 鱼刺图 典型外部故障分析及措施.docx
鱼刺图 典型外部故障分析及措施.docx
- 文档编号:10863378
- 上传时间:2023-02-23
- 格式:DOCX
- 页数:12
- 大小:220.68KB
鱼刺图 典型外部故障分析及措施.docx
《鱼刺图 典型外部故障分析及措施.docx》由会员分享,可在线阅读,更多相关《鱼刺图 典型外部故障分析及措施.docx(12页珍藏版)》请在冰豆网上搜索。
鱼刺图典型外部故障分析及措施
典型外部故障分析及措施
CA系列
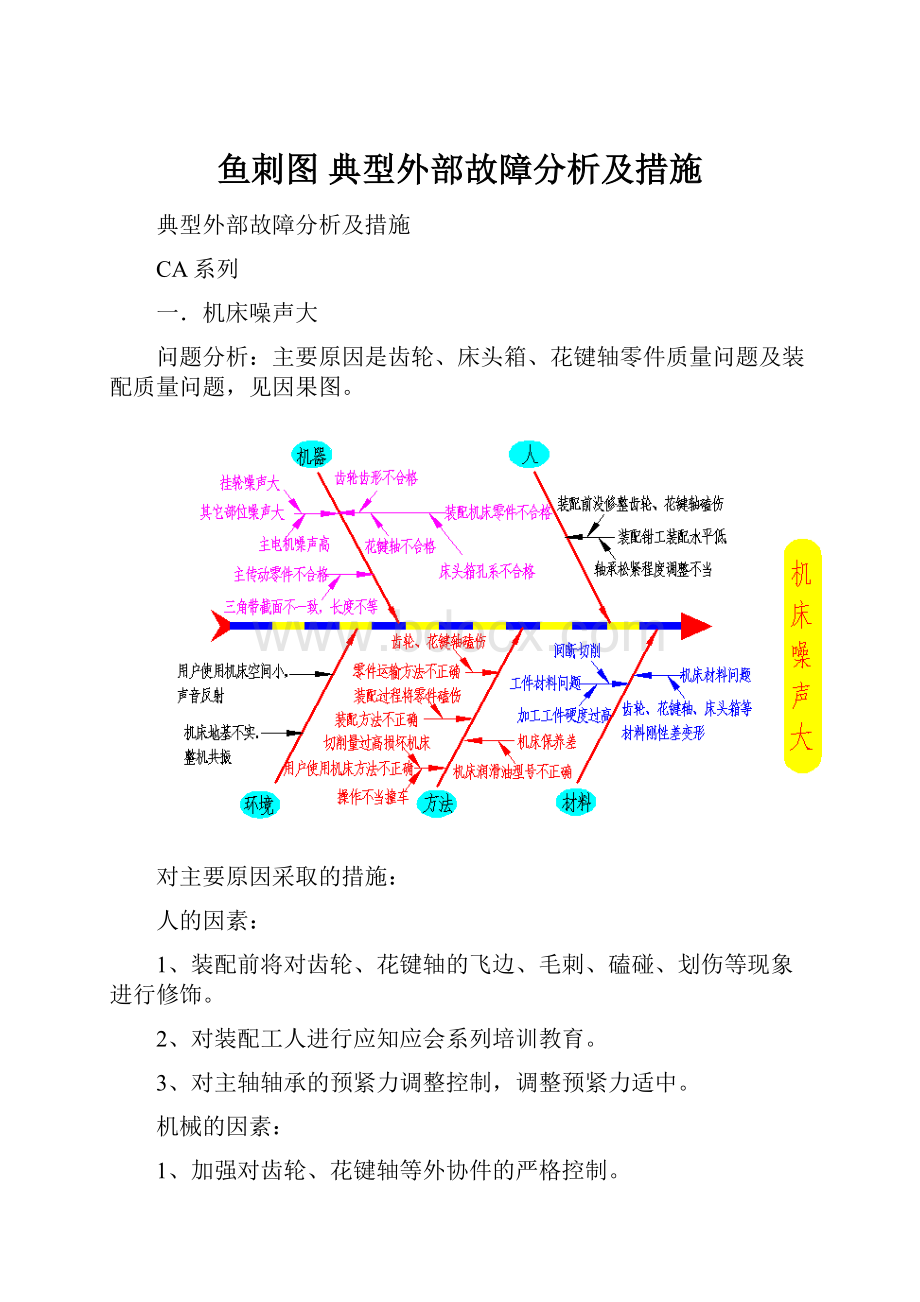
一.机床噪声大
问题分析:
主要原因是齿轮、床头箱、花键轴零件质量问题及装配质量问题,见因果图。
对主要原因采取的措施:
人的因素:
1、装配前将对齿轮、花键轴的飞边、毛刺、磕碰、划伤等现象进行修饰。
2、对装配工人进行应知应会系列培训教育。
3、对主轴轴承的预紧力调整控制,调整预紧力适中。
机械的因素:
1、加强对齿轮、花键轴等外协件的严格控制。
2、对床头箱各孔径、孔距等精度加大比例检查。
3、检查相关部位及齿轮啮合程度,是否符合标准要求,齿面是否有磕碰现象。
4、对相关轴、套进行严格控制,加大抽检比例,对不合格的零部件拒绝验收入库。
5、要求供应商对三角带截面、长度进行成组选配入厂。
材料的因素料:
1、原材料入厂前进行取样,每批次做材质化验。
2、对齿轮、花键轴进行硬度检测。
3、床头箱毛坯铸件做内应力变形试验。
方法的因素:
1、投入装配的齿轮、花键轴为防止在运输过程中容易产生磕碰,要求相关责任部门采取防护措施。
2、装配车间要严格执行工艺规程进行装配。
3、指导培训用户按照使用说明书进行正确操作。
环境的因素:
1、建议用户适当调整作业空间。
2、机床安装要按照机床装配工艺规程及装配作业指导书进行装配。
二.机床起车慢
原因分析:
主要原因是由于磨擦片调整过松和摩损过快引起的,见因果图。
对主要原因采取的措施:
人的因素:
1、对装配钳工在调整摩擦片时要符合工艺规程要求,并对其进行技术培训。
2、针对用户要求不正确使用机床的习惯不同,要求起车时间短的问题,服务人员应该对其进行指导。
机械的因素:
1、应对进场的摩擦片进行平面度、硬度等项目检测是否符合图纸技术要求。
2、检查员要重点对摩擦片的调整程度进行检测。
材料的因素:
加工零件直径过大,主轴转动时产生的转动惯量大,刹车时间比加工中小件长,服务员可根据实际情况对用户解释。
方法的因素:
1、加强机床出厂前的检测
2、针对用户对机床保养情况服务人员要进行指导。
环境的因素:
服务人员要对用户操作者进行指导按机床使用说明书进行操作。
三.机床振动
原因分析:
此问题主要是由于机床存在不平衡旋转零件引起的,见因果图。
对主要原因采取的措施:
人的因素:
1、装配工人进行平衡块调整技术培训。
2、检查员加强对相关部位进行专项重点检测。
机械的因素:
1、部装检查员加强对主轴动平衡旋转是否符合工艺要求的检测及控制。
2、检查主电机转子及轴是否产生不平衡的问题。
材料的因素:
1、机床所加工零件材质是否存在基体硬度不均及加工零件偏重产生的振动波纹。
建议用户对零件材质进行检测及对零件偏重采取配重方法解决。
方法的因素:
1、用户应对加工零件进行配重随时检测是否有松动的部位并及时进行调整。
2、用户应对所使用机床按照机床使用说明书要求对设备进行维护和保养。
环境的因素:
1、检测机床周围环境是否有振源产生共振及机床地角是否牢固可靠。
四.加工波纹
原因分析:
此问题是因为床鞍移动时由于干涉产生瞬时停止引起的,见因果图。
人的因素:
加强对调整工人技术培训,提高调整刮研技术水平。
机械因素:
1、重点检测装配质量,床鞍、压板刮研质量是否符合工艺要求及压板是否调整过紧。
2、加强床身导轨面粗超度及床身下滑面平行度控制。
材料因素:
1、建议用户对加工的零件材质进行检测,是否硬度过高及硬度不均。
方法因素:
1、出厂前精车试验要增加试件振纹检验。
2、建议用户及时检查调整机床松动部位,不定期检测系统油路是否通畅。
环境因素:
服务员应检测机床周围是否有较大振源及床身地角安装是否牢固。
CAK系列
一.主轴轴承研伤
原因分析:
此问题主要是由于轴承预紧力不合适及轴承质量问题引起的,见因果图。
对主要问题采取的措施:
人的因素:
1、装配前检查主轴及套件是否清洁。
2、检查员重点检测主轴的预紧力调整适中位置。
机械的因素:
1、装箱前检测箱体内部及零部件(润滑脂)的清洁度是否存在铁屑及杂质。
2、对轴承外观质量进行检测是否有磕碰、划伤、锈蚀,转动检查轴承内、外环间隙是否适中。
3、重点检测床头箱主轴孔孔径是否符合图纸技术要求。
4、检测润滑脂及试车是否清洁系统油路是否通畅。
材料的因素:
1、对床头箱孔径出现材质疏松、砂眼等质量问题加强控制并及时向相关责任厂家反馈并索赔。
2、为防止轴颈变形加大比例对主轴进行淬火后硬度检测,使其能够符合标准技术要求。
方法的因素:
1、工艺部门研究做预紧力测试方法。
2、为避免主轴轴承研伤建议用户在加工过程中不要采取超负荷切削或间断切削加工。
环境的因素:
1、床头箱润滑脂型号要符合设计要求。
2、指导用户定期更换润滑油。
二.X轴轴承损坏
原因分析:
此问题是由于轴承预紧力不合适及轴承质量问题引起的,见因果图。
对主要问题采取的措施:
人的因素:
1、研究预紧力测试,并检查轴承是否清洁。
机械因素:
1、加强装配质量控制,要求轴承预紧力调整适中。
2、装配保证轴承及零部件的清洁度。
村料因素:
1、选用正确型号的润滑脂。
2、抽检轴承内、外环硬度是否符合标准要求。
方法因素:
1、研究预紧力测试。
2、建议用户不要超负荷切削和间断切削。
环境因素:
定期对机床进行维护保养。
三.刀架损坏失灵
原因分析:
见因果图
对主要问题采取的措施:
此问题已列入2011年质量保证部“攻关计划”,我们已把收集的问题反馈给刀架事业部进行整改,第一批6台刀架已装配成整机发往用户,改进效果在验证中。
CW系列
一.横向进给失灵,横向结合子窜动
原因分析:
此问题主要是由于横向进给凸轮轴向窜动引起的,见因果图。
对主要问题采取的措施:
人的因素:
1.现场抽查顶丝窝配钻深度及顶丝的紧固程度,达到技术要求。
机械因素:
1.零件入库前检螺钉及凸轮、轴的相关尺寸要求。
材料因素:
1.检验螺纹胶的粘合力,胶的型号符合工艺要求。
方法因素:
1.督促装配工人均匀涂抹螺纹胶。
二.快速按扭故障
原因分析:
此问题主要是由于压线螺钉松动、电线破皮及按扭质量问题引起的,见因果图。
对主要问题采取的措施:
人的因素:
1.抽查压线螺钉紧固程度。
2.督促装配工人装配过程中不得损坏电线绝缘层。
机械因素:
工艺制定快速按扭线露出长度,工人按工艺要求装配。
材料因素:
按设计指定厂家采购快速按扭。
方法因素:
1.电工用工艺指定螺丝刀紧固螺钉。
2.出线过短时,禁止强行抽拉电线,避免损坏电线绝缘层。
三.轴6077与套6078锈蚀
原因分析:
此问题主要是由于轴与套之间润滑脂未涂或涂抹不均匀引起的,见因果图。
对主要问题采取的措施:
人的因素:
督促装配钳工按工艺要求涂抹润滑脂。
材料因素:
使用合格的润滑脂,保证润滑脂不含有铁屑灰尘等杂质。
方法因素:
抽查润滑脂涂抹质,保证润滑脂充分涂抹在套6078孔内。
环境因素:
1.对储存时间过长(特别是露天储存)的机床复检后出厂。
2.提高包装箱质量和包装质量。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 鱼刺图 典型外部故障分析及措施 鱼刺 典型 外部 故障 分析 措施
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
超星创新创业考试答案.docx
-
城市社区居委会管理面临的困境及其化解作业.docx
-
股票入门基础知识1.docx
-
机关工委人事工作者坚守本职工作心得体会.docx
-
版青岛版五四制小学五年级科学上册全册教案.docx
-
销售计划管理制度.docx
-
初三班级学期工作总结.docx
-
毛绒缝制玩具项目可行性研究报告.docx
-
个人纪检工作总结三篇.docx
-
第7章 货币供需与均衡模拟训练题资料.docx
-
电子商务专业实习报告3.docx
-
工程档案分类编号规范方案.docx
-
市场动销案例.docx
-
塑胶件外观检验常见不良分类及判定标准.docx
-
低碳建筑技术推广应用研究.docx
-
圆周运动备选题.docx
-
RHINOCEROS复习题.docx
-
二甲硅油药品销售数据市场调研报告.docx
-
校园文明从我做起作文.docx
