 内蒙蒙大项目压缩机施工方案文档格式.docx
内蒙蒙大项目压缩机施工方案文档格式.docx
- 文档编号:13948708
- 上传时间:2022-10-15
- 格式:DOCX
- 页数:31
- 大小:3.44MB
内蒙蒙大项目压缩机施工方案文档格式.docx
《内蒙蒙大项目压缩机施工方案文档格式.docx》由会员分享,可在线阅读,更多相关《内蒙蒙大项目压缩机施工方案文档格式.docx(31页珍藏版)》请在冰豆网上搜索。
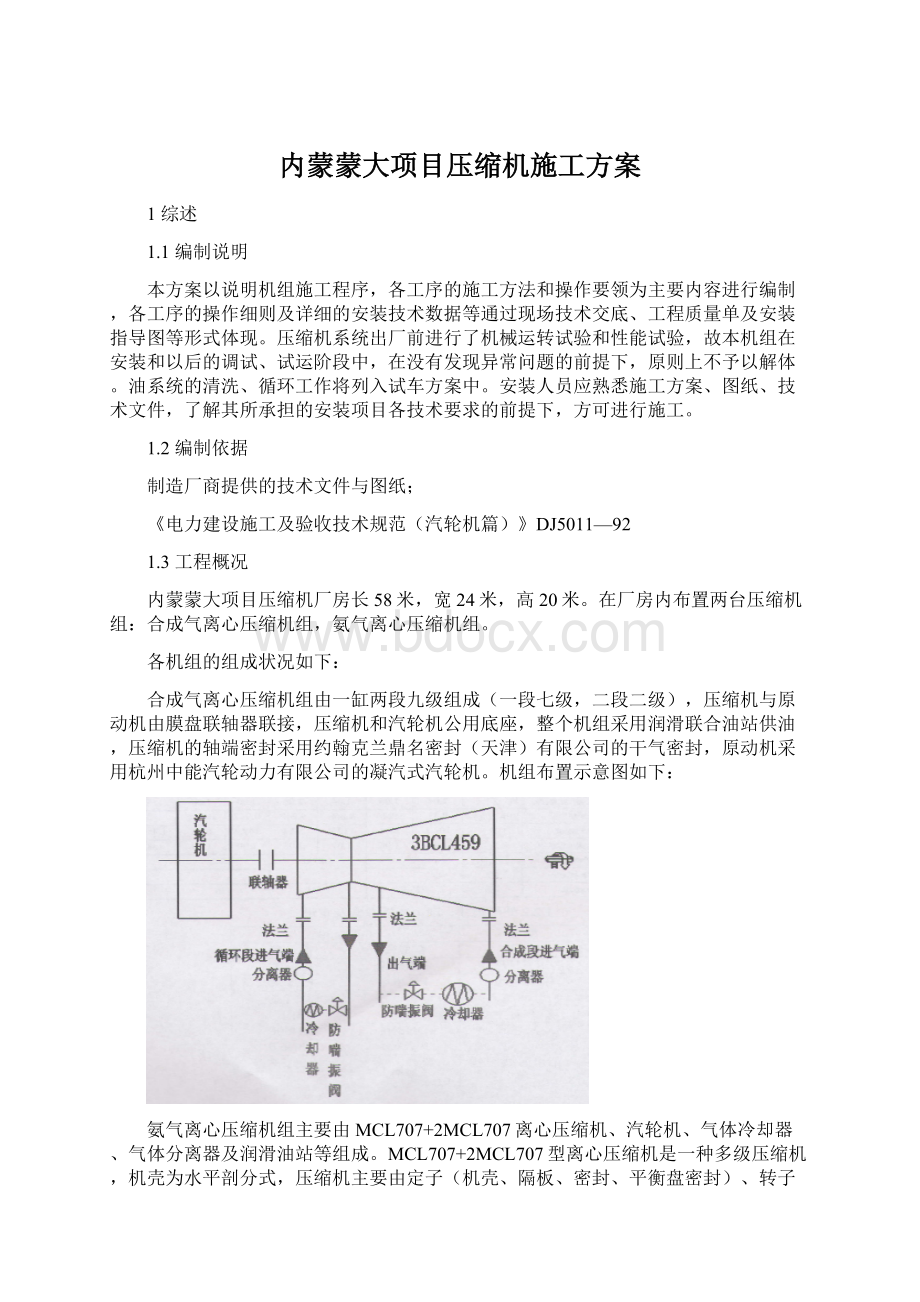
压缩机与汽轮机之间、高压缸和低压缸之间均采用膜片联轴器联接。
整个机组由同一润滑油站提供润滑油。
压缩机高低压缸及汽轮机布置在同一个底座上,机组布置示意图如下:
1.4机组主要技术参数
1.4.1空气透平压缩机组
1)合成气离心压缩机设计工况:
产品型号:
3BCL459
代号:
H1220
项目
单位
正常工况
额定工况
N2工况-1
N2工况-2
合成段
循环段
介质
合成气
氮气
标准流量
Nm3/h
215010
332321
质量流量
kg/h
99039
97916
108943
103500
20885
17000
17758
28376
入口流量
m3/h
4951
4839
5432
5169
4612
3629
4059
3314
入口压力
Mpa(A)
5.245
8.425
5.235
8.33
0.435
0.4216
0.795
入口温度
°
C
31.77
40.0
31.7
45.0
平均分子量
µ
10.318
6.6
10.333
28.013
相对湿度
%
K=Cp/Cv
1.411
1.410
1.401
1.403
入口压缩性系数
Zj
1.04
1.06
1.00
出口压力
9.33
9.246
9.868
9.242
0.947
0.552
0.8
0.9657
出口温度
104.1
51.1
112.2
52.4
148.4
68.6
130.2
63.3
出口压缩性系数
1.07
工作转速
r/min
9725
10300
7272
6620
气体耗功
KW
轴功率
7373
8921
836
698
2)蒸汽透平部分(参数待随机资料到后补齐)
位号:
型号:
HS4569-2
型式:
凝汽式汽轮机
功率:
9813kw
转速:
9725r/min
转速范围:
临界转速:
机械跳闸转速:
电子跳闸转速:
进汽压力:
排汽压力:
1.4.2氨气离心压缩机组
1)压缩机部分
离心式
MCL707+2MCL707
额定转速:
流量MCL707/2MCL707:
进口压力MCL707/2MCL707:
进口温度MCL707/2MCL707:
出口压力MCL707/2MCL707:
出口温度MCL707/2MCL707:
一阶临界转速MCL707/2MCL707:
二阶临界转速MCL707/2MCL707:
NH32/01
2施工工艺及施工综合网络进度
见机组施工工艺及综合网络进度图
合成气离心压缩机组施工周期:
65天
氨气离心压缩机组施工周期:
65天
3机组安装程序和施工方法
3.1设备开箱检验
该项工作应由建设单位物资供应部门组织,会同施工单位和供货方代表共同进行现场开箱检查、清点、验收。
应对照装箱单逐一清点各设备、零部件、备品备件、管材管件、电气、仪表元件部件、随机资料、专用工具等,检查各件数量、规格、型号等是否与装箱单相符。
同时进行外观检查,确认是否有损坏、缺陷、锈蚀等,发现问题要当场确认、记录并签字。
对于验收的各项物件,应由相应的专业人员分别妥善保管和存放,设备的备品备件应移交建设单位供应部门。
3.2基础验收处理
1)基础移交时,应交送附有基础各部几何尺寸实测记录,基础混凝土试块报告与基础沉降观测记录的合格证明书,基础上应标有纵、横基准轴线和标高标记。
同时,必须清洗基础表面和基础螺栓孔,注意清除油迹和油脂等脏物。
2)根据基础施工图及标记,并参考土建专业的交工记录,放线进行各部几何尺寸与标高实测,其偏差要求如下:
基础中心线与厂房轴线间距偏差:
±
20mm
基础各安装平面标高偏差:
10mm
地脚螺栓孔中心偏差:
地脚螺栓孔垂直度偏差:
基础各中心线间相对偏差:
5mm
进行上述检查时若出现超差,应对超差项目的数值与方向进行综合分析,研究是否有纠正余地,应以不影响正常安装为原则,否则应由土建部门处理。
3)基础处理
两大机组均采用无垫铁安装法。
对于无垫铁安装
的机组仅对放置机组底座各顶丝垫铁的基础表面进行
修平处理即可。
上述工作完成后将基础表面其余部分
按常规要求铲出麻坑并用水冲净。
3.3底座定位
3.3.1由制造厂提供的机器底座带有调整螺栓
(2),以便在进行二次灌浆前,对机器进行初步调整。
3.3.2将机器置放于基础之上时,建议采用下列程序:
1)参照安装和基础图(附图1),首先将支撑块
(1)置于基础上,将调整螺栓
(2),顶到支撑块上
(1)。
2)用螺栓(4)将底脚板(5)与底座平板固定在一起,并检查两个面的接触情况。
3)慢慢地将底座(连同机器一起)安放在基础上,用调整螺栓
(2)和地脚螺栓
(2)和地脚螺栓(3)固定。
用调整螺栓调平,使底座与基础的间距达到基础图中给定的尺寸。
4)用调整螺栓,在纵、横两个方向仔细找平底座,要使精密的水平仪均匀调节调整螺栓,使其均匀地承受各自负荷。
5)基础螺栓孔的首次灌浆要按附图3进行,灌浆料为无收缩的薄浆水泥。
3.3.3检查机器的水平及初步找正
1)在机器的各支腿和支撑板之间插
入塞尺(0.1mm厚、20mm长),如果
塞尺塞不进去,说明机器很平稳,否则
就要通过调节底座上的调整螺栓,以达
到上述要求。
这些工作一定要在灰浆凝
固后进行。
2)
附图2
按图2所示,采用三块千分表,对
机器进行初步找正,一块在径向位置的千
分表测量轴的径向偏差,二块在轴向位置的千分表测量轴的轴向偏差。
其水平允许偏差为0.2/1000。
3)检查半联轴器间的确切距离:
4)在完成最终找正之前,不能将压缩机进出气口与主气管路连接。
3.4机组就位调整
首先将其冷凝器及排汽接管就位后方可进行机组就位。
为方便和加速机组调整速度,一般先采用三至四组临时垫铁组支撑就位的机组,并调整其纵、横方位和标高及纵、横向水平,而后再用各顶丝(无垫铁安装)承载。
当确认各顶丝均匀承载后,检查蒸汽透平和各压缩机猫爪支撑处承载是否均匀,以此判断机组底座是否发生扭曲变形,若出现变形则应调整相关部位的顶丝的紧力予以消除,并在保持底座平整的前提下最终校准机组的纵横方位、标高及纵横向水平。
对于各单机装配在公共底座之上的机组,其纵横向水平的最终调整定位,有以下两种选择:
第一种:
在机组各支撑点处测量其纵横水平并调整,使底座总体保持平整并呈水平状态,然后在机组轴系中确定扬度值为零的转子轴颈,并以此轴为基准,进行轴系对中。
第二种:
调整前,装设机组轴系的各组专用对中工具,确定轴系扬度值为零的转子轴颈并调整使其扬度值为零。
然后测量轴系垂直方向各转子之间的轴向偏差,并通过调整相关顶丝的紧力使底座发生变形致使轴系垂直方向的轴向的轴向偏差符合文件要求,在以后的轴系对中调整工作中,将只处理垂直方向的径向偏差。
确定机组轴系扬度值为零的转子轴颈实质上就是进行轴系扬度分配,其原则是尽可能使轴系两端转子轴颈方向相反的扬度值的绝对值相接近,避免出现某一端扬度值过大的现象。
对于二机组成的合成气压缩机组以透平后轴颈作为扬度零点,对于三机装配在一公共底座上的氨气离心压缩机组,使位于中间位置的挠性轴二端轴心联线扬度值为零,即该轴二端轴颈扬度值基本相等,方向相反。
调整前,应先从机组文件中查出确定为零值扬度的转子两端支撑座的热胀量,求出其差值,并将等值厚度的垫片临时加入热胀量大的支撑座承载面上或轴颈底部,然后测量调整进行机组底座的最终定位。
最后拆除临时垫片。
3.5机组各单机的检测、处理
根据机组制造厂家及建设单位主管部门的要求,并视安装现场的具体情况,有选择性的对各机组进行以下项目的检测处理。
3.5.1蒸汽透平部分的检测项目(待资料到后补充)
1)转子零点位置的检测与校正;
2)转子相对于前后轴承座基准孔的定心检测调整;
3)转子相对于汽缸定心检测调整;
4)汽轮机隔板定心调整;
5)轴承组件各配合面的贴合检查、处理;
6)径向轴承径向间隙及紧力的检测、调整;
7)止推轴承止推串量的测量与调整;
8)各部油档间隙的测量与处理;
9)汽轮机各通流部分及汽封部分间隙检测、处理;
10)汽轮机各纵、横、立销的配合间隙检测处理;
11)汽轮机猫爪限位螺栓纵横向膨胀预留量的检测;
12)汽轮机猫爪限位螺栓垂直方向配合间隙的检测与处理。
3.5.2压缩机部分的检测项目
机组是整体包装,为防止转子在运输途中窜动,包装时在止推轴承的轴向间隙及支撑轴承的径向间隙中加止动用铜片。
在现场安装就位后,将这些铜片取出,并手动盘车确认。
1)检查压缩机各纵、横、立销的配合间


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 蒙蒙 项目 压缩机 施工 方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 (完整word版)信息论与编码期末考试题----学生复习用.doc
(完整word版)信息论与编码期末考试题----学生复习用.doc
-
(完整)六年级上册几何图形题.docx
-
(完整)储罐防腐施工方案.doc
-
(完整word版)公务员录用体检表.doc
-
(完整)八年级上册几何证明题专项练习.doc
-
(决策管理)投资决策委员会实施细则.doc
-
(完整)四年级上册口算、竖式计算、脱式计算.doc
-
(压轴题)初中物理八年级上册第一章《机械运动》检测(含答案解析)(2).doc
-
(完整)小学三年级心理健康教案.doc
-
(完整)初中文言文翻译技巧.doc
-
(名师整理)语文中考《骆驼祥子》名著导读优秀教案.docx
-
(完整word版)偏旁部首名称大全.doc
-
(人教PEP)五年级英语竞赛试题及答案.doc
-
(完整)山东省普通高中学生综合素质评价信息管理系统操作手册学生用户手册.doc
-
(完整word版)体育课教案模板.doc
-
(住宅楼方案)房屋建筑学课程设计说明书.doc
-
(完整word版)《分数的意义》优秀教学设计(公开课).doc
-
(完整word版)安全生产标准化实施方案.doc
-
(完整)初中生人物形象分析常用词汇.doc
-
(完整版)借用公司资质协议.doc
-
(完整word版)仙剑奇侠传三图文攻略(最详细版).doc
-
(完整word版)历年陕西省专升本英语真题(答案解析超全).doc
-
(完整)四年级四则混合运算训练题100道.doc
-
(完整word版)学校团总支部换届选举方案.doc
-
(完整word版)安全标准化绩效评定计划.doc
-
(完整)分布式光伏发电项目施工组织设计.doc
-
(完整版)埋地塑料管结构环刚度计算.doc
-
(完整版)国家农业产业强镇示范建设实施方案.doc
-
(完整版)八年级数学上几何典型试题及答案.doc
-
(完整版)六年级音乐下册人音版理论知识梳理.doc
-
(完整版)囚徒健身图文教程和计划表(完美打印版).doc
 (完整版)固定资产盘点表.xls
(完整版)固定资产盘点表.xls
-
毕业设计插秧机导航控制单元系统设计.docx
-
财政学习题附答案.docx
-
机电安装样板段实施方案.docx
-
加强产品组合营销工作指导意见11doc.docx
-
车间班长述职报告范文.docx
-
承台桩基工程水上沉桩施工方案.docx
-
初三语文教学经验总结.docx
-
超级电容器的组装及性能测试实验指导书1.docx
-
初中数学全部知识点总结公式与规律速记推荐初中生家长收藏.docx
-
船体薄板焊接变形与控制研究报.docx
-
大学《世界文明史》各章节测试题与答案.docx
-
二年级上册语文班主任期末工作总结十六篇.docx
-
广东省信息技术教材第三册教材Scratch编程游戏教学设计全.docx
-
xx煤矿灾害事故应急救援预案.docx
-
高中信息技术知识点汇总.docx
-
亳州市场调研总结报告.docx
-
版注册二级建造师《水利水电工程管理与实务》考前检测A卷 附答案.docx
-
安全教育教学案例.docx
-
多肉植物 养护 方法.docx
