 Structure Design.docx
Structure Design.docx
- 文档编号:10950156
- 上传时间:2023-02-23
- 格式:DOCX
- 页数:12
- 大小:279.25KB
Structure Design.docx
《Structure Design.docx》由会员分享,可在线阅读,更多相关《Structure Design.docx(12页珍藏版)》请在冰豆网上搜索。
StructureDesign
PlasticPartDesign
Toinsureaqualityfinalproduct,itisnecessarytostartoutwithqualitycomponents.Injectionmoldedpartscanbemoldedtoahighqualitystandardbyfocusingontheseareasofplastictechnology:
1)CorrectPartDesign
2)AccurateSelectionofMaterial
3)ProcessingPlasticProcessing
Onlybydrawingonexpertisefromthesethreeareasofplastictechnologycanaproductdesignercreatequalitymoldedpartsthatmaximizeperformanceandarecosteffective.Thepurposeofthisdesignguidedealswiththefirstofthesethreeissues-partdesign.
CorrectPartDesignGuidelines
Iftherewasonlyonerulefortheinjectionmoldingprocessitwouldhavetobe
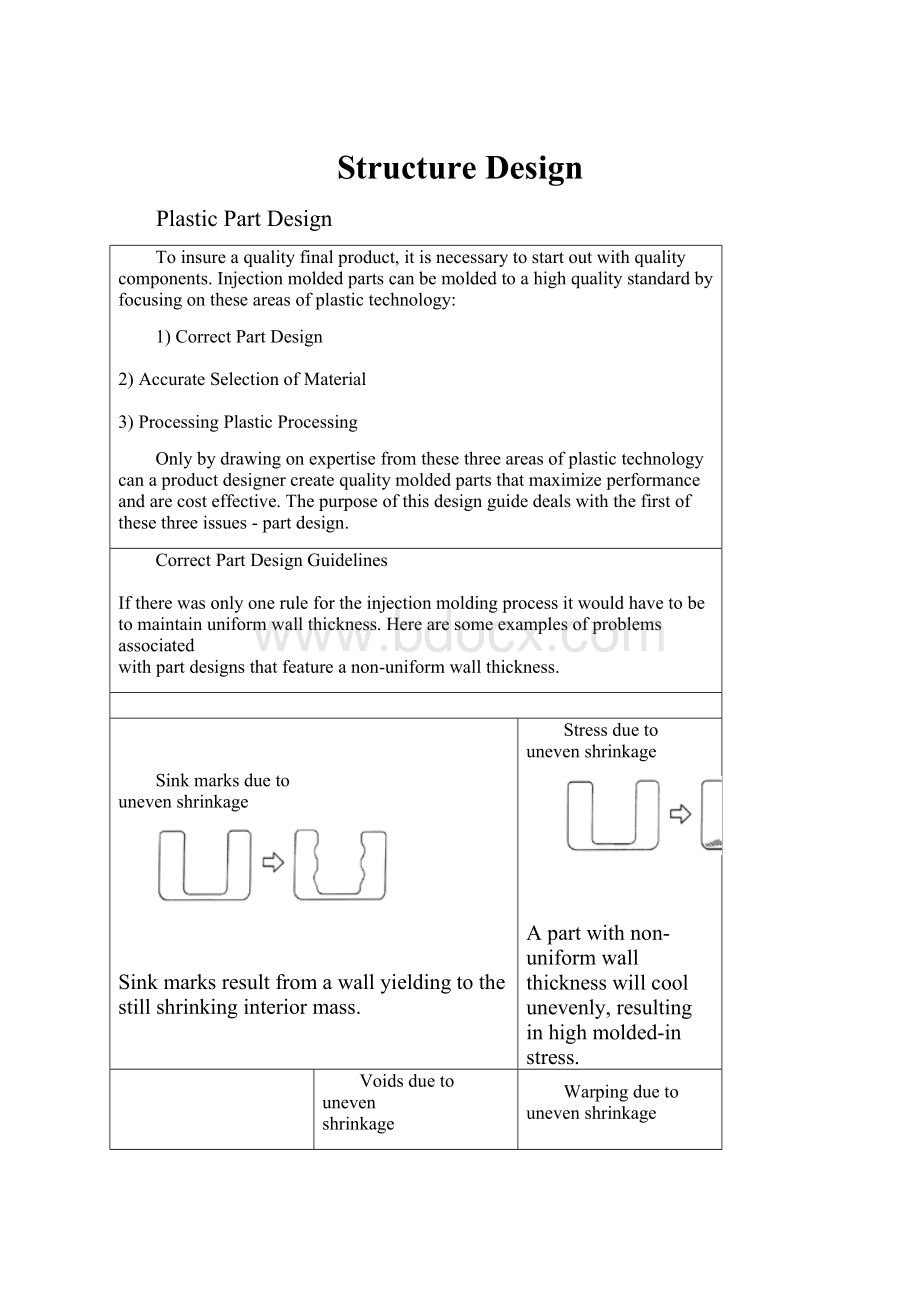
tomaintainuniformwallthickness.Herearesomeexamplesofproblemsassociated
withpartdesignsthatfeatureanon-uniformwallthickness.
Sinkmarksdueto
unevenshrinkage
Sinkmarksresultfromawallyieldingtothestillshrinkinginteriormass.
Stressdueto
unevenshrinkage
Apartwithnon-uniformwallthicknesswillcoolunevenly,resultinginhighmolded-instress.
Voidsduetouneven
shrinkage
Thealreadycooledsectionwillnotyieldtotheshrinkingactionofthecoolinginteriormasscausing
voidsinthethickportionofthepart.
Warpingdueto
unevenshrinkage
Concentratedstressatthejunctionofhigh&lowshrinkageareamaycauseaparttowarp.
Draft
Plasticpartsarealwaysdesignedwithataperordraftinthedirectionofmoldmovementtoallowpartejectionorremovalfromthemold.Sinceplasticsshrinkwhencooled,itiscommonforpartstoshrink(orgriptightly)tocores.Agooddefinitionfordraftwouldbe:
thedegreeoftaperofasidewallorribneededtoallowthemoldedplasticparttoberemovedfromthemetalmold.Withoutproperdraft,plasticpartsmaybedifficulttoremovefromthemold.Adraftangleof1/2degreesisregardedasminimumformostapplications.Draftanglesof11/2to2degreespersideareconsiderednormalforplasticinjectionmolding.
Topofpage
Ribs
Manytimesthestiffnessofapartmustincreasebecauseoftheloadappliedtothepartdesign.Oneoftheeasiestwaystocurethisproblemischangethepartgeometrybyaddingribs.Theuseofribsisapracticalwayandeconomicalmeansofincreasingthestructuralstrengthofapart.Butthereareguidelinesthatgovernaddingribswithoutcausingsinkmarksorsurfaceblemishestoyourparts.
1)Ribthicknessshouldbelessthanwallthickness.Aribthicknessof60%to80%ofnominalwallthicknessisrecommended.
2)Toincreasestiffnessincreasethenumberofribsor"gussetplates",anotherfeaturedesignedtostrengthentheplasticpart.
3)Foragivenstiffness,itisbettertoincreasethenumberofribs,nottheheight.
4)Forthickribs"coreout"theribfromtheback.Thiscreatesahollowspaceunderneaththepart
andmaintainsauniformwallthickness.
Height:
Maximumheightofthreetimenominalwallthicknessofpart.
Spacing:
Minimumoftwotimesnominalwallthicknessofpartbetweenribs.
Topofpage
Holes
Holesareeasytoproduceinmoldedparts.Corepinsthatprotrudeintothemoldcavitymaketheholeswhenthepartismolded.Throughholesinthemoldedpartsareeasiertoproducethanblindholes,whichdonotgoallthewaythroughapart.Blindholesaremadebycorepinssupportedononeendonly.Thepinscanbedeflectedandpushedoffcenterbythepressuresofthemoltenplasticmaterialduringthemoldingprocess.Agoodruleofthumb:
thedepthoftheblindholeshouldbeabouttwicethediameterofcorepinsupto3/16",anduptofourtimesthediameterofcorepinsover3/16".Theguidelinesforblindandthroughholesareseenbelow.
BlindHole(shownwithdraft)
L=2DforDiametersLessthan3/16"dia.corepins
L=4DforDiametersMorethan3/16"dia.corepins
ThroughHole(shownwithdraft)
L=4DforDiameterslessthan3/16"dia.corepins
L=6DforDiametersmorethan3/16"dia.corepins
Therearedefiniterulesfortheplacementofcoredholesinamoldedpart.Iftheseminimumdistancesshownbelowarenotfollowed,theholeswillbeeggshapedorthepartwilldeformintheareasaroundtheholes.
T=wallthicknessofpart
D=diameterofhole
Asdepictedabove,thedistancefromtheedgeofaholetoaverticalsurface(i.e.rib)ortheedgeofapartshouldbetwicethepartthickness(ormore),oratleastonediameterofthehole.Thissameruleappliesbetweenholes-atleasttwopartthicknessesoroneholediametershouldbespecified.
Holes(part2)
Aseasyasitistomakeholesinmoldedpartsitdoesnotcomewithoutsomeconcernsforthestrengthofthepart.Foreverycoredormoldedholetherewillbeaweldline.Theweldlinesarecausedbytheflowofthemeltedplasticaroundthecorepins.Theseweldlinesarenotasstrongasthesurroundingplasticmaterial,andalsomaydetractfromtheoverallappearanceofthemoldedpart.Thepartdesignershouldconsiderthesepointswhendesigningholesinamoldedpart.
Thecoringofholesiseasywhentheaxisisparalleltothepartingline.Butwhenholesandotherfeaturesrunperpendiculartothepartinglinethenretractablecores(orcams)arerequired.Splitpinsandcores(calledpassingsteelshutoffs)canbeusedtocreatesomeofthefeatures.Thedesignerneedstobeawareoftheproblemsofsideactioncoresandtheaddedexpensesassociatedwiththesetypesofmolds.Withalittleunderstandingofhowthemoldopensandwherethepartinglinewillexist,thesecostlyfeaturescanbemodified.Ruleofthumb:
wheneverpossiblealldesignfeaturesshouldbeincorporatedinthesamedirectionofthemoldopeningsothatcamactioncanbeavoided.
Topofpage
Bosses
Bossesareusedforlocating,mounting,andassemblypurposes.Therearebossdesignguidelinesthatmustbefollowedtoinsurethehighestqualityinmoldedparts.Again,oneofthemainpointstoconsiderisnominalwallthickness.Toomanytimesbossesaredesignedwiththickwallsectionsthatcanaffecttheappearanceoftheplasticpartandthefinalproduct.
Ruleofthumb:
thewallthicknessaroundabossdesignfeature(t)shouldbe60%ofthenominalpartthickness(T)ifthatthicknessislessthan1/8".Ifthenominalpartthicknessisgreaterthan1/8"thebosswallthicknessshouldbe40%ofthenominalwall.
Bossdiameter,wallthickness,andheightdesignparameters.Whilebossheightsvarybydesign,thefollowingguidelineswillhelpavoidsurfaceimperfectionslikesinkmarksandvoids:
theheightofthebossshouldbenomorethan21/2timesthediameteroftheholeintheboss.
Pleaseobservethe"60/40"rule(seeabove)forthewallthicknessatthebottomoftheboss.
Topofpage
Radii
Inthedesignofinjectionmoldedparts,sharpcornersshouldbeavoided.Sharp
cornersactasstressrisersorconcentrators,reducingpartstrengthandcausing
prematurefailures.Sharpcornersmayalsoeffectplasticflow,producingpartswith
objectionablesurfaceflowpatterns.
Bosses&Ribs
Nominalradiusshouldbeonequarterofthenominalpartthickness,withaminimumradiusof.015(i.e..100wall,025r)
T=wallthicknessofpartRadius-T
Corners
Theinsideradiusshouldbeatleasthalfthepartwallthickness.
Theoutsideradiusshouldequaltheinsideradiusplusthepartthicknessi.e..100wallandinsideradiusof.050equalsoutsideradiusof.150)
InsertMoldingTips
Anotherproblemconcerninghighstressoccurswithmolded-ininserts.Theplasticmeltheatsthemetaloftheinserts.Duringthecoolingstageofinjectionmolding,theplasticpartcools,buttheplasticbosssurroundingthemetalinsertisreheatedbytheheatfromtheinsert.Thisallowstheplastictocontinuetoshrinkaroundtheinsert,causingexcessivehoopstress*thatwilleventuallycausethebosstocrack.Thebetterdesignandprocesswouldbetouseultrasonicinsertionorahotprobe(suchasaheatstakingunit)afterthemoldedparthascooledthroughout.
Hoopstress:
stresswithinthecircumferenceoftheboss
Topofpage
ReplacingMetalwithPlastics
Therearenumerousreasonswhyreplacingmetalpartswithplasticmakessense.PlasticsOne,Inc.hasworkedwithmanycompaniesonmetal-to-plasticconversions.Hereiswhyplasticmaybethebestoptionforyourparts.
1.DECREASEPIECEPARTPRICES
Apennysavedisapennyearned.Afterinitialtoolingcostsarepaid,thepiecepartpricingisusuallymuchlessthanthesamepartproducedinmetal,whetheritbeastamping,casting,oradiecastpartThiscostsavingsisrealizedbecausetheinjectionmoldingprocesshasfastercycletimes(morepartsmadepermachinehour)andthesepartsareidenticalfromonetotheotherwhicheliminatessecondarymachining.
2.ELIMINATETIME-CONSUMINGANDCOSTLYSECONDARYOPERATIONS
Eliminatingsecondaryoperationsfurtherreducescosts.Plasticmaterialcanbecoloredwithcolorconcentratesbeforemolding-eliminatingsecondarypaintingoperations.Injectionmoldscanbetexturedorgivenvariouslevelsofpolishedsurfacesbeforemolding.Thecostlyassemblyofseveralmetalstampingsorcastingsfastenedtogethercanoftenbereplacedbyasingleinjectionmoldedpartincorporatingthefeaturesofthetotalassembly.Ifmultipleassembliesarerequired,theplasticpartscanhavesnap-togetherfeaturestoeliminateanyfasteners.Eliminatingsub-assemblytoolingorfixturesbyusinginjectionmoldedpartscanquickendeliveryinnewproductdevelopmentprograms.
3.REDUCEPRODUCTWEIGHTANDIMPROVEUSEREASE
Oneprimaryadvantageofusingplasticsinsteado


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- Structure Design
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
贵阳北站LED广告媒体设置及运营思路分析.docx
-
护理记录书写注意事项及样例.docx
-
供应室消毒隔离规章制度教程文件.docx
-
国家开放大学电大《资源与运营管理》机考终结性2套真题题库及答案11.docx
-
侯卫东官场笔记心得.docx
-
合同能源管理合同能源费用托管型doc.docx
-
公共营养师理论复习题doc.docx
-
广东省九年级中考最后一套押题卷数学试题.docx
-
邯郸市城市规划管理条例实施细则.docx
-
河南大学研究生考试333教育综合真题近四年有答案.docx
-
花岗岩铺装检验批质量验收记录优秀文档.docx
-
工作面预注浆施工.docx
-
国家开放大学电大社会学概说形考任务三答案.docx
-
行政审批工作总结.docx
-
基础工程施工组织设计任务书及指导书.docx
-
黑龙江省公务员招录行测真题公检法.docx
-
护理年度工作总结.docx
-
广西省玉林市届中考物理考前验收卷+6套中考模拟卷.docx
-
行政后勤工作计划3篇.docx
