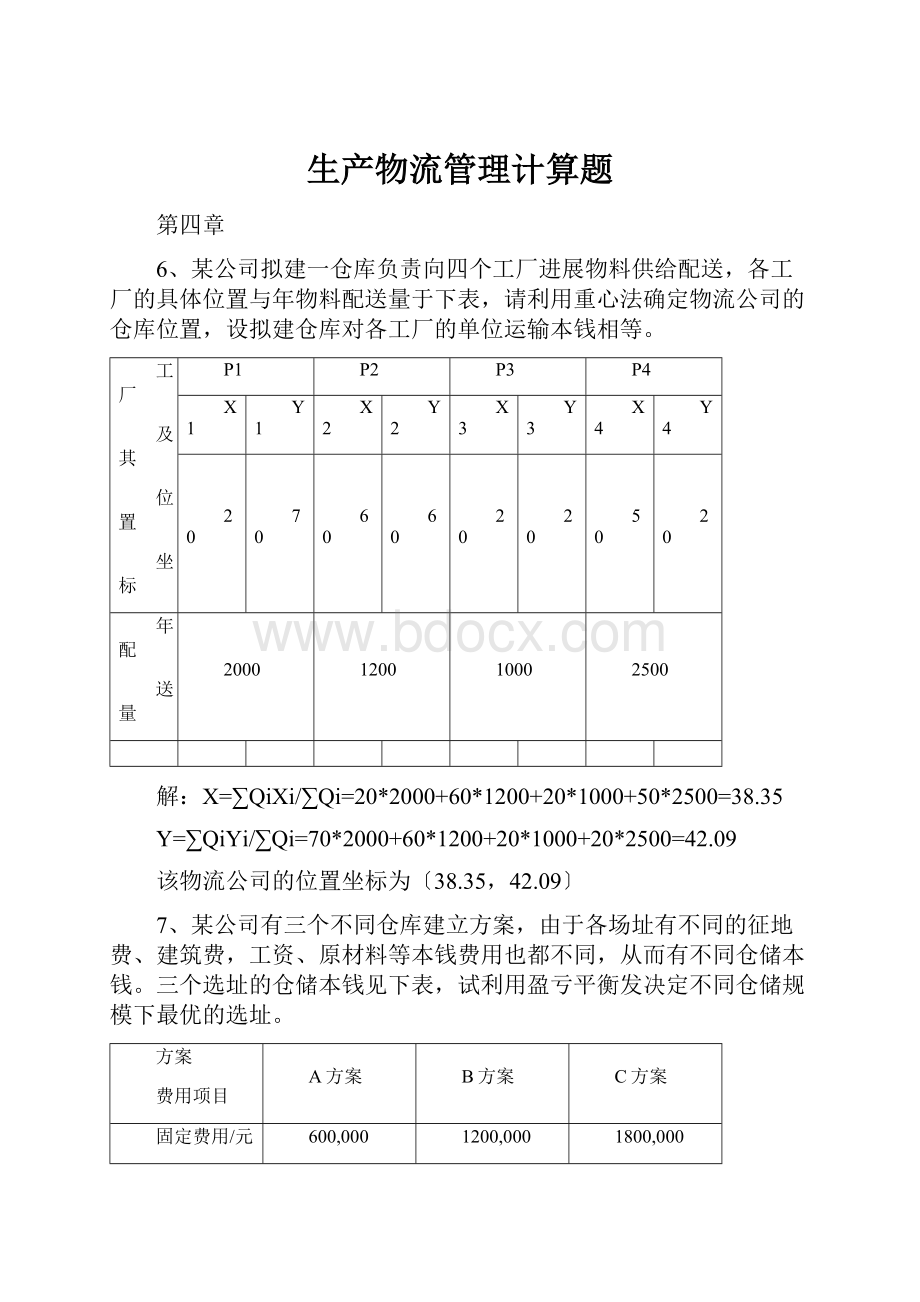
6、某公司拟建一仓库负责向四个工厂进展物料供给配送,各工厂的具体位置与年物料配送量于下表,请利用重心法确定物流公司的仓库位置,设拟建仓库对各工厂的单位运输本钱相等。
工厂
及其
位置
坐标
P1
P2
P3
P4
X1
Y1
X2
Y2
X3
Y3
X4
Y4
20
70
60
60
20
20
50
20
年配
送量
2000
1200
1000
2500
解:
X=∑QiXi/∑Qi=20*2000+60*1200+20*1000+50*2500=38.35
Y=∑QiYi/∑Qi=70*2000+60*1200+20*1000+20*2500=42.09
该物流公司的位置坐标为〔38.35,42.09〕
7、某公司有三个不同仓库建立方案,由于各场址有不同的征地费、建筑费,工资、原材料等本钱费用也都不同,从而有不同仓储本钱。
三个选址的仓储本钱见下表,试利用盈亏平衡发决定不同仓储规模下最优的选址。
方案
费用项目
A方案
B方案
C方案
固定费用/元
600,000
1200,000
1800,000
单件可变费用/(元/件)
40
20
10
解:
假设仓储总本钱为TC,仓储量为Q,那么TC=固定费用+可变费用*Q
TCA=600000+40Q 、 TCB=1200000+20Q 、TCC=1800000+10Q
由线性规划可以得出,当Q<30000时,选择A方案适宜;当30000<Q<60000时,选择B方案适宜;当Q>60000时,选择C方案适宜
8、某家电制造公司现有两个分销配送中心F1及F2,供给四个城市销售区域市场S1、S2、S3、S4,由于销售量不断增加必须另设新一配送中心,现通过定性分析,可供选择的地点为F3及F4。
各配送中心以千台为单位的产品储存费用及各个配送中心至各销售城市的运输费用如表1所示。
至
从
运输费用〔万元/千台〕
年配送量
〔单位:
千台〕
仓储费用
(万元/千台)
S1
S2
S3
S4
F1
5
3
2
3
0.7
1.5
F2
6.5
5
3.5
1.5
0.55
1.8
F3
1.5
0.5
1.7
6.5
1.25
2.0
F4
3.8
5
8
7.5
1.25
1.6
年销售量
单位:
千台
0.4
0.8
0.7
0.6
试问在可供选择的地点F3及F4中,选择其中哪一个地址为好?
解:
假设选择F3,其解如下表〔括号为运输量〕
至
从
运输费用〔万元/千台〕
年配送量〔千台〕
仓储费用〔万元/千台〕
S1
S2
S3
S4
F1
5
3
2
〔0.65〕
3
〔0.05〕
0.7
1.5
F2
6.5
5
3.5
1.5
〔0.55〕
0.55
1.8
F3
1.5
〔0.4〕
0.5
〔0.8〕
1.7
〔0.05〕
6.5
1.25
2.0
年销售量〔千台〕
0.4
0.8
0.7
0.6
选择F3总的费用〔运输费+仓储费〕:
假设选择F4:
至
从
运输费用〔万元/千台〕
年配送量〔千台〕
仓储费用〔万元/千台〕
S1
S2
S3
S4
F1
5
3
2
〔0.7〕
3
0.7
1.5
F2
6.5
5
3.5
1.5
〔0.55〕
0.55
1.8
F4
3.8
〔0.4〕
5
〔0.8〕
8
7.5
〔0.05〕
1.25
1.6
年销售量〔千台〕
0.4
0.8
0.7
0.6
同理计得,选择F3总的费用〔运输费+仓储费〕=12.16万元
综上,两者比拟选择F3适宜
9.一个工厂欲布置其生产与效劳设施。
该工厂共分成6个分厂,计划布置在一个2×3的区域。
这6个分厂间的业务关系密切程度,如下图,请作出合理布置?
解:
第一步,列出关系密切程度分类表〔只 考虑A和X〕 A:
1-3 2-5 2-6 3-5 B:
1-4 3-4 3-6
第二步,根据列表编制主联系簇,如下图 第三步,画出“X〞关系联系图
5 3 1 1
2 4
6 3 6
第四步,根据联系簇图和可供使用的区域,用实验法安置所有部门
6
2
5
4
1
3
第五章
10、某混合流水线上生产120台A产品,60台B产品和40台C产品。
试用生产比倒数法确定投产顺序。
解:
产品A B C
计划产量 120 60 40 最大公约数:
20
生产比:
Xa=6 Xb=3Xc=2
生产比倒数 1/6 1/3 1/2
计算过程:
A B C 连锁〔投产顺序)
1/6* 1/3 1/2 A
2/6 1/3* 1/2 AB
2/6* 2/3 1/2 ABA
3/6 2/3 1/2* ABAC
3/6* 2/3 1 ABACA
4/6 2/3* 1 ABACAB
4/6* 1 1 ABACABA
5/6* 1 1 ABACABAA
1 1 1* ABACABAAC
1 1* -ABACABAACB
1 -- ABACABAACBA
11、设某种可变流水线加工A、B、C三种零件,其计划日产量分别为100、150、200件;流水线上加工各零件的单件时间定额为10、12、15分钟。
日制度工作时间8小时,时间利用系数为90%。
按代表产品方法计算流水线生产A、B、C三种产品的节拍、设备数、负荷系数?
解:
选择产量最大的C为代表产品,εA=tA/tC=2/3,εB=tB/tC=4/5
该生产线换算后的工作总量为N=100*2/3+150*4/5+200=387件
有效工作时间Fe=8*60*90%=432分钟,节拍rC=Fe/N=432/387=1.12分钟/件
rA=rC*εA=0.74分钟/件,rB=rC*εB=0.89分钟/件
A、B、C三种产品的设备数和负荷系数为
SA=tA/rA=10/0.74=13.5件,SeA=14件,KA=SA/SeA=0.96
SB=tB/rB=12/0.89=13.5件,SeB=14件,KB=SB/SeB=0.96
SC=tC/rC=15/1.12=13.4件,SeC=14件,KC=SC/SeC=0.96
第七章
6、某厂生产A、B、C、D,4种产品,计划产量和各种产品在机械加工车间车床组的计划台时定额分别如下。
车床组共有车床20台,两班制,每班8小时,设备停修率10%,试用代表产品法求车床组的生产能力?
〔年有效工作日306天〕
单位产品年计划产量〔台〕台时定额〔小时〕
A5020
B10030
C*12540
D2580
解:
〔1〕选择产量与劳动量乘积最大的产品C为代表产品
(2)计算以C为代表产品表示的生产能力 M0=(306×2×8×(1-0.1)×20]/40 = 2203.2台时〔3〕计算各具体产品的生产能力
产品名称
计划产量Qi
单位产品台时定额ti
换算系数Ki
换算为代表产品数量Q0
各种产品占全部产品比重%
代表产品表示的生产能力M0
各具体产品的生产能力Mi
甲
①
②
③
④=①×③
⑤
⑥
⑥′=⑤×⑥÷③
A
50
20
0.5
25
9%
2203.2
396.6
B
100
30
0.75
75
27%
739.2
C
125
40
1
125
46%
1013.5
D
25
80
2
50
18%
198.3
275
100%
第八章
5、某厂生产一种产品,销售单价为2500元,单位变动本钱为1500元,企业固定本钱为2000万元,那么该产品的盈亏平衡点产量?
解:
Q*=F/(P-V)=20000000/(2500-1500)=20000(件)
6、利用以下给定信息建立运输表,制定最小本钱的综合计划?
时期
1季度
2季度
3季度
需求量
550
700
750
生产能力
正常
500
500
500
加班
50
50
50
外包
120
120
100
期初存货数量
100
本钱
正常生产本钱
60¥/单位
加班单位本钱
80¥/单位
转包单位本钱
90¥/单位
单位库存本钱
1¥/单位/季度
解:
计划方案
计划期
未用生产能力
全部生产能力
1
2
3
单位计划期
期初库存
0〔100〕
1
2
100
1
正常生产
60〔450〕
61〔50〕
62
500
加班
80
81〔50〕
82
50
转包
90
91
92〔30〕
90
120
2
正常生产
60〔500〕
61
500
加班
80〔50〕
81
50
转包
90〔50〕
91〔70〕
120
3
正常生产
60〔500〕
500
加班
80〔50〕
50
转包
90〔100〕
100
需求
550
700
750
90
2090
公司综合生产计划
季度
1
2
3
正常生产
550
500
500
加班
50
50
50
外包
30
120
100
调节库存
130
100
1季度调节库存450+50+50+30+100-550=130〔生产量加外协量超过了需求〕
生产量加外协量小于需求时,将消耗调节库存
2季度调节库存130+500+50+120-700=100
3季度调节库存100+500+50+100-750=0
综合生产计划的总本钱
期初库存本钱:
100*0=0 1季度:
60*450+61850+81*50+92*30=36860
2季度:
60*500+80*50+90*50+91*70=44870
3季度:
60*500+80*50+90*100=43000 总本钱:
36860+44870+43000=124730
第九章
8、用在制品定额法计算各车间某月份投入量与出产量,如图示:
第十章
1、设有零件甲、乙、丙、丁四种,小组由车床、铣床各一台,其中零件的加工顺序都是先车后铣,其余条件如下表,试确定最正确加工顺序。
零件名称
车加工定额
铣加工定额
甲
15
4
乙
8
10
丙
6
5
丁
12
7
解:
〔1〕从加工时间中找出最小值。
此题中为铣床列中的4
〔2〕上述最小值如果属于车床列〔先加工的设备列〕,那么该零件应优先安排加工;反之那么最后加工。
此题中铣4应最后加工
〔3〕将已安排加工的零件除去,其余零件在重复〔1〕、〔2〕步骤,直到全部零件安排完毕。
〔4〕当遇到车、铣两列的最小值相等时,可以任意取其中之一。
按照上述方法,上例的加工顺序安排应为:
乙、丁、丙、甲。
绘制成线条图如下:
2、某工厂某一批产品要经过车削、铣削、磨削三道加工工序,批量n=6个,工序数m=3道,单个产品在各工序上的加工时间分别为t1=12分钟、t2=6分钟、t3=20分钟。
问题:
〔1〕绘制顺序移动、平行移动、平移顺序移动三种生产方式的〔工序-时间〕示意图?
〔2〕并分别计算顺序移动、平行移动、平移顺序移动三种生产方式加工完这批零件的生产周期?
解:
〔1〕顺序移动方式
时间
n=6,t1=12,t2=6,t3=20 T顺=nΣti=6×〔12+6+20〕=228分钟
〔2〕平行移动方式
n=6,t1=12,t2=6,t3=20T平=Σti+〔n-1〕t长=〔12+6+20〕+〔6-1〕×20=138分钟
(3)平行顺序移动方式
n=6,t1=12,t2=6,t3=20
T p s =n∑ti - 〔n - 1 〕∑m i n 〔ti , ti + 1 〕=6×〔12+6+20〕-〔6-1〕×12=168分钟
第十二章
3、有四种零件组成的产品,月计划生产115台,零件计划和生产统计数据见下表。
计算各零件产量计划完成率,计算零件配套率?
零件序号
每台配套零件数
计划产量〔件〕
实际产量〔件〕
01
3
345
350
02
3
345
345
03
1
115
120
04
2
230
220
解:
零件序号
每台配套零件数
计划产量〔件〕
实际产量〔件〕
计划完成率%
实际装配产品台数〔台〕
01
3
345
350
101.4%
350/2=175
02
3
345
345
100%
345/3=115
03
1
115
120
104.3%
120/1=120
04
2
230
220
95.7%
220/2=110
表中04号零件实际可装配产品数最低,110台,是四种零件中的最短缺零件。
月成品出产计划是115台。
实际数量到达计划数量的零件有01、02、03三个品种。
配套率:
K1数量成套=〔S实/S计〕*100%=110/115*100%=95.7% ,K2品种成套=〔n实/n套〕*100%=3/4=75%
第十四章
5、某产品各零件的功能比拟打分情况和本钱如下表,试计算功能系数、本钱系数、价值系数,分析其本钱差异?
表1:
强制法打分与目前本钱情况表
序号
零件名称
A
B
C
D
E
目前本钱
1
A
×
1
1
1
1
1000
2
B
0
×
0
1
1
2000
3
C
0
1
×
1
1
800
4
D
0
0
0
×
1
1200
5
E
0
0
0
0
×
800
解:
序号
零件名称
A
B
C
D
E
评分值
功能系数
1
A
×
1
1
1
1
4
0.4
2
B
0
×
0
1
1
2
0.2
3
C
0
1
×
1
1
3
0.3
4
D
0
0
0
×
1
1
0.1
5
E
0
0
0
0
×
0
0
合计
10
1
零件名称
功能系数①
目前本钱②
本钱系数③
价值系数④=①/③
按④分配本钱⑤=②*④
本钱差异⑥=⑤-②
A
0.4
1000
0.17
2.35
2350
+1350
B
0.2
2000
0.34
0.59
1180
-820
C
0.3
800
0.14
2.14
1712
+912
D
0.1
1200
0.21
0.48
576
-624
E
0
800
0.14
0
0
-800
合计
1.0
5800
1.0
5818
第十五章
5、某设备制造公司生产A产品,生产供给处需某编制计划期公司的A产品的各零件生产作业计划与采购计划,计划编制周期公司规定统一为8周。
已得知A产品的产品结构如图1所示,设备制造公司各产品及其零部件库存量、生产〔订购〕批量和周期如表1所示:
表1设备制造公司各产品及其零部件库存量、生产〔订购〕批量和周期
A
B
C
D
现有库存量〔件〕
20
15
25
30
平安库存量〔件〕
10
生产〔订购〕批量〔件〕
?
50
预计入库量〔件〕
80〔2〕﹡
50〔4〕
80〔2〕
生产〔订购〕周期〔周〕
2
?
1
1
﹡80〔2〕表示第2周有80件入库
设备装配分厂全年〔365天〕需用B零件1460件,每日零件生产分厂生产B零件件数为6件/天,由于设备制造公司的采取按订单生产方式,实施零库存生产方式,不设B零件仓库,采取边生产边消耗的供货方式,装配分厂补货投料批量为B零件的经济生产批量。
现装配分厂每次向零件分厂补货的费用为30元/次,每个B零件的加工过程中零件暂存费用为2.92元;零件分厂的生产组织采用顺序移动方式,B零件要经过三道工序加工完成零件制造,B零件各工序上的单件加工时间分别为t1=0.04小时、t2=0.05小时、t3=0.07小时;零件分厂的工作时间每天为8小时〔每周工作日6天〕。
问题:
1、试计算设备装配分厂B零件的经济补货批量?
解:
EOQ=
=
=
=173.2件
其中,EOQ为经济订货批量;C为单次订货本钱;R为年总需求量;P:
货物单价(元/件);F:
每件存货的年保管费用占其价值的百分比;H=PF:
单位产品的库存本钱,即每件存货的年平均库存保管费用(元/件·年)
2、计算B零件的批量生产周期?
解:
T=EOQ/R=0.12年=43.3天
3、经预测第6周客户需要A产品300台,在表2中编制该制造企业的A产品的物料需求计划(MRP)
表2MRP逻辑运算表
产
品
时间〔周〕
项目
1
2
3
4
5
6
7
8
A
平安库存量10
毛需求量
300
300
预计入库量
80
计划库存量
〔现有库存量20〕
20
100
100
10
10
10
净需求量
210
300
计划订单产出量
210
300
计划订单投入量
210
300
B
毛需求量
210
300
预计入库量
40
计划库存量
〔现有库存量15〕
15
5
245
145
净需求量
195
55
计划订单产出量
200
200
200
计划订单投入量
200
200
C
平安库存量20
毛需求量
420
300
600
预计入库量
100
50
计划库存量
〔现有库存量25〕
425
305
305
55
净需求量
420
300
600
计划订单产出量
300
300
300
300
计划订单投入量
300
300
300
D
毛需求量
210
300
预计入库量
80
计划库存量
〔现有库存量30〕
30
0
0
0
净需求量
100
300
计划订单产出量
100
300
计划订单投入量
100
300


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 生产 物流 管理 算题
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
汽车智能化带来的汽车电子产业链和价值链解析.docx
-
劳动合同编号2434.docx
-
精选土木工程实习总结1.docx
-
强烈推荐铝合金轮毂项目可研报告.docx
-
柳宗元的愚溪情结与心态.docx
-
精撰品牌中老年营养保健品的市场推广营销策划方案.docx
-
秋部编版三年级语文上册全套单元测试附答案.docx
-
连锁店加盟合同3篇.docx
-
九年级下学期第1讲初三9B Unit14 基础知识归纳 教师版.docx
-
全国医学博士英语统考医学英语词汇表1.docx
-
九年级语文第三次月考试题.docx
-
拳皇人物设定.docx
-
开发建设CBD房地产项目可行性研究报告.docx
-
热源厂吊装施工方案.docx
-
库房个人工作总结与库房管理员半年工作总结汇编.docx
-
人教版初中物理知识点复习.docx
-
人教版高一语文必修一6鸿门宴同步练习doc.docx
-
开展反浪费反奢侈行动实施方案3篇.docx
-
课程设计说明书汽车蓄电池电压监视器设计副本.docx
