 数控车床装配工艺.docx
数控车床装配工艺.docx
- 文档编号:24361005
- 上传时间:2023-05-26
- 格式:DOCX
- 页数:26
- 大小:33.98KB
数控车床装配工艺.docx
《数控车床装配工艺.docx》由会员分享,可在线阅读,更多相关《数控车床装配工艺.docx(26页珍藏版)》请在冰豆网上搜索。
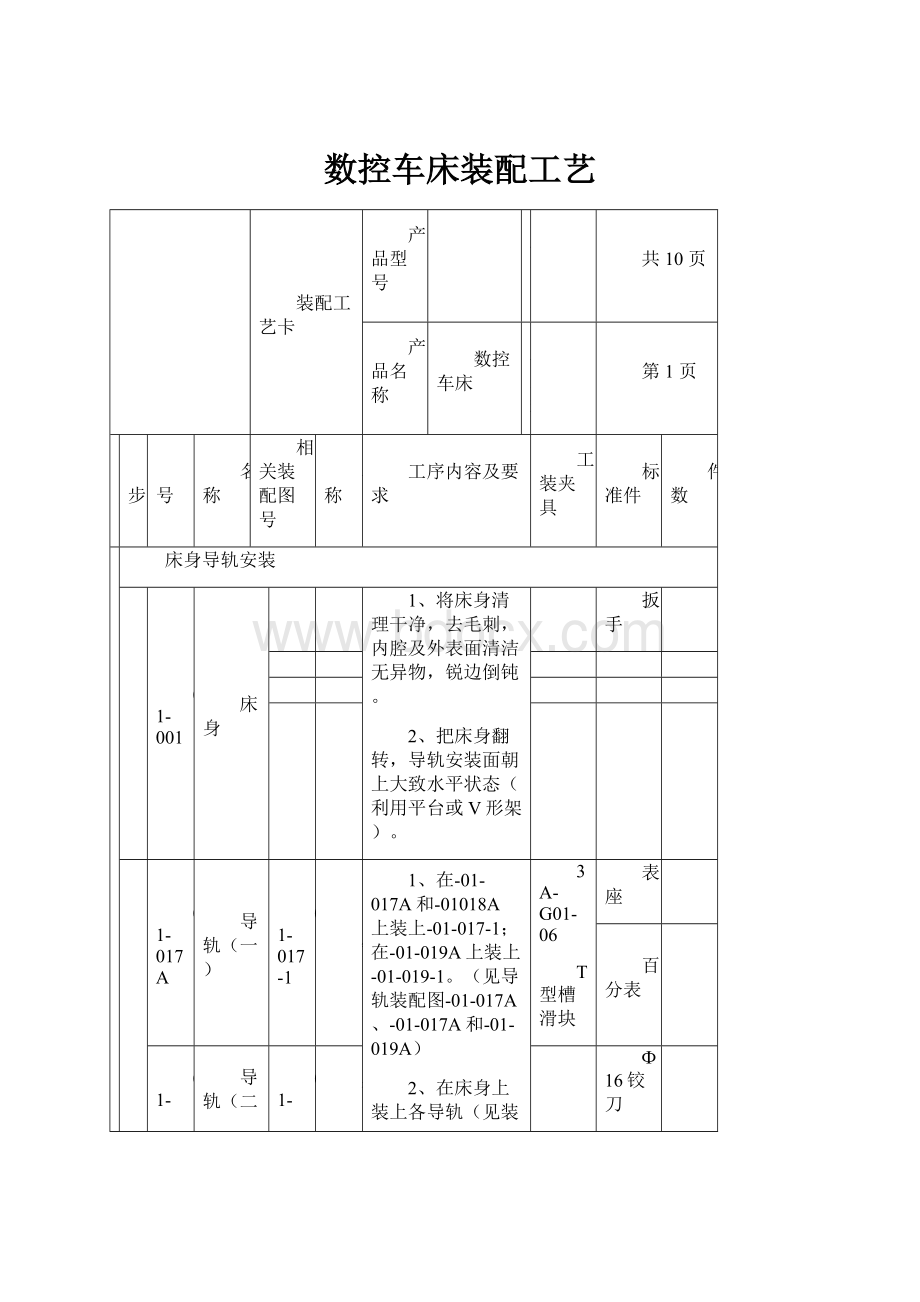
数控车床装配工艺
装配工艺卡
产品型号
部件图号
共10页
产品名称
数控车床
部件名称
第1页
工序
工步
图号
名称
相关装配图号
名称
工序内容及要求
工装夹具
标准件
件数
一、
床身导轨安装
1
01-001
床身
1、将床身清理干净,去毛刺,内腔及外表面清洁无异物,锐边倒钝。
2、把床身翻转,导轨安装面朝上大致水平状态(利用平台或V形架)。
扳手
2
01-017A
导轨
(一)
01-017-1
销
1、在-01-017A和-01018A上装上-01-017-1;在-01-019A上装上-01-019-1。
(见导轨装配图-01-017A、-01-017A和-01-019A)
2、在床身上装上各导轨(见装配图Z轴装配图-01-00),拧紧螺栓时应从中间往两侧对称拧紧,利用工装:
3A-G01-006打表测量导轨间平行度,并把各导轨的定位面(即导轨侧基准面)之间的平行度调整到最小值以减少配磨量(建议在0.02mm之内)然后在导轨
(一)和导轨
(二)上打上Ф16的圆锥销,在导轨上打上Ф12的圆锥销。
3、打好销后在四条导轨上装上塞,(见导轨装配-01-017A、-01-018A和-01-019A)
3A-G01-06
T型槽滑块
表座
百分表
01-018A
导轨
(二)
01-017-2
塞
Ф16铰刀
Ф12铰刀
01-019A
导轨(三)
01-019-1
销
01-019-1
塞
二、
床身导轨配磨
1
01-001
床身
-01-017A
导轨
(一)
1、床身导轨配磨,使床身导轨的纵向直线度达到0.02/1000mm(向上凸),任意250mm的直线度为0.006mm,横向直线度达到0.04/1000mm(测量横向直线度可利用工装:
G01-011,根据实际情况可拆除其上的调校水平架G01-011-3),各导轨间上表面的平行度达到全长0.02mm之内,侧面(定位面与镶条面)的平行度全长0.15mm之内(检测平行度可利用工装:
3A-G01-06)。
3A-G01-04
表座
01-018A
导轨
(二)
G01-011(校杆校水平支架)
百分表
01-019A
导轨(三)
水平仪
3A-G01-06
T型槽滑块
三、
粘贴导轨塑胶
编制(日期)
核对(日期)
会签(日期)
审核(日期)
标记
处数
签字
装配工艺卡
产品型号
部件图号
共10页
产品名称
数控车床
部件名称
第2页
工序
工步
图号
名称
相关装配图号
名称
工序内容及要求
工装夹具
标准件
件数
三、
1、
01-001
床身
1、把床身翻转,导轨面朝上;将导轨面彻底清理干净。
2、用水平仪调整机床,使导轨面处于水平状态。
3、复检导轨的工序2的纵向、横向和导轨平行度。
3A-G01-04
表座
G01-011(校杆校水平支架)
百分表
水平仪
2、
03-001
床鞍
1、用丙酮将床鞍、滑板、压板和镶条的各个贴塑面以及与贴塑面相接触的面清洗干净,确保没有油污。
2、按实物尺寸将各相应部分的贴塑软带裁剪好并用丙酮清洗干净(裁剪软带时尺可能地把软带裁直),根据实际情况裁剪好所需用到的油纸。
3、调配好TF软带专用粘贴剂,具体配胶工艺详见粘贴剂使用说明(使用A、B胶则是A、B胶1:
1配调),调配时应使粘贴切剂各成分充分混合,调配均匀。
3A-G01-06
T型槽滑块
03-010
滑板
03-15
左压板
03-16
右压板
03-018
上压板
03-19
下压板
01-016
镶条
03-017
镶条
3、
1、将配好的胶均匀地涂在床鞍、滑板、压板、镶条的相应金属粘贴面和软带上面,胶层厚度要适宜,中间稍厚一点,控制固化后的胶层在0.1mm左右。
2、粘贴时应将软带拉紧压贴,使软带与导轨面全面接触,不能产生汽泡。
3、在室温下进行固化,软带非粘贴面与加压物体之间必须用没纸隔开,具体固化时间及压力按粘贴剂说明执行(A、B胶的固化压力为0.1MPa,固化时间为24小时),施加固化压力时应尽可能地使压力分布均匀。
4、
1、清理塑胶表面,去除多余软带以及固化时流出的胶,并对软带边倒角。
四、
配刮导轨塑胶面
1
03-001
床鞍
001
床身
1、粗刮床鞍导轨贴塑软带,当贴塑软带头和尾都有接触点时,应打表看床鞍上测量床鞍两上导轨面四角与床身两导轨面是否等高,以确定刮研方向。
2、精刮床鞍贴塑软带,使软带与床身导轨的接触面25X25
01-7A
导轨
(一)
01-8A
导轨
(二)
编制(日期)
核对(日期)
会签(日期)
审核(日期)
标记
处数
签字
装配工艺卡
产品型号
部件图号
共10页
产品名称
数控车床
部件名称
第3页
工序
工步
图号
名称
相关装配图号
名称
工序内容及要求
工装夹具
标准件
件数
四、
内接触点不少于10点,并保证第1点所提到的等高。
3、配刮床身导轨定位边(侧基准面)与床鞍侧面贴塑软带(侧基准面),使其接触面25X25内的接触点不少于10点。
2
01-016
镶条
03-001
床鞍
1、配刮镶条与床身导轨侧面,使其接触面25X25内的接触点不少于10点。
3
03-010
滑板
03-001
床鞍
1、方法参照本工序工步1中的1、2点。
2、粗刮床身导轨定位边(侧基准面)与床鞍侧面贴塑软带(侧基准面),使其接触面头尾都有接触点。
4
03-017
镶条
03-010
滑板
1、粗刮镶条与床鞍导轨侧面,使其头尾都有接触点。
5、
03-001
床鞍
01-016
镶条
1、装上镶条打表测量床鞍与滑板(即Z轴与X轴两个运动方向)之间的90度,先把大理石直角尺放置在工装3A-G01-13H上,其次把表座吸在床鞍上拉直角尺的其中一直角边:
允差.0.015/300mm(向刀具方向偏),然后将表座吸在滑板上测量另一直角边:
允差0.01/100mm(α>90度)。
2、根据打表所测得的数据来配刮滑板定位边(侧基准)软带与床鞍导轨侧面(侧基准)、镶条软带与床鞍导轨侧面,使其接触点在25X25mm内不少于10点,并配刮到第1点的允差范围内。
如果配刮过程中余量不够,也可以配刮床身导轨定位边(侧基准面)与床鞍侧面(侧基准面)来获得精度。
大理石直角尺
表座
03-010
滑板
03-017
镶条
3A-G01—13(垂直检测平台)
百分表
6、
03-15
左压板
1、配刮上(下)压板软带与床身导轨、左(右)压板软带与滑板导轨,使其接触点在25X25mm内不少10点。
(拧紧固定螺栓应从中间往两侧对称拧紧)
03-16
右压板
03-018
上压板
03-19
下压板
五、
安装螺母座及轴承座
1、
01-012
螺母座
03-001
床鞍
1、床鞍及螺母座去毛刺,将螺母座装上z轴螺母座校棒,两零件之间的接触面必须保证无杂质和油污。
2、配刮螺母座与床鞍上的螺母座安装面(两接触面必须保证
-G01-02(Z轴螺母座校棒)
Ф8铰刀
编制(日期)
核对(日期)
会签(日期)
审核(日期)
标记
处数
签字
装配工艺卡
产品型号
部件图号
共10页
产品名称
数控车床
部件名称
第4页
工序
工步
图号
名称
相关装配图号
名称
工序内容及要求
工装夹具
标准件
件数
五、
1、
01-012
螺母座
清洁没油污),使其接触面的点在25mmX25mm内有6-8点以上,并保证校棒的侧母线与床鞍定位面(基准面)的平行度、校棒上母线与床鞍导轨面的平行度都在0.005/100mm内。
3、按对角对称方式拧紧螺栓并装上定位销(Ф8的圆锥销)
2
01-013-
小轴承座
01-001
床身
1、将轴承座、校棒和轴承套清洗干净,将轴承套装进轴承座里并将部分垫片套进轴承座与轴承套之间,然后将校棒装进轴承套里。
2、配刮小轴承座与床身轴承座安装面(接触面必须清洁),使其接触点在25X25mm内有6-8点以上,并通过打表保证轴承座校棒与Z轴螺母座校棒的上母线和侧母线的高度差不超过0.015/1000mm。
3、对角对称拧紧螺栓并装上定位销(Ф8的圆锥销)。
-G01-01(Z轴轴承座校棒)
Ф8铰刀
01-015
轴承套
01-015
部分垫片
3
01-003
大轴承座
01-001
床身
1、将大轴承座装上校棒并保证接触面的清洁。
2、划线确定大轴承座的安装位置:
大轴承座内顶轴承外圈的凸台到小轴承座中的轴承套内顶轴承外圈的的凸台的距离为1611mm(此距离包括了小轴承座上部分垫片-01-014的厚度)。
3、配刮大轴承座与床身轴承安装面(接触面必须清洁)使其接触点在25X25mm内有6-8点,并通过打表保证大轴承座校棒与小轴承座校棒的上母线和侧母线的高度差不超过0.015/1000mm。
4、对角拧紧螺栓装上销(Ф8的圆锥销)
-G01-01(Z轴轴承座校棒)
Ф8铰刀
4
03-011
螺母座
03-010
滑板
方法参照本工序工步1的1、2、3点
-G01-04(X轴螺母座校棒)
Ф8铰刀
5
03-007
小轴承座
03-001
床鞍
方法参照本工序工步2的1、2、3点
-G01-03(X轴轴承座校棒)
Ф8铰刀
03-005
轴承套
03-006
部分垫片
编制(日期)
核对(日期)
会签(日期)
审核(日期)
标记
处数
签字
签字
装配工艺卡
产品型号
部件图号
共10页
产品名称
数控车床
部件名称
第5页
工序
工步
图号
名称
相关装配图号
名称
工序内容及要求
工装夹具
标准件
件数
五、
6
03-014
大轴承座
03-001
床鞍
1、方法参照本工序工步3的1、2、3、4点(第2点中大轴承座内顶轴承外圈的凸台到小轴承座中的轴承套顶轴承外圈的的凸台的距离为713mm(此距离包括了小轴承座上部分垫片-01-014的厚度)。
-G01-03(X轴轴承座校棒)
六、
装滚珠丝杆副
1、
01-011
Z轴滚珠丝杆副
01-003
大轴承座
1、把轴承座、轴承套、轴承用柴油清洗干净,确其清洁无油污。
2、往轴承里面涂上适量的锂基脂(用量为滚道的1/3左右)。
3、将丝杆置于大、小轴承座之间,用木材将其垫平并使其轴线大致与两轴承孔相平,将V形密封圈(VA0050)装进轴套-01-010(密封圈的唇口朝向轴承,轴套的凸台朝外)。
4、首先在滚珠丝杆副上的两端各先安装一个已安装好密封圈的轴套(注意方向),其次在大轴承座端向滚珠丝杆上装上轴承(3个40TAC72B-P5,其安装方向根据装配图-01-00),装好轴承后,装上轴套、轴承压盖(-01-0006)、防松圆螺母(-01-004)和锁紧螺母(-01-005)。
5、在小轴承座端装上轴承(方法参照第4点),根据轴承预紧力配磨部分垫片(-01-014)。
6、装上限位支架和限位块。
7、将装好螺母座的床鞍与丝杆相连。
8、在滚珠丝杆螺母上涂上适量的锂基脂。
9、装上压板、镶条。
01-013-
小轴承座
01-004
防松螺母
01-005
锁紧螺母
01-006
轴承压盖
01-010
轴套
01-008
限位支架
01-009
限位块
01-013
小轴承座
01-014
部分垫片
01-015
轴承套
03-001
床鞍
01-012
螺母座
01-016
镶条
03-018
上压板
03-19
下压板
2
03-012
X轴滚珠丝杆副
03-014
大轴承座
方法参照本工序工步1
03-007
小轴承座
03-002
防松螺母
03-003
锁紧螺母
03-004
轴承压盖
编制(日期)
核对(日期)
会签(日期
审核(日期)
标记
处数
签字
装配工艺卡
产品型号
部件图号
共10页
产品名称
数控车床
部件名称
第6页
工序
工步
图号
名称
相关装配图号
名称
工序内容及要求
工装夹具
标准件
件数
六、
2、
03-012
X轴滚珠丝杆副
03-005
轴承套
方法参照本工序工步1
03-006
部分垫片
03-008
轴套
03-010
滑板
01-008
限位支架
01-009
限


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控车床 装配 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包身工》教案设计精选文档.docx
《包身工》教案设计精选文档.docx
-
《赤壁赋》导学案.docx
-
《不是每个女生都有好几个后备军而是每个男生都会排好几个队》.docx
-
《春》学案1 1.docx
-
《基于NET的商品销售管理系统》开题报告.docx
-
《结构设计原理》复习资料1.docx
-
《牵引供电系统》习题.docx
-
《社会的构成》读书笔记.docx
-
《孙中山破陋习》教学设计三.docx
-
《微生物学教程周德庆》各章复习重点.docx
-
《中国文化》英语教程复习题及答案.docx
-
00安徽工贸职业技术学院毕业设计论文撰写规范试行1.docx
-
1承诺办理时限是什么概念实际办理的时间能不能比承诺办理时限.docx
-
1中小型压缩机安装施工工艺标准.docx
-
5第五章长期股权投资 单元测试.docx
-
6一株紫丁香.docx
-
#对完善我国监护法律制度立法的思考.docx
-
《 民间治病药方》.docx
-
《PremiereProCC影视编辑标准教程微课版》配套教学教学案.docx
-
《财务会计》相关复习题英文版.docx
-
《单片机原理及应用》黄友锐主编课后习题答案副本.docx
-
#2机组大修建议汇总.docx
-
《地心历险记》观后感600字600字读后感.docx
-
《供应链管理》习题和标准答案.docx
-
《黄山奇石》教学反思15篇.docx
-
《建筑施工技术》形成性考核册答案附题目.docx
-
《描绘小灯泡的伏安特性曲线》试题精选.docx
-
《人大监督法》讲稿子.docx
-
《阿西莫夫短文两篇》教案.docx
-
《地理标志产品保护工作细则》.docx
-
《工程质量检验标准》.docx
-
《化学反应的利用》鲁科版必修2.docx
-
地貌第四纪课程复习答案版.docx
-
第二学期人教版化学选修5课时突破33羧酸 酯要点透析提升训练.docx
-
第五章筹资管理.docx
-
电工电子学作 业2.docx
-
电子商务师历年考试真题含答案agz.docx
-
董氏奇穴针法临床应用验案资料.docx
-
房地产名词解释.docx
-
XX年区委办公室岗位目标责任制总结.docx
-
初二物理单元测试机械振动和机械波.docx
-
风 险 管 理 文 档36p.docx
-
辅修《科技英语翻译》讲义3.docx
-
XX县突发公共事件总体应急预案.docx
-
钢质燃气管道施工.docx
-
初中八年级初二历史老师教学工作计划5篇.docx
-
安徽省阜阳市届高三上学期期末教学质量统测理科综合试题.docx
-
初中物理知识点总结归纳1.docx
-
安全生产模拟考试试题十九.docx
-
春天的色彩中班教案.docx
-
八年级历史上册考点重要知识点精编126课最新教育部编人教版.docx
