 设备保全培训资料完整Word格式文档下载.docx
设备保全培训资料完整Word格式文档下载.docx
- 文档编号:13012394
- 上传时间:2022-10-02
- 格式:DOCX
- 页数:75
- 大小:3.30MB
设备保全培训资料完整Word格式文档下载.docx
《设备保全培训资料完整Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《设备保全培训资料完整Word格式文档下载.docx(75页珍藏版)》请在冰豆网上搜索。
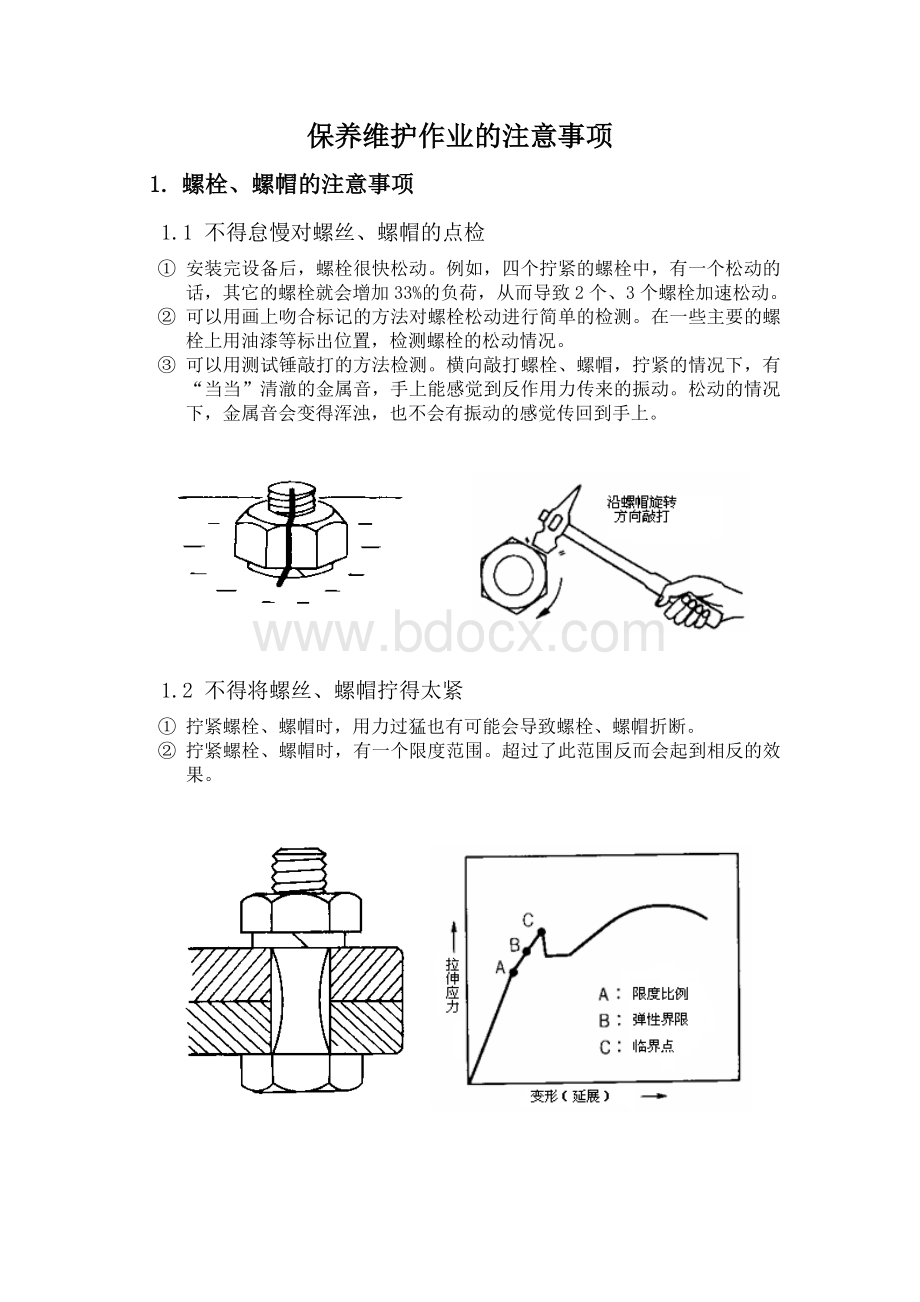
1.3不得将螺栓从上往下插入螺帽中
①上下安装螺栓、螺帽时,螺栓在下,螺帽在上。
水平状态下,自己跟前安装螺帽。
②容易对其进行松动、脱落的点检,也更容易发现。
③更容易拧紧螺帽(将螺栓固定,才能更容易拧螺帽)。
1.4不得在梯形钢材上使用普通螺栓垫片
①在梯形钢材坡度面上使用螺栓时,如用普通的垫片,与螺帽之间会有缝隙产生,会对螺栓的固定效果产生影响,也是造成螺栓松动的原因。
②另外,拧紧螺帽过于用力时,螺栓会沿着斜面弯曲。
③像这样的斜面上就要使用带坡度的垫片。
1.5高强度张力状态下的螺栓不得对其进行焊接固定。
①焊接时的局部高温会影响材料组织的变化(材料变得脆弱)。
会有破裂的危险。
②辨别高张力螺栓的方法,螺栓头部有“8”以上记号的可以判定为高张力螺栓。
有六角孔的螺栓也可判定为高张力螺栓。
1.6两层螺帽的情况下,上层不得使用较薄的螺帽
①为防止螺帽松动,有用两层螺帽的时候,正确的方法应该是,较薄的螺帽在下,较厚的螺帽在上。
②上层的螺帽是主要受力的螺帽,下层的螺帽是为了不让其转动用的。
③上下螺帽互相受力的情况下,才是最有效的防止松动的状态。
1.7尺寸为毫米和英寸的螺栓不要弄错
①容易误认为是同一直径的螺钉,需要注意。
②判别毫米标准螺栓的方法,比起英寸标准的螺栓,六角部较小,螺纹的齿距较小,在螺栓的头部有M字样表示。
③判别英寸标准螺栓的方法,六角部较大,螺纹的齿距较大,螺栓头部没有任何表示。
1.8使用螺丝钉时,不得在材料上直接使用
①连接器、活塞、气缸等,决定螺丝钉的位置,要预先在材料上开好洞。
②直接使用螺丝钉会导致轴的损坏,拧紧之后也会因外力导致磨损。
同时,导致结合部位出现废削,清除时变得很麻烦。
1.9刻印螺纹时,不得从3号丝锥开始
①刻丝锥时,要按1号—2号—3号的顺序。
但如果螺丝不是很深的话,也可从3号开始刻。
1.10不得用锤子敲打螺丝攻
①拔出折断、破损的螺栓、管道等时,应使用一种螺纹反向的螺丝攻。
②在折断、破损的螺栓中心部位开一个比螺丝攻直径稍大一些的洞,放入螺丝攻,向左旋转螺丝攻将卡在洞中的螺栓拔出。
③放入螺丝攻,若用锤子敲打,螺栓越卡越紧,螺丝攻打滑,咬合部位磨损,咬合的效果将消失。
④螺栓中心部位所开的洞的大小应不影响到螺丝自身的外侧螺纹,一般在螺栓直径的60%左右。
1.11指定硬度的螺栓上不得使用SS41的螺帽
①高强度的螺栓要和高强度的螺帽一起使用。
②高强度的螺栓不能和低强度的螺帽一起使用,这样的组合会使螺帽松动、脱落、异常频繁发生。
1.12弹簧垫圈不得反复使用
1.弹簧垫圈由于往右方向旋转,向右拧紧螺丝时,螺帽可以很顺利的旋转。
反过来,松螺帽时,螺帽在本体侧弹簧的作用下,角部会承受一定的抵抗力。
2.弹簧作用不良的弹簧垫圈无法发挥出上面所说的效果,须及时跟换新品。
3.构造上来说,左拧的螺丝不能用右拧螺丝用的东西。
2.轴承、销子、锲的注意事项
2.1平行的固定销与机械本体间顶部上下的间隙不得为0。
①沉入式固定销、嵌入式固定销嵌入轴承与滚筒间的凹槽,使其能横向作用于凹槽。
②固定销的高度方向,根据固定销的大小,背面应留有一定的间隙。
③锲子垂直方向受力,横向也要吻合。
2.2打磨固定销不得使用砂磨机
①用砂磨机打磨固定销的话,无法对一些细小的地方打磨,无法进行一些微米单位的精密作业。
②打磨定位销,应该用锉刀,更容易对一些细小的地方进行打磨,也能适合微米单位的精密作业。
2.3不得打磨锲子坡面
①锲子相对应的机械本体上的凹槽也会有一定的坡度,一般有1/100的坡度。
②如果需要打磨得话,坡度面制作的很精密不适合打磨,可以在反面底部进行打磨。
2.4不得在机械本体还未冷却时打入固定销
①机械本体在还未冷却的情况下打入固定销,会因热膨胀而产生误差,会导致松动,龟裂等情况发生。
在机械本体完全冷却后,对照实物做到正好吻合。
2.5不得忘了在嵌入式销子上安装拔销子时需用的螺丝。
①想拔固定销时却拔不出来,有用钢凿、锤子敲打后才拔出来的情况吧。
但进行这样的作业后,会对轴承、固定销、固定销的凹槽造成损伤。
②有斜面的固定销(没有头部),为能在拔出固定销时变得更容易,平行的固定销上必须装有一个螺丝。
2.6损坏的开口销不得将单边弯曲后再使用
①开口销是用来防止螺栓,螺帽等松动用的。
②只有一侧弯曲后使用的话,有可能在不知道的情况下脱落了,两侧弯曲使用才是正确的使用方法。
③应使用足够长度的开口销,不得过度反复使用,应及时更换。
2.7少量加工轴上的堆焊时,不得直接电焊。
①磨损较大(1.0mm以上)时,直接电焊也无济于事。
②极小的的磨损(0.几mm以下)时,若直接电焊,加工时焊接部为不佳,会有剥落的可能性。
③极小的的磨损(0.几mm以下)时,应削去少许后,确保电焊量的情况下进行电焊。
3.轴承轴套保养的注意事项
3.1不得直接敲打插入轴承
①直接用锤子敲打插入轴承,会损伤轴承表面,也有可能导致密封板破损,咬合较紧的话,也有可能损坏机械本身。
②必须要敲打才能插入轴承,应轴承上放快垫铁块,轻轻地间接敲打插入轴承。
③应使用可让轴承均匀受力的工具或垫铁块。
3.2对于轴承的“热装、热套”,不得加热过度
①不得对轴承加热到120度以上。
②对于加热方法,可以放入加热后的干净的油中,或放入恒温槽内。
③不得对密封式的轴承(中间密封有润滑剂)进行加热,加热后,润滑剂软化后有出现漏油的可能。
④加热的轴承安装后,冷却时内轮也会像轴承方向收缩,于肩部之间会出现间隙。
为此,作业应迅速在冷却前需将螺帽等安装到位。
3.3不得对轴承的轴套加热
①不得在轴承的轴套附近进行高温的焊接或钢材的切割作业。
轴承超过120度时,不仅会造成润滑剂的软化漏油,还会导致材质的变化,破损,寿命的缩短。
②若必须要进行上述作业时,为了不让温度上升,有必要放一块湿抹布,对轴套周围一边进行冷却一边进行作业。
4.联轴器保养的注意事项
4.1不得使用已磨损的连轴器的部件
①联轴器组件的螺栓松动的情况下继续使用的话,轴的固定部位也会出现磨损,内部的润滑剂泄漏,会导致链条、传动齿轮等部件的破损。
4.2对于调整马达高度用的垫片,不要重叠使用好几层。
①轴套组件连接是有一定柔韧性的连接方式,轴承稍有一点点的偏差也不会影响使用。
但若超过允许值,会出现震动,加速磨损,导致故障发生。
②放几层薄的垫片来调整马达,会很花时间,用稍厚的垫片可缩短调整时间。
4.3不得粗暴地使用法兰盘
①法兰盘用螺栓、链条固定时,不要强行敲打,或用撬棒撬动组装。
4.4不要忘了采取防止固定螺栓松动的措施。
①轴承连接部位虽然有固定螺栓,但高速的回转或震动会导致螺栓的松动、移位,随后会渐渐造成连接部件等的损坏。
②涂抹防止固定螺栓松动涂剂也可起到防止螺栓松动的效果。
5.密封圈保养的注意事项
5.1不得直接敲打插入带有金属环的密封圈
①不能用锤子敲打插入密封圈。
可能会造成金属环的局部变形,同时也会造成密封圈的扭曲变形,从而出现渗漏。
②最好应使用台虎钳压入密封圈,或借助一块板轻轻敲打插入密封圈。
5.2不能拉开较小的密封圈去代替使用稍大的密封圈
①密封圈不能使用规定尺寸以外的代替,特别注意不要用小号代替大尺寸的,必须使用正规尺寸。
②即便粗细相同,使用小尺寸的话,套上后处于紧绷的状态,一旦有磨损就很容易断裂。
5.3不得使用已松了的密封圈
①确认密封圈的状况,要注意套装密封圈的沟槽是否与密封圈正好吻合,有无太粗、或太细的情况。
②注意密封圈的外径有无贴于沟槽表面
③在密封圈上稍涂一些润滑剂,便于套入沟槽。
5.4不得切断密封圈使用
①链式轴承连接的密封圈不能切断了使用,会导致润滑剂的渗漏,部件寿命的缩短。
②一定要将链式轴承连接部位拆下,从端面套入密封圈。
6.链条、传动带保养的注意事项
6.1链条松弛不得大于轴间距离的2%
①链条的松弛状况设定不得大于轴间距离的2%。
另外,一度调整后的链条又松弛后,就需更换链条。
②受到冲击,应在容易出现移位的轴承固定装置上安装固定销或螺栓,比起焊接固定,用可以方便调整的螺栓更好。
③垂直使用的链条松弛的话,很容易从传送轴上脱落,应安装一个调节的装置。
位置应靠近驱动侧。
6.2链条的固定夹,不应对着旋转的方向
①若固定夹的开口对着旋转方向,当转动不是很顺畅时,固定夹很容易脱落。
②正确的方法应该是对着前进方向的相反方向组装。
6.3不得使用过多的调节链片来进行调整
①正确安装链条时,不得使用过多的调节链片。
②调节链片是用销子和两个链片制作的,强度不会很良好。
6.4不得无视链条的抖动
①链条套在传动齿轮上,运作中,不能无视链条不顺时发出的“咔嚓、咔嚓”声。
②这种情况的发生时可能是链条的松弛、传送齿轮的磨损、或是轴心的偏差造成的。
无视这种情况发生的话,最终会导致链条的损坏,齿轮的齿牙折断,固定轴承的架子磨损等。
6.5不能在链条上涂抹润滑膏
①滚轮式链条的构造如图,中


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 设备 保全 培训资料 完整
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 党组织、党员联系服务师生工作制度.docx
党组织、党员联系服务师生工作制度.docx
 物流与供应链管理 第七章 供应链综合计划.pptx
物流与供应链管理 第七章 供应链综合计划.pptx
-
民族团结教案doc格式.docx
-
民族团结教案doc格式.docx
-
中国象棋ppt模板.pptx
-
设备质量保证措施.docx
-
电力公司招聘行政能力测试试题及解析.docx
 回弹仪检测多孔砖砖强度计算表.xls
回弹仪检测多孔砖砖强度计算表.xls
-
汽车理论1.3.doc
-
电动汽车充换电站项目商业计划书.doc
-
幼儿园指南试题及答案.doc
-
护理教案模板.doc
-
资料台账表格.xlsx
-
红军长征的历史叙述是怎样形成的.docx
-
冷库工程合同.docx
-
部编版五年级上册语文课堂作业本答案(全).docx
-
《网络综合布线》说课稿.doc
-
材料进场,见证取样及检验制度.docx
-
20章--瓦斯综合利用.doc
-
[原创]STP保温板屋面及外墙保温施工技术方案.doc
-
隧道开挖作业台车计算书.docx
-
《减法的初步认识》教学设计.doc
-
教导处工作计划.docx
-
电机学第五版课后答案汤蕴璆完整版.docx
-
同仁堂案例成功启示.docx
-
经典钣金结构设计规范.doc
-
计算机各种进制转换练习题(附答案).doc
-
市场营销教学案例分析.docx
-
服装厂质量管理制度.docx
-
中职试验教材应用文写作(高教版_王崇国编)电子教案【全】.doc
-
控烟考评奖惩制度、标准、记录表.doc
-
小学生“学宪法-讲宪法”活动知识竞赛题库(含答案).docx
-
教科版小学语文六年级上册上册期末专项知识梳理.docx
-
人教版小学二年级思想品德生活下册教案全集.docx
-
Ovvhka餐饮业成本控制财务管理_精品文档.doc
-
经济师中级工商管理专业知识与实务考试试题及答案解析一.docx
-
人教版小学四年级上册语文课本所有多音字汇总.docx
-
钢铁是怎样炼成的读后感作文.docx
-
卖房的技巧和经验.docx
-
人音版小学六年级下册音乐教案全册.docx
-
高考数学真题分类汇编专题02函数理科及答案.docx
-
描写人物心理活动的句子.docx
-
木材综合利用项目可行性研究报告.docx
-
润民大成保障房小区B10#楼施工组织设计.docx
-
内蒙古呼和浩特市三模呼和浩特市届高三第三次模拟考试数学文试题含答案.docx
-
一级建筑师考试《建筑经济施工》模拟题_精品文档.doc
-
农资购销协议范本.docx
-
2012教师入编招聘试题及答案教育学心理学_精品文档.doc
-
青岛版小学四年级科学下册《土壤的种类》教学设计.docx
-
钳工实训报告范本精选5篇.docx
-
全力以赴为完成国有集体企业改革任务而奋斗国企改革讲话.docx
