 针织横机使用说明书.docx
针织横机使用说明书.docx
- 文档编号:11513192
- 上传时间:2023-03-02
- 格式:DOCX
- 页数:22
- 大小:240.33KB
针织横机使用说明书.docx
《针织横机使用说明书.docx》由会员分享,可在线阅读,更多相关《针织横机使用说明书.docx(22页珍藏版)》请在冰豆网上搜索。
针织横机使用说明书
欢迎到针织吧:
,你将有不少的收获
针织横机使用说明
一:
适用范围
本机可用棉,羊毛,兔毛,人造和合成纤维制成的纱线编织平针,罗纹,集圈,空气层,扳花类织的布片,衣片,围巾等织品,还可根据设计的需要,变化出繁多的花色,是针织行业的理想设备。
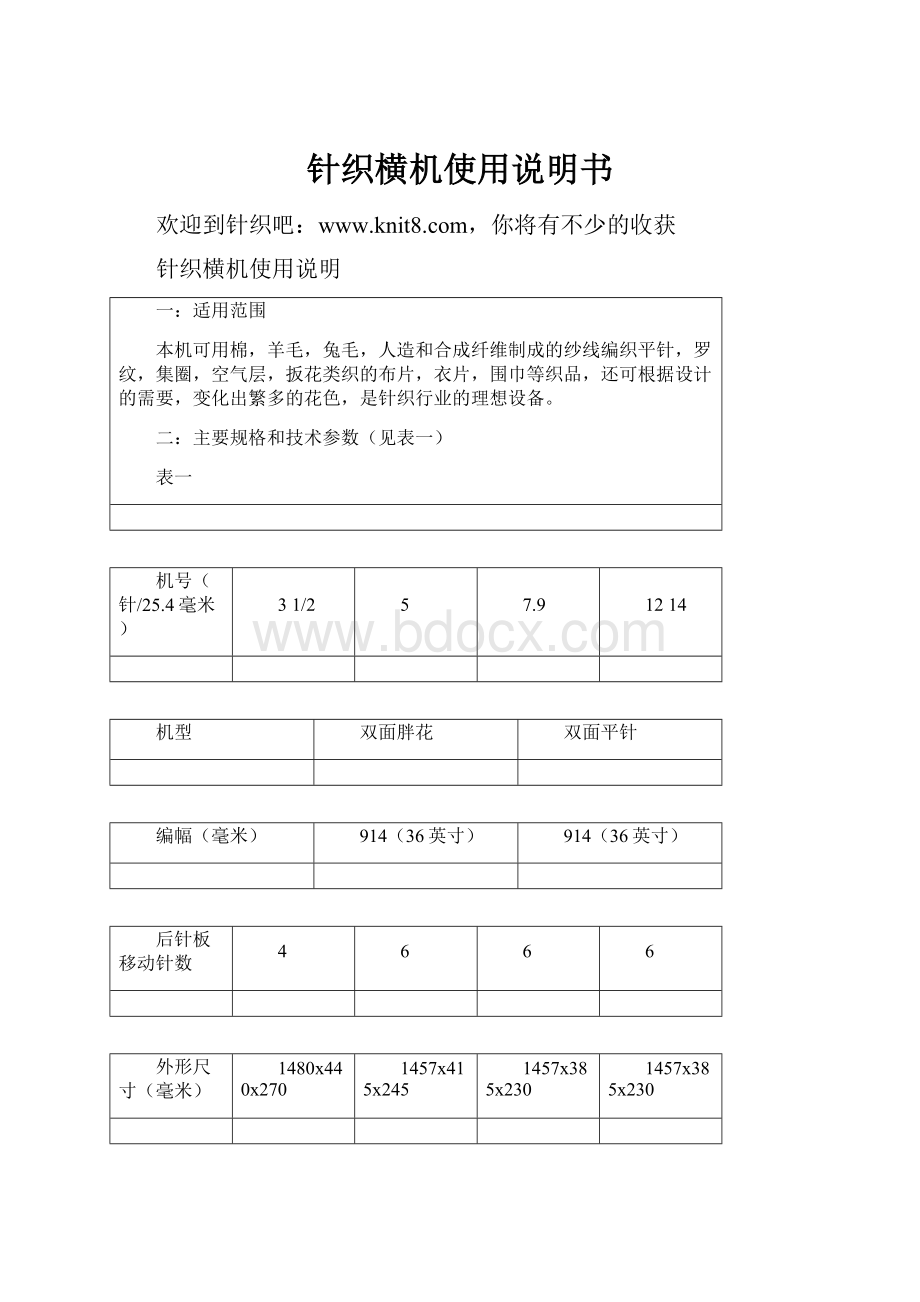
二:
主要规格和技术参数(见表一)
表一
机号(针/25.4毫米)
31/2
5
7.9
1214
机型
双面胖花
双面平针
编幅(毫米)
914(36英寸)
914(36英寸)
后针板移动针数
4
6
6
6
外形尺寸(毫米)
1480x440x270
1457x415x245
1457x385x230
1457x385x230
净重(千克)
90
75
70
70
三,结构图和主要部件名称(见图一)
四:
安装与调整
1,整机的安装:
使用本机之前,必须自备一个机架以安置横机。
机架可用50X50的角钢焊制。
两侧各放一台横机,结构见图二,也可自行设计。
放置机架的地面一定要坚实平整,不得摇晃。
否则,会使横机扭曲变形。
从附件箱中取出四个M10X25螺栓,通过机架槽孔旋入机脚螺孔,把横机固定在机架上。
2.夹线架的安装与调整
夹线架一般安装在机架顶部(见图二),用两付M5的螺钉和螺母与机架固定。
引线弹簧头部弯成菱形圈,按下弹簧时,菱形圈应对准线架的出线孔(见图三)。
14G,12G的夹线架也按下图示安装
3,摇杆的安装与调整
横机若配有摇杆部件(见图一)。
按下述方法安装:
首先旋松摇臂轴盘(见图八)上的螺钉,将摇杆的一头插入轴盘槽内,插入深度视操作情况而定,再旋紧螺钉。
然后将摇杆另一头套入驱动力臂(见图七)上的销轴,扣上挡板
4,毛刷与纱嘴的调整
毛刷与织针交角为18度,离针板栅状齿平行高度2---3MM。
织针上的升时穿入毛刷,毛刷有三分之一的毛能刷到织针(见图4)。
将织针升到最高位置,纱嘴应调整于前后两织针交叉中心线上,离交叉点2---3MM(见图四)。
另外,调整纱嘴架上的左右挡块(见图九),使纱嘴在往复运行时,离吃线织针均有4---5针的距离(见图五)。
距离太大或太小都会产生编织疵病
5,上,下顶针斜块的调整
编织二,三级胖花前,需要调整好上,下顶针斜块(见图六)。
松开斜块上的螺钉,上移或下移斜块至适当位置,锁紧螺钉拨动提花手柄(见图七)向右到位,下顶针斜块要带动导杆,将上,下顶针三角(见图七)上移,3又2分之1G,5G机型上移4MM左右,7G9G机型上移3.5MM左右,再拨动提花手柄向左到位,上顶针斜块要带动导杆,将上顶针三角上移,3又2分之1G,5G机型上移7MM左右,7G,9G机型上移6MM左右。
注;文中提花手柄的左右档位都是指操作时的位置而言。
图七胖花机头部件背面图(双面平针机上,下顶针三角和横档三角合为一个,且无吊花机构)
6,长轴手柄与凸轮手柄的调整
因包装的需要,本机的长轴手柄与凸轮手柄未安装在操作位置,使用前须加以调整,其位置见图八,其中长轴手柄调整在横机制偏左方,以利左手操作。
五,编织前的准备
1,检查机器
松开驱动力臂上的锁紧旋钮,推动机头,检查手感有无阻滞现象。
扳动各操作手柄,检查是否正常,针板移位是否灵活准确。
2,选用适宜的线
横机编织用线种类很多,不同的机号适用不同规格的纱线,现列表二,供编织时参考
机号
适宜加工纱线的特数(公支)
555---909(1.1---1.8)
5
277---434(2.3---3.6)
7
142---222(4.5---7)
9
86---135(7.4---11.6)
12
48---76(13.1---20.6)
14
36---56(17.8---28)
3,穿线
选用了适宜的线后,必须将线绕成塔形或柱形,放在机架上.抽出线头,穿入夹线架并调整夹线夹的涨力,以能夹住纱线不被引线弹簧拉起为宜.线再穿入纱嘴(见图九),进入前后针板齿口隙中,线头缠在横机上,然后将导纱器置于横机的右边
4,用双色线编织时,应将换纱器在滑轨上固定于编织区右边,距离编织区400MM左右的位置上,并穿好两种线备用.
5,根据织物的编织针数,在横机适当位置上顶上相应的针托,把用来编织的织针推入工作位置.不用的织针退到最低位置,以免造成撞针.
6,打开起针三角,就可进行编织.
六,基本操作
1,起针三角的开关
双面胖花机的起针三角开关装置见图十,抬起起针手柄,关闭三角,落下起针手柄,开启三角.
双面平针机的起针三角开关装置见图十一,推进起针推杆,关闭三角,拉出起针推杆,开启三角.
2,前针板落下,推上
左手上压长轴手柄(见图八),前针板即可落下,上提长轴手柄,前针板推上复位.
3.后针板移位
取出机座左端面上的两个定位插销,左手下压凸轮手柄,当听到'哒'的一声时,后针板左移了一个针距.左手上提凸轮手柄,听到'哒'声,后针板右移了一个针跷.若后针板需移动半个针距,同样扳动凸轮手柄,同时目测后针板移动到前后针板织针正对位置,插上定位插销,使插销上的横销顶住凸块(见图十二),定位插销用来限制后针板移动的范围.
4,带线与换线
编织时,机头需要带动一个纱嘴架,用手旋转驱动器上的星形凸轮,使上驱动柱凸出(见图十三)推动机头向右轻轻撞入下导纱器,必须旋转星形凸轮使下驱动柱凸出.
编织过程中要换用另一种纱线时,只要将机头推向右边,使星形凸轮撞上换纱器,星形凸轮旋转,即可脱出原线,带上新线.
编织结束时,机头推向右边(不要推到所带的导纱器与另一导纱器重叠的位置),用手旋转星形凸轮,带住导纱器的驱动柱缩回,就可脱去纱嘴架.
5,调节织物密度
根据织物需要,本机可调节织物密度,松开蝶形螺母,上推压针三角,线圈小,织物紧,下拉压针三角,线圈大,织物松(见图十四)
注意:
以上操作必须在机头脱离编织区时方可进行,否则,会损坏织针,破坏编织.
6,起口
推动机头作1---2次的往返,使针舌可靠地刷开.然后机头在右边带上导纱器,从右到左对织针进行垫纱.将引线板抽出钢丝,从前后针板齿口隙中徐徐上升,串过线圈,升出针板齿口,将起口线圈各线段分开,然后从穿针条小孔中穿入钢丝.(见图十五)
在引线板下面挂上适量的牵拉重锺,关上机头上对角的两个起针三角,进行1---3个横列的空转编织.然后打开起针三角,进行编织,织物达到一定长度时,边缘可挂上吊锺.
7,落片
当完成编织后,将机头推向右端,然后卸掉牵拉重锺,吊锺,用左手握住引线板,右手拉出钢丝,当衣片脱离引线板后,将钢丝串回引线放好.用手旋转驱动器上的星形凸轮,使导纱器与机头脱离,右手推动机头向右运动,同时左手握住衣片稍拉,使织针上的线圈全部脱落下来,收起衣片.
七,基本织物的编织
1,平针织物
编织说明,单针板编织,织针按织物需要排列,与1X1罗纹组织连织的平针织物,织好1X1罗纹后,要将前针板织针上的线圈移到后针上的空针上去.关掉前面的两个起针三角落下前针板进行编织.
2,罗纹织物
(1)满针罗纹
编织说是,双针板编织,织针按织物需要排列,前后针板织针错开半个针距
(2)1X1罗纹
编织说明;双针板编织,织针排列见图十六,用单刮针板间隔退针(见图十七),再移动后针板半个针距实现排针.
(3)2X2罗纹
编织说明:
双针板编织,织针排列见图十八,用双刮针板间隔退针(见图十七),起口时的带针见图十九,退针后移动后针板一个针距,起口后后针板移回至图十八所示位置.
3,畦编织物
编织说明:
畦编又称双鱼鳞,双元宝针,双针板编织,织针按一定要求排列,用手松开机头上对角的两个蝶形螺母(参见图十四),将压针三角上移至"集圈"高度(线圈不脱落),上移高度应事先试织确定,一般是调到刻度板的最高处,锁紧蝶形螺母,进行编织.
4,半畦编织物
编织说明:
半畦编又称单鱼鳞,单元宝针,双针板编织,织针按一定要求排列.将机头上任意一个压针三角上移至"集圈"高度,进行编织.
5,二级胖花编织
编织说明:
单针板或双针板编织(图示为单针板编织),织针用高脚针,低脚针按织物需要排列.拨动提花手柄向右到位,机头往复一次或数次,然后手柄拨回到中间位置,机头再运行一次或数次,编织出二级胖花织物.
6,三级胖花织物
编织说明:
单针板或双针板编织(图示为单针板编织)织针用高脚长舌针,高脚针,低脚针按织物需要排列,拨动提花手柄向左到位,机头往复运行一次或数次,拨动提花手柄向右到位,机头往复运行一次或数次,提花手柄拨到中间位置,机头往复运行一次或数次,编织出三级胖花织物.
7,罗纹空气层织物
编织说明:
罗纹空气层又称四平空转.双针板编织,关闭机头上对角的两个起针三角,机头往复运行一次,再打开一个关闭的起针三角,机头往复运行一次,然后打开另一关闭的起针三角,同时关闭前面打开的起针三角,机头再往复运行一次,如此往复循环编织,得到罗纹空气层织物.
8,罗纹半空气层织物
编织说明:
罗纹半空气层又称三平,双针板编织,关闭任一起针三角进行编织.
9,扳花编织
编织说明:
双针板编织,扳动凸轮手柄,来回移动后针板一或数个针距,结合各花型织物的编织方法,得到罗纹,畦编,半畦编等花型织物的扳花织物(图示为半畦编扳花,针板移位须在集圈后进行),后针板的移动距离和次数按织物需要而定.
八,常见织物疵病与故障排除
1,漏针
在编织过程中,舌针没有钩到新垫放的毛纱或虽钩到毛纱,但成圈后又重新脱出针钩而形成的线圈脱散现象称为漏针.
2,破洞
在编织过程中,由于纱线质量欠佳等因素造成线圈断裂脱散而形成的孔洞称为破洞.
3,撞针
在编织过程中,织针的针脚与各三角发生撞击,而引起的机械故障称为撞针.
4,稀路针和紧密路针
反映在织物纵行方向的线圈比相邻线圈为大,出现明显的直条纹,这一行线圈称为稀路针.
相反,在织物纵行间出现的线圈排列比相邻纵行线圈为小,称为紧密路针.
5,运行沮滞
编织过程中,机头运行有阻滞感,手摇吃力
以上疵病与故障的产生原因及排除方法见表三
在编织过程中,出现非正常情况,应仔细查找原因,及时排除,不可强行推拉,勉强编织,以免引起横机损坏和织物弟病,无法排除的故障,应请有关专业技术人员解决
故障名称
产生原因
消除方法
漏针
1,针舌损坏或织针规格不一.
2,针板槽有积垢使织针运动呆滞.
3,纱嘴位置不对或磨损.
4,毛刷位置不对或损坏.
5,操作用力不匀,速度有快慢.
1,调换同一规格的新针.
2,清除污垢.
3,按要求调整或调换纱嘴
4,按要求调整或调换毛刷
5,正确操作.
破洞
1,针舌,针钩损坏.
2,针床移位不准确.
3,纱嘴位置不对
4,纱线支数太粗,质量不佳.
5,操作用力不匀,速度过快.
1,调换新针.
2,调整.
3,按要求调整.
4,选用与机号相适应的纱线,提高纱线质量.
5,正确操作.
故障名称
产生原因
消除方法
撞针
1,针脚损伤后发毛及弯曲.
2,由漏针,破洞后引起织针下坠而撞针.
3,纱嘴装得太低碰到针舌.
4,放针高度不足.
5,收针退位不足.
1,调换织针.
2,找出破洞,漏针的原因并消除.
3,调整纱嘴.
4,改进操作.
5,改进操作.
稀路针和紧密路针
1,织针损坏.
2,针板槽有积垢
3,针板栅状齿碰坏.
1,调换新针.
2,清除污垢.
3,修整平直.
运行阻滞
1,导轨槽,梭箱导轨面积垢.
2,针板槽积垢.
3,织针毛刷损坏.
4,三角走针面缺少润滑.
5,机头轴承与导轨面接触不均.
1,清除积垢,加油润滑.
2,清除积垢,但不得加油.
3,调换.
4,用油布轻抹走针面.
5,调整均匀接触.
九:
维护和保养
1,横机必须置于干燥,通风的地方.
2,每天使用前必须刷清针板和针舌内的绒花,检查各部位运动情况.
3,停机一天以上,要用油布擦洁针板和针头,特别要注意针板上的槽口斜面和栅状齿不要生锈,否则会影响正常工作.
4,暂时不用的机器,关键零件要涂上一层油脂,并盖上油布或油纸.
5,正常工作的机器如果发生撞针,机头运行阻滞时,应及时察看各三角走针面,如有伤痕,应及时维修.
6,各油孔以及需润滑部件要定期加注润滑油L--AN22,L--AN32或缝纫机油,详见表四
加油部件
加油量
周期
导轨槽,梭箱导轨面
4---5滴
每班一次
三角组合走针面
用油布轻抹
每班一次
摇臂轴支座,摇杆
1---2滴
每班一次
转换制动器,星形凸轮
适量
酌情
驱动柱,制动器爪
适量
酌情
机头轴承,移位凸轮
适量
酌情
一,适用范围-----------------------------------------------------------1
二,主要规格和技术参数--------------------------------------------------1
三,结构图和主要部件名称------------------------------------------------1
四,安装与调整---------------------------------------------------------1
五,编织前的准备--------------------------------------------------------2
六,基本操作------------------------------------------------------------4
七,基本织物的编织------------------------------------------------------6
八,常见织物疵病与故障排除---------------------------------------------10
九,维修与保养---------------------------------------------------------11
横机保养
机器的维护保养:
1.横机必须置于干燥、通风的地方。
2.每天使用前必须刷清针板和针舌内的绒花,检查各部位运动情况。
3.停机一天以上,要用油布擦洁针板和针头。
特别要注意针板上的槽口斜面和栅状齿不要生锈,否则会影响正常工作。
4.暂时不用的机器,关键零件要涂上一层油脂,并盖上油布或油纸。
5.正常工作的机器如果发生撞针,机头运行阻滞时,应及时察看各三角走针面,如有伤痕,应及时修复。
6.各油孔以及需润滑部件要定期加注润滑油L-AN22、L-AN32或缝纫油机。
注意事项:
(1).主机安装时,机座宽度与安装座间距应保持宽畅。
(2).固定底座时螺栓处应套上防震垫。
(3).与机座固定时,注意机座四脚平行以免引起主机座变形。
(4).原车机针切勿与其它型号的织针混合使用。
羊毛衫针织横机常见故障排除
一、机头部件原因漏针
1、机头松动
由于机头使用过久,未能按修理周期进行维修,使机头马脚磨损(包括推手铁的磨损),造成机头松动使三角吃线速度产生快慢而漏针。
应将机头拆下进行检查:
误差较轻可重新配制推手铁,用四块推手铁来稳定机头,磨损较重的机头,应将机头马脚烧电焊加厚、加长,然后根据要求修正,磨损严重者应在大修中重新更换。
2、起针三角
(1)起针三角位置不准这将引起起针偏快或偏慢,使线圈脱落而漏针。
应按三角装置定位技术要求重新定位。
(2)起针三角工作面痕迹过深织针经过工作面时引起跳动,使线圈从针头上脱落而漏针。
应将工作面重新磨平、砂光滑。
(3)起针三角过小由于修磨不当或多次修磨使三角变小而晃动,改变了原来的工作位置或使织针在上长升运动中不稳,使线圈从针头脱落而漏针。
应重新配制三角。
(4)三角直柱松牙这使三角发生摇动因而产生漏针。
特别是编织集圈类(胖花)组织时,更容易将线圈脱出,产生“芝麻”漏针现象(多列集圈组织,漏针后不易脱落,被脱出头的线圈,一点一点地分布在布面上,俗称“芝麻”漏针),应及时拧紧三角直柱螺牙。
3、导向三角
(1)三角走针痕迹过深由于三角使用过久,产生痕迹使在织针下降时跳动,不能正确垫纱产生漏针。
应将三角修磨砂滑。
(2)三角过胖偏瘦配制三角时未按标准规格制作产生三角过胖,使吃线提前,垫纱偏早引起漏针。
修磨不当或多次修磨使三角变小造成三角偏瘦,使吃线变慢,延迟垫纱而产生漏针。
过胖可将三角按导向三角尺寸工艺修磨,偏瘦应重新配制。
(3)三角眉脚太长或过短眉脚太长是因配制不当而造成的,造成吃线偏快引起漏针。
眉脚过短,大多是修磨不当或眉脚撞毛、撞碎后修磨所致,会造成吃线变慢不一而漏针。
太长可将眉脚磨短,并修磨成弧形同成圈三角相接,过短应重新配制。
(4)三角与三角底板螺钉松动这会引起三角位置的变动,使三角吃线变快或变慢而漏针。
同时会出现导向三角或成圈三角同针床相擦发出异声的情况。
应立即停机检查,将三角放正后拧紧螺钉,若定位销脱落应补上,以防三角受外力作用后移动。
4、成圈三角
(1)三角吃线偏快或偏慢这使前后针床三角不对称造成漏针。
若是三角装置定位不准引起,应将三角底板重新定位。
否则应将吃线偏快的三角修磨掉,并将修磨处砂滑。
(2)走针轨道过宽这是由多次修磨所致,使织针运动不稳而漏针。
应重新配换三角。
(3)成圈三角滑块松动有两种可能:
一是三角与滑块铆合的铆钉松动;二是滑块偏小。
松动之后使三角位置发生变化,产生吃线快慢而漏针。
若是铆钉松动的原因,三角可能同针床相碰应将铆钉铆紧或重新铆合。
滑块偏小应重配。
(4)三角的双头螺栓松动造成三角松动而漏针。
应将螺栓拧紧。
否则三角下坠会同针床相擦。
(5)三角底板螺钉松动造成三角无规则地移动,使三角吃线出现不规则的快、慢变化而漏针。
应及时将三角底板螺钉拧紧,还需检查底板定位销完好状况。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 针织 使用 说明书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
工会38妇女节活动方案大全.docx
-
高考政治.docx
-
工作总结与计划表格.docx
-
学生干部述职报告.docx
-
中考专题一综合题.docx
-
计量经济学多元线性回归多重共线性异方差实验报告推荐文档.docx
-
各行业春联集锦.docx
-
高中生物432无氧呼吸与细胞呼吸原理的应用课时作业苏教版必修1.docx
-
工作分析的定义及相关术语.docx
-
养老院工作心得体会.docx
-
广西公需科目考试一带一路倡议试题及答案97分.docx
-
分析化学实验思考题答案.docx
-
海南土地治理方法.docx
-
学生模拟面试的心得体会1500字5篇.docx
-
计算机二级题库.docx
-
广东省梅县东山中学届高三热身考试二语文试题含答案.docx
-
波轮式全自动洗衣机说明书.docx
-
六个的希腊神话丘比特和普赛克故事中英文双语.docx
-
砌体地沟施工方案.docx
