 石化焊接工艺参数一览表.docx
石化焊接工艺参数一览表.docx
- 文档编号:26829228
- 上传时间:2023-06-23
- 格式:DOCX
- 页数:111
- 大小:45.71KB
石化焊接工艺参数一览表.docx
《石化焊接工艺参数一览表.docx》由会员分享,可在线阅读,更多相关《石化焊接工艺参数一览表.docx(111页珍藏版)》请在冰豆网上搜索。
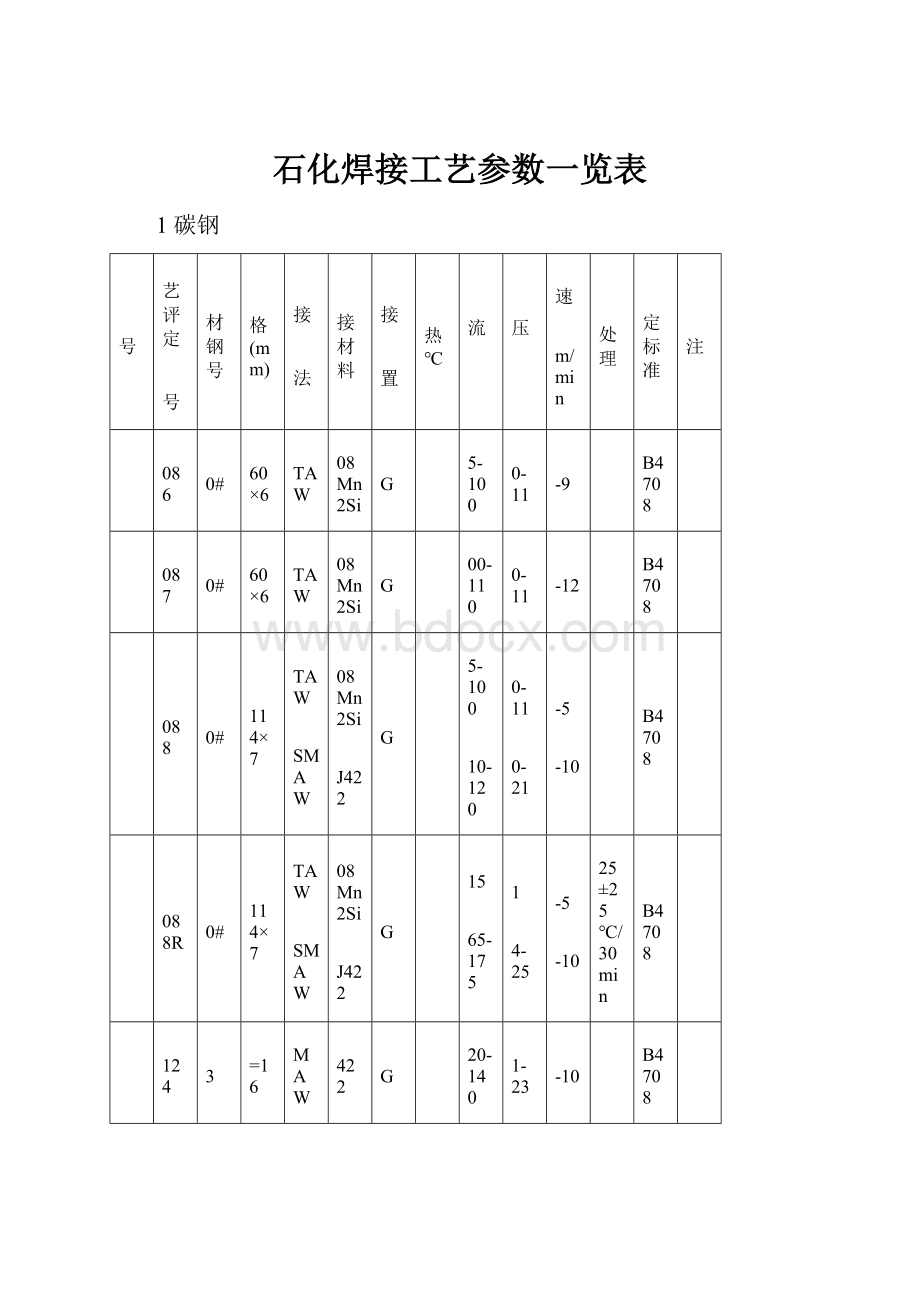
石化焊接工艺参数一览表
1碳钢
序号
工艺评定
编号
母材钢号
规格(mm)
焊接
方法
焊接材料
焊接
位置
预热℃
电流
A
电压
V
焊速
cm/min
热处理
评定标准
备注
1
№086
20#
φ60×6
GTAW
H08Mn2Si
5G
95-100
10-11
5-9
JB4708
2
№087
20#
φ60×6
GTAW
H08Mn2Si
2G
100-110
10-11
6-12
JB4708
3
№088
20#
φ114×7
GTAW
+SMAW
H08Mn2Si
+J422
5G
95-100
110-120
10-11
20-21
4-5
7-10
JB4708
4
№088R
20#
φ114×7
GTAW
+SMAW
H08Mn2Si
+J422
5G
115
165-175
11
24-25
4-5
7-10
625±25℃/30min
JB4708
5
№124
A3
δ=16
SMAW
J422
3G
120-140
21-23
5-10
JB4708
6
№128R
A3
δ=16
SMAW
J422
1G
120-200
21-24
8-15
625±25℃/50min
JB4708
7
JGP095
SB42
δ=6
SMAW
J427
1G
140-190
20-25
10-19
JB4708
8
89-15
SM41A
δ=12
SMAW
J427
1G
160-200
22-25
10-19
JB4708
9
89-16
SM41A
δ=12
SMAW
+SAW
J427+H08A(HJ431)
1G
160-200
600-700
22-25
36-38
10-19
60-70
JB4708
10
89-17
SM41A
δ=12
SAW
H08A(HJ431)
1G
600-700
34-38
50-60
JB4708
11
89-19R
SM41B
δ=16
SMAW
J427
1G
120-200
22-25
8-14
625±25℃/50min
JB4708
12
89-20R
SM41B
δ=16
SAW
H08A(HJ431)
1G
600-700
36-38
40-60
625±25℃/50min
JB4708
13
89-53R
20g
δ=8
SAW
H08A(HJ431)
1G
500-600
36-38
30-40
1000±50℃/10min
JB4708
14
89-53R-1
20g
δ=8
SAW
H08A(HJ431)
1G
500-550
36-38
30-40
625±25℃/20min
1000±50℃/10min
JB4708
15
89-54R
20g
δ=18
SAW
H08A(HJ431)
1G
600-700
36-38
30-60
1000±50℃/20min
JB4708
16
89-54R-1
20g
δ=18
SAW
H08A(HJ431)
1G
600-700
36-38
30-60
625±25℃/45min
1000±50℃/20min
JB4708
17
89-57R
20g
δ=28
SAW
H08A(HJ431)
1G
600-800
36-40
30-50
1000±50℃/40min
JB4708
18
89-57R-1
20g
δ=28
SAW
H08A(HJ431)
1G
600-800
36-40
30-40
1000±50℃/40min
625±25℃/70min
JB4708
19
91-16-1
20g
δ=8
SAW
H08A(HJ431)
1G
500-600
36-38
30-40
JB4708
20
91-16-1R
20g
δ=8
SAW
H08A(HJ431)
1G
500-600
36-38
30-40
625±25℃/30min
JB4708
21
92-32
20g
δ=12
SMAW
+SAW
J427+H08A(HJ431)
1G
140-180
500-600
22-23
36-38
11-13
40-50
JB4708
22
92-32R
20g
δ=12
SMAW
+SAW
J427+H08A(HJ431)
1G
140-180
500-600
22-23
36-38
11-13
40-50
625±25℃/40min
JB4708
23
92-33
20g
δ=12
SAW
H08A(HJ431)
1G
500-600
36-38
55-70
JB4708
24
92-33R
20g
δ=12
SAW
H08A(HJ431)
1G
500-600
36-38
55-70
625±25℃/40min
JB4708
25
94-05R
20g
δ=10
GTAW
+SMAW
+SAW
H08Mn2Si
+J427
+H08A(HJ431)
1G
90-110
160-180
550-650
10-12
23-25
36-40
5-7
10-13
45-55
625±25℃/25min
JB4708
26
94-10
API5LGrB
φ60×3.91
GTAW
ER70S-3
6G
90-120
10-12
4-6
GB50236-98
27
94-11R
API5LGrB
φ60×3.91
GTAW
ER70S-3
6G
90-120
10-12
4-6
595~645℃/60min
GB50236-98
28
94-12
API5LGrB
6〃×7.11
GTAW
+SMAW
ER70S-3
+E7018-1
6G
90-120
90-130
10-12
22-26
4-6
10-12
GB50236-98
29
94-13R
API5LGrB
6〃×7.11
GTAW
+SMAW
ER70S-3
+E7018-1
6G
90-120
90-130
10-12
22-26
4-6
10-12
595~645℃/60min
GB50236-98
30
95-23
Q235A
δ=12
SAW
H08A(SJ501)
1G
500-600
36-38
40-50
625±25℃/60min
JB4708
31
96-28
20g
δ=16
GTAW
H08Mn2Si
1G
90-130
11-13
5-7
JB4708
32
96-28R
20g
δ=16
GTAW
H08Mn2Si
1G
90-130
11-13
5-7
625±25℃/60min
JB4708
33
99-34
Q235B
δ=20
SMAW
J427
1G
160-180
24-25
7-11
JB4708
34
99-35
Q235B
δ=20
SAW
H08A
1G
600-700
38-40
45-55
JB4708
35
99-37
Q235B
δ=20
GMAW
H08Mn2SiA(CO2)
1G
200-230
26-28
9-16
JB4708
36
99-50
20
φ426×8
SMAW
E6010
3G
81-120
25-28
8-15
SY/T4103-95
下向焊
37
2000-5
A106GrB/
AP1SLGrB
φ114.3×17.10
GTAW
+SMAW
ER70S-3
+E7018-1
6G
120-110
10-22
5.5-8.3
ASMEIX
38
2000-5R
A106GrB/
AP1SLGrB
φ114.3×17.10
GTAW
+SMAW
ER70S-3
+E7018-1
6G
110-120
11-12
5.6-8.8
620℃/60min
ASMEIX
39
2000-6
SA106B
φ89×5.49
GTAW
+SMAW
ER70S-G
+E7018
5G
110-115
120-130
11-12
21-23
8-9
10-12
JB4708
40
2000-7
SA106B
φ89×5.49
GTAW
+SMAW
ER70S-G
+E7018
2G
110-115
120-130
11-12
21-23
8-8.5
10-11.5
JB4708
41
2000-37
20/20g
φ325×15
GTAW
+SMAW
H08Mn2SiA
+E4315
5G
110-120
11-22
13-18
JB4708
42
2000-40R
20
φ325×30
GTAW
+SMAW
H08Mn2SiA
+E5015
5G
110-130
11-23
9-15.6
625±15℃/90min
JB4708
43
2000-50
Q235A
δ=6
SMAW
J427
3G
100-120
21
12.5-16.6
JB4708
44
2001-1
A53E
2”×3.97
SMAW
J422
5G
105-110
21-22
6.2-6.5
ASMEIX
45
2001-2
A53E
3”×5.49
SMAW
J422
5G
105-110
21-22
6.4-6.8
ASMEIX
46
2001-14
SA106B
φ141.3×6.55
GTAW
+SMAW
H08Mn2SiA
+J427
6G
120
105-110
13
21-22
7-11
ASMEIX
47
2001-50
Q235A.F
δ=10
GTAW
+SAW
H08A+YK-C
碎丝+YM-60A
1G
170
500
27
38
19.4
38
JB4708
48
2001-60
Q235A.F
δ=10
EGW
EG-1
3G
385
42
16
JB4708
49
2001-66
Q235A
δ=10
SAW
Y-E
2G
360-365
29-30
46-50
JB4708
50
2001-77
Q235A.F
δ=10
GTAW
+SAW
H08A+碎丝
+H08Mn2Si
1G
320-700
28-40
9-20
JB4708
51
02-07R
20R
δ=44
SAW
H08A/HJ431
1G
85℃
650~720
46~58
46~58
600~640℃/110min
JB4708
52
02-08
API5L-B
φ219
×15.09
GTAW+
SMAW
ER70S-3+
E7018-1
6G
120~130
12
20~23
6~11
GB50236
53
02-09
Q345C
δ=10
SMAW
J506
3G
115~130
22~25
6.7~8.6
JB4708
54
02-15
20
φ159χ6
SMAW
J422
5G
100~115
21~22
8.5~13
JB4708
55
02-27R
API5L-B
φ426×26.19
GTAW+SMAW
ER70S-3+E7018-1
5G
60℃
140
125~140
14
23~24
5.1
8~16.6
625±25℃/1.5hr
GB50236
56
02-28
API5L-B
φ426×26.19
GTAW+SMAW
ER70S-3+E7018-1
5G
60℃
140
125~140
14
23~24
~
GB50236
57
03-01
A106B
φ2″×5.54
GTAW
ER70S-2
6G
80-120
8-12
5-10
ASMEⅨ
58
03-02
A106B
(API5L-B)
φ6″×10.57
GTAW+SMAW
ER70S-2
+E7018
6G
70-120
90-150
8-12
20-25
5-12
7-12
ASMEⅨ
59
03-12
Q235A
δ=12
GMAW+
SAW
CHS50-6+碎丝
+H08A(HJ431)
1G
150-175
380-420
20-22
36-40
12-20
48-60
JB4708
-15℃冲击
60
03-21
Q235B
δ=6
SMAW
E4315
3G
90-120
20-22
5-10
ASMEIX
61
03-25
Q235B
δ=16
SMAW
E4315
3G
100-140
20-23
5-10
ASMEⅨ
62
03-28
20
φ168×7
GTAW+SMAW
H08Mn2SiA
+E4315
5G
100-130
105-120
10-13
20-23
7-11
6-12
ASMEIX
63
03-30
Q235B
δ=12/20(角)
SMAW
E4315
⊥
120-180
20-24
6-11
GBJ128-90
64
03-31
Q235B
δ=12/16(角)
SMAW
E4315
⊥
140-180
20-24
6-11
GBJ128-90
65
03-32
Q235B
δ=10/10(角)
SMAW
E4315
⊥
140-180
20-24
6-11
GBJ128-90
66
03-33
Q235B
δ=12/14(角)
SMAW
E4315
⊥
140-180
20-24
6-11
GBJ128-90
67
03-34
Q235B
δ=12/12(角)
SMAW
E4315
⊥
140-180
20-24
6-11
GBJ128-90
68
03-35
Q235B
δ=9/9
(角)
SMAW
E4315
⊥
140-180
20-24
6-11
GBJ128-90
69
03-36
Q235B
δ=9/12(角)
SMAW
E4315
⊥
140-180
20-24
6-11
GBJ128-90
70
03-37
Q235B
δ=9/14(角)
SMAW
E4315
⊥
140-180
20-24
6-11
GBJ128-90
71
03-38
Q235B
δ=8/16(角)
SMAW
E4315
⊥
140-180
20-24
6-11
GBJ128-90
72
03-43
Q235B
δ=6(搭接)
SMAW
E4315
⊥
120-180
20-24
6-9
设计文件
73
03-44
Q235B
δ=10(搭接)
SMAW
E4315
⊥
140-180
21-24
6-9
设计文件
76
04-07
20#
φ60×4
GTAW+
FCAW
H08Mn2SiA
/SQJ501
1G
70-80
105-110
10-11
21-22
8-9
650-700
JB4708
77
04-32
Q235A
δ=14
SAW双面
H08A(SJ101)
2G
300-400
29-31
50-90
JB4708
双面双丝
78
04-33
API5L-B
6“×7.11
GTAW+
FCAW
ER70S-3+E71-T
(Ar+CO2)
1G
100-130
120-140
10-11
23-24
7-12
8-11
JB4708
79
04-34
API5L-B
6“×7.11
GTAW+
FCAW
ER70S-3+E71-T
(Ar+CO2)
1G
100-130
120-140
10-11
23-24
7-12
8-11
600±25℃/0.5hr
JB4708
80
04-37
API5L-B
8“×15.1
GTAW+
FCAW
ER70S-3+E71-T
(Ar+CO2)
1G
100-130
130-150
10-11
23-24
8-9
18-22
JB4708
81
04-38
20R
δ=14
GMAW
ER50-6
3G
130-150
22-24
9.9-10.7
JB4708
82
04-61
20#
φ273×12
GTAW
+SAW
H08Mn2SiA
+H08A(SJ301)
1G
100-140
170-290
10-11
28-34
6-9
20-26
JB4708
83
04-69
API5L-B
φ323.8×21.44
GTAW
+SMAW
ER70S-3+
E7018-1
5G
100-140
110-140
10-12
23-25
6-12
620±25℃/1hr
ASME
86
04-90
SA106B
φ114×14
GTAW
+FCAW
H08Mn2Si
+SQJ501
1G
140
150-175
13
25-26.5
6.5
14.6-29.9
JB4708
-20℃冲击
87
04-91
SA106B
φ114×14
GTAW
+FCAW
H08Mn2Si
+SQJ501
1G
140
150-175
13
25-26.5
6.0
14.6-23.9
590℃/1h
JB4708
-20℃冲击
88
04-92
SA106B
φ114×14
GTAW
+SMAW
H08Mn2Si
+J427
5G
19
125
105-120
13
21-22
6.7
7.3-8.3
JB4708
-20℃冲击
88
04-93
SA106B
φ219×20
GTAW
+SMAW
H08Mn2SiA
+J427
5G
140
120-160
13
22-23
6.9
6.3-14.8
600℃/70min
JB4708
-20℃冲击
88
04-94
SA106B
φ114×14
GTAW
+SMAW
H08Mn2Si
+J427
5G
100
140
120-175
13
22-25
6.0
6.3-13.3
620℃/1h
JB4708
2碳锰低合金钢
序号
工艺评定
编号
母材钢号
规格(mm)
焊接
方法
焊接材料
焊接
位置
预热
℃
电流
A
电压
V
焊速
cm/min
热处理
评定标准
备注
1
№011
16MnR
δ=8
SMAW
J507
1G
120-200
22-24
6-12
JB4708
2
№011R
16MnR
δ=8
SMAW
J507
1G
100-170
21-23
6-22
625±25℃/60min
JB4708
3
№012
16MnR
δ=8
SMAW
J507
2G
110-130
22-23
8-26
JB4708
4
№013
16MnR
δ=8
SMAW
J507
3G
110-130
22-23
6-10
JB4708
5
№014
16MnR
δ=14
SMAW
J507
1G
120-200
22-24
6-12
JB4708
6
№015
16MnR
δ=14
SMAW
J507
3G
115-135
21-23
4-8
JB4708
7
№016
16MnR
δ=14
SMAW
J507
2G
120-190
21-25
6-23
JB4708
8
№017
16MnR
δ=14
SMAW
J507
4G
110-135
21-23
5-8
JB4708
9
№026
16MnR
δ=18
SAW
H10MnSi
(HJ431)
1G
500-600
34-36
47-57
JB4708
10
№027
16MnR
δ=18
SMAW
+SAW
J507+H10MnSi
(HJ431)
1G
110-190
500-600
22-24
34-36
9-13
47-57
JB4708
11
№032
16MnR
δ=14
SMAW
+SAW
J507+H10MnSi
(HJ350)
1G
105-115
550-650
20-21
32-36
6-7
42-54
JB4708
12
№033
16MnR
δ=14
SMAW
+SAW
J507+H10MnSi
(HJ350)
1G
105-195
550-650
21-23
32-36
6-8
45-54
JB4708
13
№034
16MnR
δ=12
SMAW
+SAW


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 石化 焊接 工艺 参数 一览表
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《崔万志演讲观后感》.docx
《崔万志演讲观后感》.docx
-
《赤壁赋》理解性默写.docx
-
《匆匆》读书笔记15篇.docx
-
《公共政策概论》简答题题库.docx
-
《建设行政执法制度》.docx
-
《平凡的世界》读后感10篇.docx
-
《AUTO CAD》课程标准 2.docx
-
《搭石》课堂教学实录与评析2篇.docx
-
《广东省GSP认证现场检查项目》粤食药监.docx
-
《触摸春天》教案集合9篇.docx
-
《教育评价学》练习题库及答案.docx
-
《公差配合与测量》教案.docx
-
《软件工程》单项选择题答案.docx
-
《网页设计与制作Dreamweaver》试题附答案.docx
-
《易经》与中医学的关系.docx
-
①临床科室医疗质量管理记录册模板.docx
-
###经济开发区企业知识产权情况调研报告.docx
-
《别踩白块度典范版》设计计划文档.docx
-
《村居》教案模板合集七篇.docx
-
《高老头》读后感15篇.docx
-
《故乡》课堂教学实录.docx
-
《鉴定要素细目表》知识.docx
-
《脊椎病因治疗学》word版.docx
-
《马克思主义基本原理概论》考试真题及答案.docx
-
《人性论》读后感人性论读后感3000字.docx
-
《淘气包马小跳》读后感10篇.docx
-
《网页设计与制作》课程标准.docx
-
《小学音乐识谱教学有效性策略的研究》课题研究的中期报告.docx
-
《助产学》考试试题及答案01.docx
-
3分钟熟记精深中医针灸顺口溜附穴位图.docx
-
11大税种税法记忆口诀和计算方法.docx
-
《百家讲坛》观后感20篇.docx
-
高考英语完型填空真题Word文件下载.docx
-
最新在某区安全生产工作会议上的主持稿精选多篇实用word文档 16页Word文档下载推荐.docx
-
宁夏农业特色优势产业发展情况调研报告文档格式.docx
-
计算机信息技术故障排除文档格式.docx
-
家装水电施工工艺标准样本Word下载.docx
-
教师资格证考试《中学综合素质》真题及答案Word下载.docx
-
培优补差工作计划可编辑版Word文档格式.docx
-
自销团队建设与运行方案项目Word文档格式.docx
-
5安全生产责任制考核记录Word文件下载.docx
-
建筑工程质量问题及解决措施汇总Word下载.docx
-
九年级语文下册每课达标训练卷24份及16Word格式.docx
-
35种症状快看医生Word格式.docx
-
最新最全众创空间总体规划运营设计方案Word格式文档下载.docx
-
毕业班小学数学总复习资料1Word格式.docx
-
《评审专家实务操作技能提升》文档格式.docx
-
慢性胃炎分类及特征Word文档下载推荐.docx
-
苏教版四年级上册习作2《为我竖大拇指》《埋在心底的自豪》《请将赞许目光投给我》范文和教学设计35篇Word文件下载.docx
-
勘察技术方案Word文档下载推荐.docx
-
届上海市静安区高三上学期期末教学质量检测一模生物试题及答案Word格式文档下载.docx
