 食品工厂设计与环境保护Word文件下载.docx
食品工厂设计与环境保护Word文件下载.docx
- 文档编号:22108302
- 上传时间:2023-02-02
- 格式:DOCX
- 页数:13
- 大小:134.24KB
食品工厂设计与环境保护Word文件下载.docx
《食品工厂设计与环境保护Word文件下载.docx》由会员分享,可在线阅读,更多相关《食品工厂设计与环境保护Word文件下载.docx(13页珍藏版)》请在冰豆网上搜索。
350ml/盒
每天二班
1000吨
3.85吨
规格及班产量
按每天两班,高峰期三班,定为每天两班,班产量为1.925吨/班。
班产量为1.925吨/班,每班每小时产量为1000∕(260*8)/2=240.385kg∕h,每班每小时灌装的瓶数为480769/350/2=686.82瓶,日产量为:
1373.63×
8=10989.01瓶,考虑实际生产,取10990瓶。
班产量为5495盒,若每件24瓶,则日产量为:
10990/24,即约458(件/天)。
班产量为(229件/天)
2、加工工艺过程
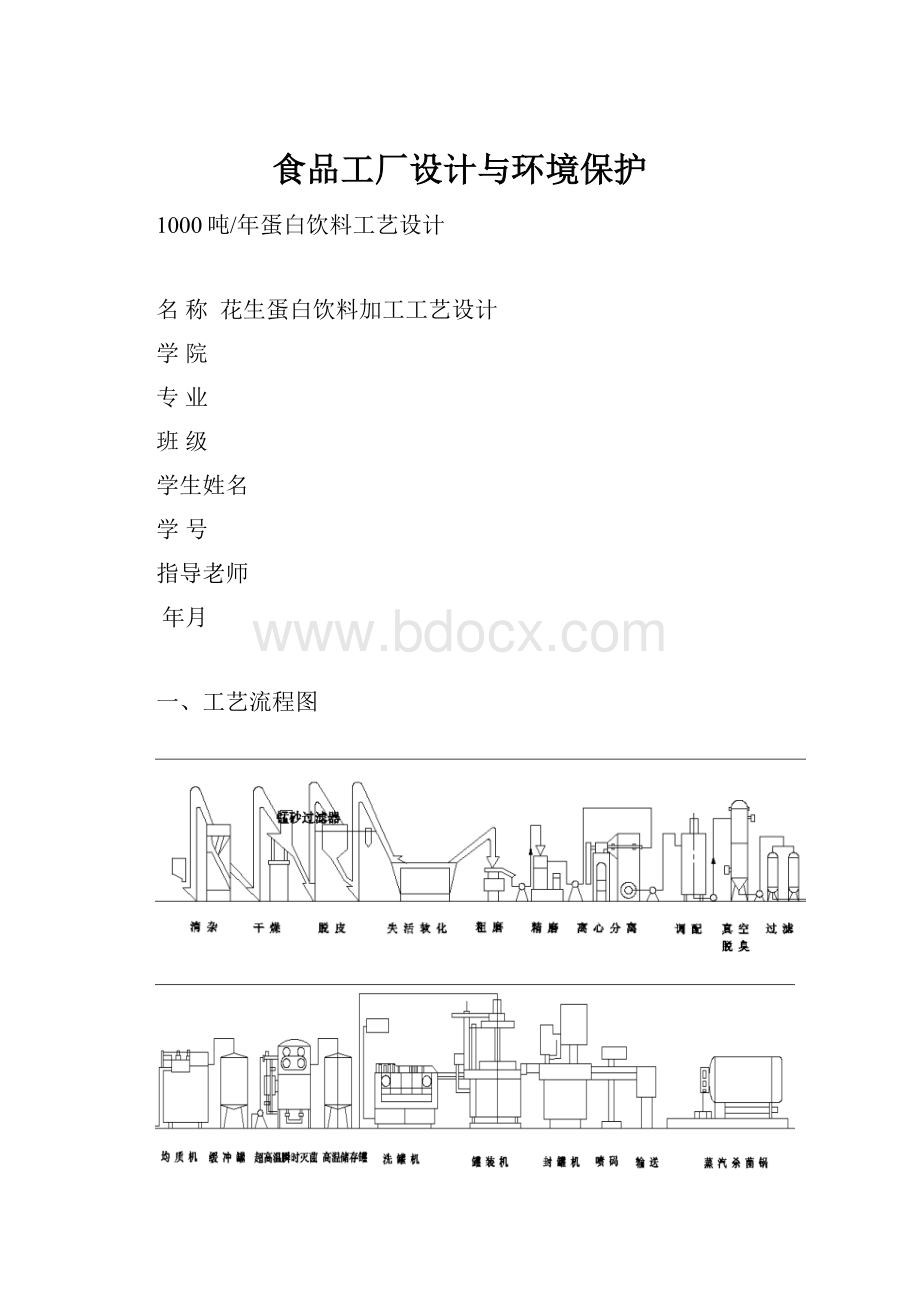
工艺流程
花生→筛选→烘烤→脱皮→浸泡→磨浆→过滤→煮浆→配料→均质→灌装→封口→杀菌→成品→真空打检→喷印日期→外箱包装→成品→入库
主要操作技术条件和关键工艺参数
选料:
选择颗粒饱满、无损伤、无霉变的花生原料,并除去杂质。
烘烤:
在130℃高温下烘烤10分钟,以钝化花生仁中的脂肪氧化酶,防止出现豆腥味,同时高温烘烤花生,有利于脱皮,还可赋于花生乳特殊的香味。
脱皮:
人工脱去花生衣,以防止花生皮上的色素和单宁等在浸泡过程中附于花生仁上,使饮料色泽加深、口感发涩。
浸泡:
用花生仁8倍重量的水,加入0.5%的碳酸氢钠高温下浸泡24小时,使花生仁充分吸水膨胀,提高出浆率,同时可浸出一部分低聚糖、防止胀腹。
磨浆:
浸泡后的花生仁用清水冲洗3~4遍、沥干,加入花生仁10倍的热水(80℃)进行磨浆。
过滤:
磨浆后的花生用120目的滤布过滤。
此时pH值6.8~7.1.
加热:
将滤后的花生乳加热煮沸,当温度达80℃以后,液面起泡、假沸,产生不少汽泡沫,此时可撇去部分泡沫,以保证质量。
当温度达94℃~96℃时、液面翻液、维持1~2分钟,即可达到杀菌目的。
注意不要过久加热,以免蛋白质变性,产生分层、沉淀现象。
配料:
花生浆10%~12%,蔗糖5%~7%,乳糖适量,冲稠剂0.03%,乳化剂0.4%~0.5%,软化过滤杀菌后的饮料水。
均质:
把配好的料液在1.9×
10E7~2.4×
10E7帕的高压下进行均质处理即可灌装,均质时料液温度为70℃~90℃。
杀菌、冷却:
成品灌装封口后,在85℃的温度下保持15分钟进行杀菌,然后分段冷却。
注意事项
用磨浆机将花生进行磨浆时,注意调节好磨的间隙,以0.05毫米为最妊,使之产生象天然乳那样均匀的悬浮粒度。
如间隙过大,花生浆颗粒过粗、影响其纤维组织彻底破碎,包在花生仁里的蛋白质不能充分地提出,从而使花生原浆浓度低,影响其质量,降低营养价值。
如果间隙小,颗粒细,在浆渣分离时部分花生渣混入乳中,其颗粒因重力作用,连同凝固蛋白质沉人底部,产生沉淀、分层现象,影响质量。
产品配料工艺及检测方法
以单因素试验选择原辅料的品种并确定水平取值,对产品口感和风味采用感官综合评价方法评价。
产品口感和风味综合评价标准见表1。
(1)感官评分标准见下表
稳定剂复合实验
选择黄原胶、卡拉胶、蔗糖脂肪酸酯、分子蒸馏单甘酯作为稳定剂,总量控制在0.3%以内,对多组合复合稳定剂分别进行实验,从而确定稳定剂的最佳配比方案。
结果与分析
主要原辅料配比对产品口感和风味影响十分显著,选取花生浆、蔗糖为主要原辅料,进行实验。
实验结果下表。
从下表的实验结果可知:
最优组合是A2B2,即最佳配比为:
花生浆用量12%,蔗糖含量6%。
实验表明上述配比所得的花生蛋白饮料的色泽、香味、滋味均较好,总评分为95分。
原辅料配比的确定
序号
A(花生浆℅)
B(蔗糖℅)
感官评分
1
10
4
87
2
6
72
3
8
90
12
80
5
95
78
7
14
86
75
9
83
研究花生蛋白饮料的生产工艺,结果表明原辅料配比为12%花生浆(由花生仁和水按l:
10的质量比研磨成,具体见工艺)和6%蔗糖.采用0.03%黄原胶、O.05%卡拉胶、0.10%蔗糖脂肪酸酯和0.10%分子蒸馏单甘酯组成的复合稳定剂可获得理想的稳定效果。
检验方法
①蛋白质检验采用凯氏定氮法。
样品与硫酸和催化剂一同加热消化,使其内蛋白质分解,分解的氨与硫酸结合生成硫酸铵,然后间化蒸馏使氨游离,用硼酸吸收以后再用盐酸标准溶液滴定,根据酸的消耗量乘以换算系数,即为样品中蛋白质的大概含量。
②脂肪检验采用皂化法。
脂肪在KOH乙醇溶液中被皂化为钾肥皂,钾肥皂被盐酸酸化水解为脂肪酸,过剩的KOH被中和。
游离的脂肪酸用石油醚醚萃取。
吸取一定量的萃取液蒸去石油醚后以中性乙醇溶解脂肪酸后,用KOH标准溶液滴定。
更具KOH的消耗量,加入石油醚萃取后,根据溶解于酒精层未被萃取出的残留脂肪酸的高尔风系数,即可算出脂肪酸含量。
③总糖的检测采用菲林试剂法。
样品中的糖类水解成蛋汤(葡萄糖),用菲林试剂测定生成的单糖量,进而算出糖的总量。
④产品中添加剂山梨酸钾采用氧化比-色法测定。
自样品中提取出山梨酸钾,与硫酸和重铬酸钾氧化作用下产生丙二醛。
丙二醛和硫代巴比妥酸作用产生红色化合物,其红色的深浅与丙二醛的浓度成正比,符合比尔定律,故可用分光光度计比色测定。
⑤重金属检测。
铅采用双硫腙法测定:
双硫腙与铅在PH约为9是形成络合物。
该络合物溶于氯仿和四氯化碳等有机溶剂中,呈红色。
其深浅与铅离子浓度成正比,可用比色法测定。
铜采用二乙硫代氨甲酸钠比色法测定:
在氨碱性溶液中(PH约9.0~9.2),铜离子与二乙硫代氨甲酸钠作用,生成黄色到棕黄色络合物,溶于四氯化碳中可于440nm波长处作比色测定。
砷采用古蔡氏法测定:
样品中的砷被氢还原成砷化氢,通过醋酸铅棉花除去硫化氢后,遇溴化汞滤纸产生黄到黑色的斑点,色斑的深度和砷的浓度成正比。
⑥产品微生物的检测。
细菌总数的检测:
将样品稀释至尽量低的浓度,采用平板涂布法将样品涂在培养基上,在一定条件下,一般为37℃左右24到48小时培养,后测定的菌落数即细菌总数。
致病菌检测:
进行增菌培养—分离培养—生化反应—血清鉴定
质量控制指标
感官指标
色泽:
乳白色
组织状态:
均匀一致,无分层、沉淀现象
滋味:
口感好,有特有的花生香气。
理化指标
总糖5%~7%;
蛋白质3.5%~4.3%;
脂肪2.6%~3.3%.
卫生指标
细菌总数(个/mL)≤100;
大肠菌群(个/mL)≤6;
铅≤1mg/kg;
砷≤0.5mg/kg;
铜≤5mg/kg;
致病菌不得检出。
三、原料、辅料、包材、水、电、汽的消耗指标
原辅料的计算(年消耗量)
花生浆(花生1000吨*12%*1/11=10.91吨;
水1000吨*12%*10/11=109.09吨)
白砂糖1000吨*6%=60吨;
复合稳定剂(0.03%黄原胶、O.05%卡拉胶、0.10%蔗糖脂肪酸酯和0.10%分子蒸馏单甘酯)1000吨*0.28%=2.8吨
包材
纸盒=1000*1000*1000ml/(350ml每盒)=2857143盒
纸箱=盒数/24=119048件
水、电、气消耗指标:
类型
自来水价格
(元/㎥)
污水处理费
终端价格
含娱乐业;
健身房、休闲会所、美容美发、茶楼、酿酒、饮料业、饮用水制造(含纯净水)、烟草加工等。
5.60
1.80
7.40
非工业、普通工业电价
电压等级
执行电价
平水期(5月、11月)
丰水期(6-10月)
枯水期(12月、1-4月)
平段(11:
00-19:
00)
峰段(7:
00-11:
00;
19:
00-23:
谷段(23:
00-7:
1KV以下
0.6928
1.08040
0.30520
0.62820
0.97704
0.27936
0.82200
1.28712
0.35688
天然气销售价格表单位:
元/立方米
收费细目
收费标准
居民用气(含学校师生食堂用气)
1.89
非居民用气
2.20
CNG用气
2.85
四、车间定员
车间
人数
浸泡
脱皮
磨浆
过滤
配料
锅炉
均质
杀菌
灌装
封口
11
喷码
装箱
五、主要设备选型依据及计算,提供选型一览表
班产量为5495瓶,若每件24瓶,则日产量为:
设备名称
型号
生产能力
功率Kw
(台/套数)
浸泡罐
RP2J2-500L
500L
脱皮机
DIF
150kg/h
磨浆机
M一Z16OCBlll
200kg/h
1.7
过滤器
RFGL03—300
300L/h
配料机
L-BP
800L
0.9
FB—L
115kg/h
均质机
SLS500-70
250L/h
5.5
卧室灭菌锅
GT7C3W12
2000瓶/次
定量灌装机
GP-6
550-4000瓶/h
1.5
封口机
DXR3000
3000瓶/h
喷码机
HN-3000
0.1
水处理设备
1054
0.25T/h
六、成本估算
原辅料成本(计算有按照有6%损耗的总用量)
查资料有:
花生仁为13元每千克,复合稳定剂约34元每千克,白砂糖约7.3元每千克。
(主要为网上查询数据)
每年用量有年原料料成本
花生仁10.91*12*1000*1.06=13.88(万元/年)
白砂糖60*7.3*1000*1.06=46.43(万元/年)
符合稳定剂34*2.8*1000*1.06=10.09(万元/年)
包装成本
瓶的成本:
0.1×
2857143×
1.06≈30.284(万元/年)
纸箱的成本:
1×
119048×
1.06≈15.137(万元/年)
总包装年成本为30.284+15.137=45.421(万元/年)
加工成本计算
工资支出
工人15人,按照平均工资1000元/月计算,工作时间12个月
总计1000×
15×
12=18(万元/年)
水电气用量
根据工厂生产经验,每生产一吨花生蛋白饮料,所消耗的水为8~15吨,本设计以10吨计,消耗电为107.86kw/h,消耗汽为0.24~0.4吨,取中间本设计以0.32吨计。
水费:
7.4×
10×
1000=7.4(万元/年)(水按照一立方米一吨计)
电费:
107.86kw/h×
8×
260×
0.6928≈15.54(万元/年)
汽费:
2.2÷
0.7174×
1000×
0.32×
1000≈98.13万元/年)
固定资产折旧费
目前固定资产折旧率多采用本行业一般平均折旧率12.5%,折旧期8年。
估算设备成本在50万元,年折旧费为6.25万元。
待估算资金
由于价格较大变动及其他不可预知因素,预计带估算资金25万元左右。
总成本=原料成本+包材成本+人员工资+耗能+设备折旧
=13.88+46.43+10.09+45.421+18+7.4+15.54+98.13+6.25=261.141万元。
则每瓶成本=总成本/产量=2611410/2857143≈0.91(元/瓶)
每箱成本为0.91*24=21.94(元/箱)
假设零售价为2.5元,则每箱零售价格为60元
出厂价格=售价/1.15,故每箱出厂价为60/1.15≈52.17
每瓶出厂价为2.5/1.15≈2.17元
又由于供价等于(0.7~0.8)×
出厂价,式中系数取0.8售价较合理
供价=0.8×
52.17=41.736元/件2.17×
0.8=1.736(元/瓶)大于成本合理
由此有总供价=1.736*2857143=496万元/年)
总产值=2.17×
2857143=620(万元/年)
运费=(0.015~0.03)×
总产值=0.015×
620≈9.3(万元/年)
管理费计算一般管理费占总产值1%~3%,取2%,约为12.4万元
成本核算
总成本=原计算总成本+管理费用+运费=261.141+9.3+12.4=282.841(万元/年)
因此每瓶产品成本=282.841/2857143=0.99元/瓶)
而总供价为2.17元/瓶,大于成本价0.99元/瓶。
因此售价定为2.5元较为合理。
税收的计算
产品增值税={出厂价-直接成本价(原辅料和包装)}×
17%
=(496-115.821)×
=64.63万元/年)(17%为基本税率)
10.9项目总投资
总投资=原料成本+设备费用+包材费用+待估算资金
=115.821+50+25=190.821万元,未计算厂房等费用,估计190.821万元
七、技术、经济评价
技术评价
(1)经一定工艺处理,均质,可使饮料均匀一致不分层,口感细腻、光滑
(2)脱去花生衣,可以防止花生皮上的色素和单宁等在浸泡过程中附于花生仁上,使饮料色泽加深、口感发涩
(3)在130℃高温下烘烤10分钟,可赋于花生乳特殊的香味
经济评价
投资利润率=(产品销售额-产品成本-税金)/项目总投资
=(620-115.821-64.63)/190.821≈2.30
总投资回收期=项目总投资/(销售收入-产品成本)=190.821/(620-115.821)
=0.37年,即约一季可收回投资
八、总结
对本次设计我们发现最后投资利润率偏高。
主要原因应该是成本估计偏低,对各种原料的成本不是太清楚,总投资回收期太短,引起的原因第一是产品成本的估计低了,另外项目的总投资未计算厂房建设费用,设备的成本也是很不确定的,所以导致此次设计的与现实生活中存在很大差异,但通过这次设计我掌握了食品工厂设计的一般原理以及在设计中应该注意的问题,这对以后这方面的设计提供了基础。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 食品 工厂 设计 环境保护
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
安全生产需要几个领导安全生产Word格式文档下载.docx
-
安徽省江南十校届高三英语冲刺联考二模试题Word下载.docx
-
处理客户异议的100条经典话术之欧阳化创编Word文件下载.docx
-
ADAMS与ANSYS联合仿真方法Word下载.docx
-
氨基酸洁面乳配方说明之欧阳数创编Word文档格式.docx
-
教师面试结构化问题经典题目及答案文档格式.docx
-
高中数学会考知识要点总结Word文档格式.docx
-
全国各省直辖市自治区市自治州地区县县级市区名称一览表文档格式.docx
-
净化池工程施工方案之欧阳史创编Word文档格式.docx
-
教师职业道德理论知识体系师德学习资料同名14448Word文档格式.docx
-
冲压模具讲座Word格式文档下载.docx
-
房地产销售下半年工作计划精选完整版Word格式.docx
-
初二动员大会发言稿文档格式.docx
-
毕业设计论文基于Web的网上购物系统的设计与实现模板Word格式.docx
-
截水沟施工方案样本Word文件下载.docx
-
女孩子如何做到美容塑身保持好身材Word文档格式.docx
-
科教版小学级英语单词汇总Word格式.docx
-
基于8086的交通灯设计Word文档下载推荐.docx
-
登高作业安全技术交底Word文件下载.docx
