 166FM气缸生产控制计划1.docx
166FM气缸生产控制计划1.docx
- 文档编号:24089894
- 上传时间:2023-05-24
- 格式:DOCX
- 页数:28
- 大小:170.17KB
166FM气缸生产控制计划1.docx
《166FM气缸生产控制计划1.docx》由会员分享,可在线阅读,更多相关《166FM气缸生产控制计划1.docx(28页珍藏版)》请在冰豆网上搜索。
166FM气缸生产控制计划1
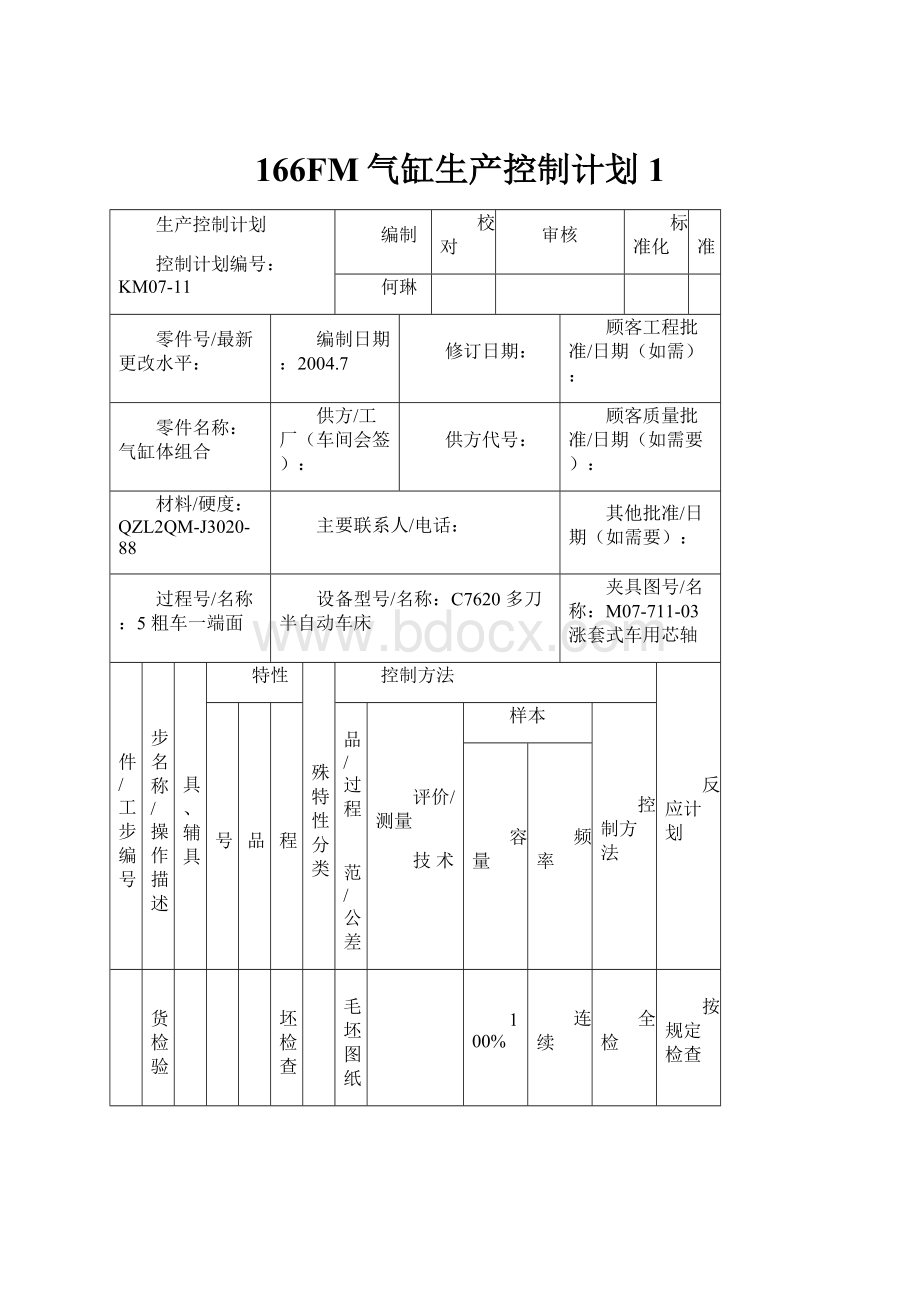
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
5粗车一端面
设备型号/名称:
C7620多刀半自动车床
夹具图号/名称:
M07-711-03涨套式车用芯轴
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
进货检验
毛坯检查
见毛坯图纸
100%
连续
全检
按规定检查
1
粗车一端面
机夹刀杆
长度
82.9
0.020~125游标卡尺
1件
30分钟
记录表
调整/再检查
外观
粗糙度3.2
样块
4件
每班
记录表
调整/再检查
说明
保证两端面车削余量均匀。
注:
82.9
为最薄处尺寸。
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
10粗车另一平面,倒角
设备型号/名称:
C7620多刀半自动车床
夹具图号/名称:
M07-711-04涨套式车用芯轴
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
粗车另一面
机夹车刀
长度
82.6±0.1
0.020~125游标卡尺
1件
30分钟
记录表
调整/再检查
长度
24.5
1件
30分钟
记录表
调整/再检查
2
倒角
倒角
C0.5
1件
30分钟
记录表
调整/再检查
外观
粗糙度3.2
样块
4件
每班
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
15过螺栓孔
设备型号/名称:
Z512台钻
夹具图号/名称:
73-117/K157FMI.02.1-00A钻模
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
过螺栓孔
Ø9直柄钻头
孔径
4×Ø9
0.020~125游标卡尺
1件
30分钟
记录表
调整/再检查
外观
粗糙度6.3
样块
4件
每班
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
20精车两端面倒角
设备型号/名称:
JMAZAK460精密车床
夹具图号/名称:
M07-711-04涨套式车用芯轴
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
精车两端面
机夹刀杆
尺寸
82
0.020~125游标卡尺三座标塞尺高度尺
1件
20分钟
记录表
调整/再检查
平面度
0.02
4件
每班
记录表
调整/再检查
平行度
0.03
4件
每班
记录表
调整/再检查
深度
39.7±0.1
4件
每班
记录表
调整/再检查
2
倒角
倒角
C0.6-0.8
4件
每班
记录表
调整/再检查
粗糙度
Ra1.6
样块
1件
20分钟
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
25倒角、车外圆
设备型号/名称:
C7620多刀半自动车床
夹具图号/名称:
M07-711-04涨套式车用芯轴
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
倒角
机夹车刀
尺寸
2.8
、30˚
0.020~125游标卡尺
1件
30分钟
记录表
调整/再检查
尺寸
Ø68.9
1件
30分钟
记录表
调整/再检查
2
车外圆
外径
Ø72-0.10-0.20
1件
30分钟
记录表
调整/再检查
外观
粗糙度3.2
样块
1件
30分钟
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
30加工销孔
设备型号/名称:
XH714加工中心
夹具图号/名称:
M07-741-01镗孔夹具
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
镗销孔
BT40-Q26-95刀炳、J10-8-55小刀杆、Q26-DJ3-36微调镗头、3MS-F刀片
Ø12钻头
尺寸
73±0.03,38±0.05
29±0.05,70±0.03
62±0.03,38±0.05,29±0.05
垂直度0.03
三座标
0.020~125游标卡尺
Ø11+0.0270塞规
对表环规
83-88/K157FMI.02.1-00A同轴度检具
100%
连续
记录表
调整/再检查
尺寸
4×Ø11
100%
连续
记录表
调整/再检查
尺寸
10±0.15
100%
连续
记录表
调整/再检查
同轴度
销孔与底孔
100%
连续
记录表
调整/再检查
倒角
C0.5
1件
30分钟
记录表
2
镗内孔
M07-233-01粗镗刀杆
BT40-2MAC-55-165刀杆、6MP-C4刀片
尺寸
Ø65.6±0.05
100%
连续
记录表
调整/再检查
尺寸
Ø66
100%
连续
记录表
调整/再检查
垂直度
0.03
100%
连续
记录表
调整/再检查
圆柱度
0.01
100%
连续
记录表
调整/再检查
粗糙度
Ra1.6
样块
1件
30分钟
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
30加工销孔
设备型号/名称:
XH714加工中心
夹具图号/名称:
M07-741-01镗孔夹具
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
以孔1及其所在端面定位加工孔2
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
35过孔
设备型号/名称:
Z512台钻
夹具图号/名称:
73-118/K157FMI.02.1-00A钻模73-119/K157FMI.02.1-00A钻模
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
过孔
Ø6.7直柄钻头
孔径
4×Ø6.7
0.020~125游标卡尺
4件
每班
记录表
调整/再检查
尺寸
72±0.1
1件
30分钟
记录表
调整/再检查
尺寸
73±0.15
1件
30分钟
记录表
调整/再检查
尺寸
62±0.15
1件
30分钟
记录表
调整/再检查
外观
粗糙度6.3
样块
4件
每班
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
40铣涨紧器结合面
设备型号/名称:
X6120B铣床
夹具图号/名称:
74-27/K157FMI.02.1-00A铣家具
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
铣平面
SK40-J32-95刀柄、Ø63KORLOYPES4、063R盘铣刀
尺寸
66±0.2
三座标
1件
15分钟
记录表
调整/再检查
外观
粗糙度1.6
样块
4件
每班
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
45扩孔
设备型号/名称:
Z525钻床
夹具图号/名称:
M07-731-06钻夹具
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
扩孔
Ø17锥柄钻头
尺寸
Ø17+0.4+0.2
0.020~125游标卡尺
1件
30分钟
记录表
调整/再检查
尺寸
26±0.15
1件
30分钟
记录表
调整/再检查
尺寸
52±0.2
1件
30分钟
记录表
调整/再检查
外观
粗糙度3.2
样块
4件
每班
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
50钻螺纹底孔
设备型号/名称:
Z4016台钻
夹具图号/名称:
M07-731-07钻夹具
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
钻螺纹底孔
Ø5钻头Ø8钻头
尺寸
2×Ø5
0.020~125游标卡尺
1件
30分钟
记录表
调整/再检查
尺寸
20±0.5,
1件
30分钟
记录表
调整/再检查
尺寸
34±0.1,
1件
30分钟
记录表
调整/再检查
尺寸
17±0.1,
1件
30分钟
记录表
调整/再检查
倒角
C1
4件
每班
记录表
调整/再检查
外观
粗糙度3.2
样块
4件
每班
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
55攻丝
设备型号/名称:
S4012A台式攻丝机
夹具图号/名称:
M07-731-08攻丝夹具
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
攻丝
M6丝锥
螺纹
2-M6
M6螺纹环规
100%
连续
全检
调整/再检查
深度
15±0.20
0.020~125游标卡尺
4件
每班
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
60打压
设备型号/名称:
压检机
夹具图号/名称:
87-28/K157FMI.02.1-00压检机
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
打压
压检渗漏
无漏气
100%
连续
全检
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
65珩磨内孔
设备型号/名称:
M4215/1立式珩磨机
夹具图号/名称:
M07-724-05珩磨夹具
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
珩磨内孔
M07-275-01珩磨头
孔径
Ø66+0.0150
气动量仪
三座标
100%
连续
全检
调整/再检查
圆柱度
0.005
100%
连续
全检
调整/再检查
垂直度
Ø0.05
100%
连续
全检
调整/再检查
粗糙度
粗糙度0.5
样块
4件
每班
记录表
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
70清洗
设备型号/名称:
夹具图号/名称:
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
清洗
气动吹枪
外观
气缸表面干净
目测
100%
连续
全检
调整/再检查
说明
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如需要):
材料/硬度:
QZL2QM-J3020-88
主要联系人/电话:
其他批准/日期(如需要):
过程号/名称:
75内孔分组
设备型号/名称:
夹具图号/名称:
零件/工步编号
工步名称/操作描述
刀具、辅具
特性
特殊特性分类
控制方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量
技术
样本
控制方法
容量
频率
1
内孔分组
孔径
白:
Ø66
ø66
气动测头、校对环规
100%
连续
全检
调整/再检查
孔径
黄:
Ø66
100%
连续
全检
调整/再检查
孔径
兰:
Ø66
100%
连续
全检
调整/再检查
生产控制计划
控制计划编号:
KM07-11
编制
校对
审核
标准化
批准
何琳
零件号/最新更改水平:
编制日期:
2004.7
修订日期:
顾客工程批准/日期(如需):
零件名称:
气缸体组合
供方/工厂(车间会签):
供方代号:
顾客质量批准/日期(如


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 166 FM 气缸 生产 控制 计划
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包身工》教案设计精选文档.docx
《包身工》教案设计精选文档.docx
-
《赤壁赋》导学案.docx
-
《不是每个女生都有好几个后备军而是每个男生都会排好几个队》.docx
-
《春》学案1 1.docx
-
《基于NET的商品销售管理系统》开题报告.docx
-
《结构设计原理》复习资料1.docx
-
《牵引供电系统》习题.docx
-
《社会的构成》读书笔记.docx
-
《孙中山破陋习》教学设计三.docx
-
《微生物学教程周德庆》各章复习重点.docx
-
《中国文化》英语教程复习题及答案.docx
-
00安徽工贸职业技术学院毕业设计论文撰写规范试行1.docx
-
1承诺办理时限是什么概念实际办理的时间能不能比承诺办理时限.docx
-
1中小型压缩机安装施工工艺标准.docx
-
5第五章长期股权投资 单元测试.docx
-
6一株紫丁香.docx
-
#对完善我国监护法律制度立法的思考.docx
-
《 民间治病药方》.docx
-
《PremiereProCC影视编辑标准教程微课版》配套教学教学案.docx
-
《财务会计》相关复习题英文版.docx
-
《单片机原理及应用》黄友锐主编课后习题答案副本.docx
-
#2机组大修建议汇总.docx
-
《地心历险记》观后感600字600字读后感.docx
-
《供应链管理》习题和标准答案.docx
-
《黄山奇石》教学反思15篇.docx
-
《建筑施工技术》形成性考核册答案附题目.docx
-
《描绘小灯泡的伏安特性曲线》试题精选.docx
-
《人大监督法》讲稿子.docx
-
《阿西莫夫短文两篇》教案.docx
-
《地理标志产品保护工作细则》.docx
-
《工程质量检验标准》.docx
-
《化学反应的利用》鲁科版必修2.docx
-
上海市房地产买卖合同4篇Word下载.docx
-
生物化学作业及答案Word格式文档下载.docx
-
完整word版成本分配方法详解Word文档格式.docx
-
设计心理部分课件内容 产品艺术设计的心理学思维探讨文档格式.docx
-
刘素青菩萨往生偈 正体版 繁体版Word文件下载.docx
-
考研教育学笔记中国教育史笔记Word下载.docx
-
排烟道安装施工方案Word下载.docx
-
乡镇五个一帮扶力量自查报告Word格式文档下载.docx
-
品牌学名词解释Word文档格式.docx
-
牛津小学英语五年级5A第2单元教案集体备课Word文档下载推荐.docx
-
施工现场安全资料十二个档案盒内容Word文档下载推荐.docx
-
洛南县文化产业十二五发展规划Word格式文档下载.docx
-
室内排水雨水管道安装施工工艺标准Word格式.docx
-
慢性阻塞性肺疾病稳定期的治疗Word文档下载推荐.docx
-
名家解读古代文学罗宗强论明代景泰之后文学思想的转变Word文档下载推荐.docx
-
五年级上册数学试题一课一练 苏教版秋 无答案Word格式.docx
-
九年级语文综合测试题景贤学校小升初专Word文档下载推荐.docx
-
人生的选择演讲稿通用15篇Word格式文档下载.docx
-
皮肤性病学试题库Word格式.docx
