 西气东输二线管道工程用热轧板卷技术条件Word格式文档下载.docx
西气东输二线管道工程用热轧板卷技术条件Word格式文档下载.docx
- 文档编号:15369777
- 上传时间:2022-10-29
- 格式:DOCX
- 页数:33
- 大小:1.59MB
西气东输二线管道工程用热轧板卷技术条件Word格式文档下载.docx
《西气东输二线管道工程用热轧板卷技术条件Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《西气东输二线管道工程用热轧板卷技术条件Word格式文档下载.docx(33页珍藏版)》请在冰豆网上搜索。
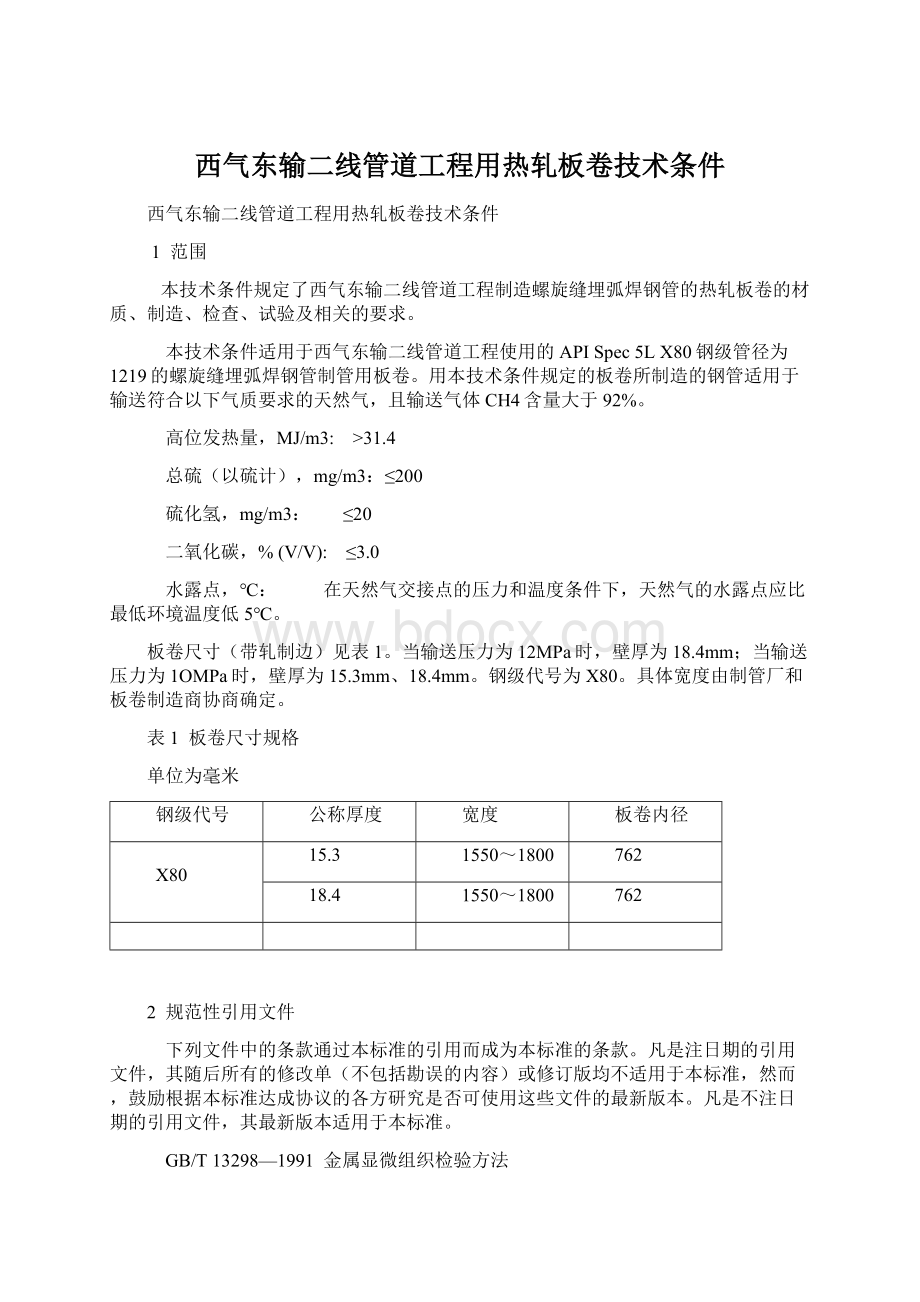
15.3
1550~1800
762
18.4
2
规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T13298—1991
金属显微组织检验方法
IS09001
质量管理体系——要求
APIRP5L3
管线管落锤撕裂试验推荐作法
APISpec5L:
2004
管线管规范
ASTMA370
钢产品机械性能试验的方法与定义
ASTMA435
钢板直射声束超声检验规范
ASTMA751
钢产品化学分析的试验方法、步骤和定义
ASTME23
金属材料缺口冲击试验
ASTME45
钢中夹杂物含量的确定方法
NACETM0284
管线和压力容器钢抗氢致开裂性能评价
3
术语和定义
下列术语和定义适用于本标准。
3.1
购方
purchaser
表示业主或业主的代理人、检查人员以及其它被授权的代表。
3.2
制造商
manufacturer
表示按合同提供板卷的制造商并包括它的设备。
4
制造工艺及材料
4.1
板卷的生产工艺及其确认
4.1.1
板卷须用热机械控轧工艺(TMCP)生产。
4.1.2
制造商应连同报价单一起提交其推荐的MPS。
4.1.3
制造商按本技术条件生产板卷之前,应按附录G提交板卷制造工艺的详细说明(MPS文件)供购方审查认可。
4.1.4
“购货合同”签订后,制造商如果对按4.1.3提交的文件有变动,应立即报告购方认可。
如果不能按时报告并得到认可,则被视为拒绝执行合同的依据。
4.1.5
制造商提供的所有制造工艺文件需要得到购方或购方委托人的签字方可认为有效,否则购方有权拒收制造商提供的所有产品。
4.2
材料
4.2.1
钢材须为吹氧转炉或电炉冶炼并经真空脱气、钙和微钛处理的细晶粒(No.10级或更细)纯净镇静钢,晶粒度评定按附录E或购方与制造商双方商定的其它方法进行。
4.2.2
钢中A、B、C、D类非金属夹杂物级别限定要求如表2所示(按ASTME45方法A检验)。
带状组织评定按附录D规定的方法进行,制造商应提供带状组织评定结果,带状组织评定结果应不大于3级。
表2
非金属夹杂物级别限定
A
B
C
D
薄
厚
≤2.0
4.2.3
钢材应为针状铁素体型管线钢,制造商应向购方提供其金相组织照片供认可。
4.3
热处理
板卷应保持其轧制状态。
4.4
表面清洁状态
制造商应保持板卷表面清洁,板卷表面上应无油脂和腐蚀物等,板卷表面不得受Cu、Sn、Pb、Zn等低熔点金属污染。
4.5
首批检验和首批出证试验
正式生产前应按附录B的要求进行首批检验和首批出证试验,首批检验和首批出证试验合格后,方可进行正式生产。
4.6
生产过程控制试验
板卷生产过程控制试验应按附录C进行。
5
化学成分
5.1
按本技术条件供应的板卷的化学成分,包括熔炼分析和产品分析结果应符合表3要求。
5.2
碳当量
应按公式
(1)、
(2)计算碳当量CEPCm、CEⅡW并在质证书中报告:
………………
(1)
………………
(2)
5.3
熔炼分析
每一熔炼炉次应进行一次熔炼分析并提供报告,钢中化学成分必须符合表3的要求,并提供其它有意添加的元素含量。
5.4
产品分析
每一熔炼炉次生产的板卷应进行1次产品分析,并提供报告。
产品分析结果应符合表3的要求。
5.5
验收
如果一个熔炼炉次的化学成分不符合表3的要求,则由该熔炼炉次的钢所制造的所有板卷应予拒收。
表3
熔炼分析和产品分析要求(Wt%)max
元素
熔炼分析
产品分析
碳
0.08
0.09
锰c
1.85
磷
0.020
0.022
硫
0.004
0.005
硅
0.40
O.42
铌a
0.11
O.11
钒a
0.06
钛a
0.025
铝
氮
0.008
铜
0.30
铬
0.45
钼
0.35
镍
0.50
硼b
0.0005
CEpcm
O.23
0.23
aV+Nb+Ti≤0.15%。
在控制总量的前提下,允许制造商对单个元素含量进行微调。
b不得有意加入B和稀土元素。
cC含量比允许最大含量每减少0.01%时,Mn允许最大含量可以增加0.05%,但在产品分析中Mn含量不得超过1.95%。
6
力学性能
6.1
拉伸性能
板卷在规定位置、方向取拉伸试样,拉伸试验结果应符合表4的要求。
6.2
弯曲试验
6.2.1
制造商应从板卷规定位置、方向取样做180°
弯曲试验,弯芯直径为2.Ot(t为公称厚度)。
6.2.2
弯曲试样的拉伸面上不得出现裂纹。
6.3
断裂韧性
6.3.1
制造商应从板卷规定位置、方向取一组试样,在-20℃下进行夏比V型缺口冲击试验。
其夏比冲击功与剪切面积百分数应符合表5的要求。
6.3.2
制造商在生产期间应提交5%熔炼炉次的板卷夏比V型缺口冲击试验剪切面积和吸收能量的韧脆转变曲线。
韧脆转变曲线至少应包含下列试验温度(如果不能做出完整的韧脆转变曲线,应适当增加其他温度试验点):
20℃、O℃、-10℃、-20℃、-40℃、-60℃。
6.3.3
制造商应从板卷规定位置、方向取样,按照APISpec5L:
2004补充要求SR-6及APIRP5L3进行落锤撕裂试验(DWTT),试验条件及其验收要求见表6。
6.4
维氏硬度
板卷横向截面上最大允许硬度值为265HV10。
表4
拉伸性能a
屈服强度Rt0.5
MPa
抗拉强度Rm
屈强比
Rt0.5/Rm
伸长率A
%
min
max
555
690
625
825
≤0.93(壁厚t=15.3mm)
≤0.94(壁厚t=18.4mm)
按APISpec5L
a本要求为钢管拉伸性能要求。
根据协商一致原则,由制造商负责对供应的板卷拉伸性能进行调整,但必须保证制成钢管的拉伸性能符合螺旋缝埋弧焊钢管技术条件的规定。
表5
在-20℃下夏比冲击韧性要求(10mm×
10mm×
55mm)
试样方向
钢级
代号
壁厚
mm
夏比冲击剪切面积
SA%
夏比冲击功
J
单个试样最小值
三个试样平均最小值
与板卷轧制
方向成30°
80
90
160
220
180
240
表6
DWTT(落锤撕裂试验)剪切面积要求
试验温度a
单个试样最小值b
两个试样的平均值b
-15℃
≥70%
≥85%
a经购方同意板卷制造商也可采用其它试验温度,但须保证钢管DWTT性能达到标准要求。
b当DWTT试验出现异常断口时,异常断口按附录F评定。
7
尺寸、重量、长度和允许偏差
7.1
厚度允许偏差
板卷厚度的允许偏差应为-2%t~+7%t(t为公称厚度),每交货批平均板厚不得小于公称壁厚。
7.2
宽度允许偏差
板卷宽度的允许偏差应为0mm~+20mm。
7.3
内径允许偏差
板卷内径允许偏差-70mm~+20mm。
7.4
平度
当钢管制造商在螺旋管成型中因板卷平度问题,制管生产出现困难时,板卷制造商应负责与钢管制造商合作,找出问题的原因并加以克服,若因平度原因无法生产时,板卷制造商应承担责任。
7.5
直度
板卷直度最大不超过13mm/5m。
板卷塔形高不超过50mm。
7.6
外形
板卷不允许有鱼尾。
板卷舌头的长度应不大于500mm;
舌头端部的凹曲深度应小于100mm(见图1)。
图1
板卷舌头示意图
7.7
尺寸测量
应检测板卷宽度和厚度。
7.8
重量
板卷重量按25t~40t交货,具体卷重应由制管厂和板卷制造商协商确定。
当订购合同另有规定时,按合同规定执行。
8
工艺质量和缺陷修整
8.1
表面缺陷
板卷表面上不允许有气泡、结疤、裂纹、拉裂、折叠、夹杂和深度大于0.3mm氧化皮压入及其它深的尖锐划伤等缺陷。
8.2
缺欠深度和影响面积
8.2.1
深度
缺欠深度应从缺陷附近清除氧化铁皮后的产品表面进行测量。
8.2.2
影响面积
对于孤立的点状缺欠,以比缺欠的外接圆大50mm为半径,围绕缺欠画圆来确定影响面积,如图2所示。
如果这种缺欠靠近板边,以画圆在产品表面内的实际面积来确定影响面积。
在缺欠以聚集或线状出现的情况下,用距聚集或线状缺欠的外接矩形或方形50mm画矩形或方形来确定影响面积,如图3、4所示。
如果这种缺欠靠近板边,以画矩形或方形在板内的实际面积来确定影响面积。
图2
孤立的点状缺欠影响面积
图3
聚集的不连续缺欠影响面积
图4
线状不连续缺欠影响面积
8.3
缺欠深度和影响面积的限度
8.3.1
板卷表面上深度不超过0.3mm,影响面积小于检查面积(制成一根技术条件长度螺旋缝埋弧焊管的板卷长度范围内)5%的平底缺欠允许存在,超出上述限值的缺陷均应进行修整。
8.3.2
缺陷修整量不应超过板卷规定厚度允许偏差之半,并应保证板卷最小厚度,修磨面积不得大于检查的板卷表面积2%,修磨处应光滑地过渡到板卷表面,且宽深比不小于10:
1。
8.4
修整及工艺
缺陷不


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 西气东输 二线 管道工程 热轧 技术 条件
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 (完整word版)信息论与编码期末考试题----学生复习用.doc
(完整word版)信息论与编码期末考试题----学生复习用.doc
-
(完整)六年级上册几何图形题.docx
-
(完整)储罐防腐施工方案.doc
-
(完整word版)公务员录用体检表.doc
-
(完整)八年级上册几何证明题专项练习.doc
-
(决策管理)投资决策委员会实施细则.doc
-
(完整)四年级上册口算、竖式计算、脱式计算.doc
-
(压轴题)初中物理八年级上册第一章《机械运动》检测(含答案解析)(2).doc
-
(完整)小学三年级心理健康教案.doc
-
(完整)初中文言文翻译技巧.doc
-
(名师整理)语文中考《骆驼祥子》名著导读优秀教案.docx
-
(完整word版)偏旁部首名称大全.doc
-
(人教PEP)五年级英语竞赛试题及答案.doc
-
(完整)山东省普通高中学生综合素质评价信息管理系统操作手册学生用户手册.doc
-
(完整word版)体育课教案模板.doc
-
(住宅楼方案)房屋建筑学课程设计说明书.doc
-
(完整word版)《分数的意义》优秀教学设计(公开课).doc
-
(完整word版)安全生产标准化实施方案.doc
-
(完整)初中生人物形象分析常用词汇.doc
-
(完整版)借用公司资质协议.doc
-
(完整word版)仙剑奇侠传三图文攻略(最详细版).doc
-
(完整word版)历年陕西省专升本英语真题(答案解析超全).doc
-
(完整)四年级四则混合运算训练题100道.doc
-
(完整word版)学校团总支部换届选举方案.doc
-
(完整word版)安全标准化绩效评定计划.doc
-
(完整)分布式光伏发电项目施工组织设计.doc
-
(完整版)埋地塑料管结构环刚度计算.doc
-
(完整版)国家农业产业强镇示范建设实施方案.doc
-
(完整版)八年级数学上几何典型试题及答案.doc
-
(完整版)六年级音乐下册人音版理论知识梳理.doc
-
(完整版)囚徒健身图文教程和计划表(完美打印版).doc
 (完整版)固定资产盘点表.xls
(完整版)固定资产盘点表.xls
-
《ACCESS数据库》工资管理系统.docx
-
《综合素质》幼儿园复习要点1.docx
-
3绿色施工专项方案要点.docx
-
《步步高》物理大一轮复习讲义 第11章第3课时 热力学定律与能量守恒.docx
-
10kV及以下农村配电网设计指南版要点.docx
-
《高中物理思维方法集解》随笔系列比较方法在高中物理解题中的应用.docx
-
15秋西交《商法学》在线作业满分答案.docx
-
《白纸黑字奚同发》阅读答案2二.docx
-
《国画基础》教案.docx
-
20XX020XX学年度第二学期霞飞小学学校工作总结校长述职报告.docx
-
《丑小鸭》表格教案.docx
-
20春西交《会计学》在线作业答案310.docx
-
《机械员基础知识》题库.docx
-
60年校庆征文文章.docx
-
《三国演义》每回故事梗概精编版.docx
-
429纤维肌痛综合征临床路径及诊疗方案.docx
-
14374writing.docx
-
《新视野大学英语读写教程》第二册Unit 7Lighten Your Load and Save Your Life.docx
-
ArcGis拓扑错误检查机修改.docx
