 铸造原辅材料技术规范.docx
铸造原辅材料技术规范.docx
- 文档编号:28307495
- 上传时间:2023-07-10
- 格式:DOCX
- 页数:67
- 大小:349.38KB
铸造原辅材料技术规范.docx
《铸造原辅材料技术规范.docx》由会员分享,可在线阅读,更多相关《铸造原辅材料技术规范.docx(67页珍藏版)》请在冰豆网上搜索。
铸造原辅材料技术规范
铸造原辅材料技术规范
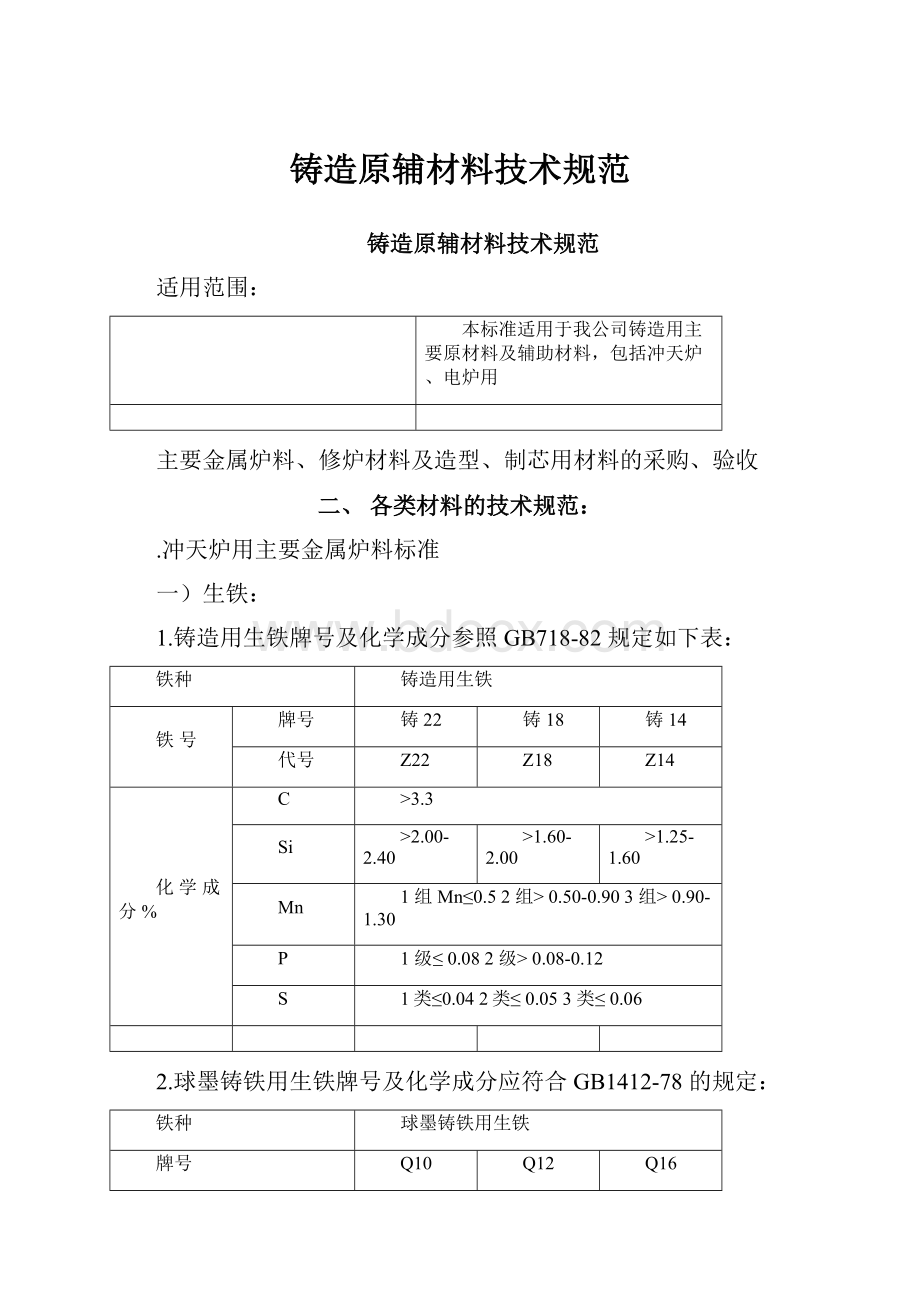
适用范围:
本标准适用于我公司铸造用主要原材料及辅助材料,包括冲天炉、电炉用
主要金属炉料、修炉材料及造型、制芯用材料的采购、验收
二、各类材料的技术规范:
.冲天炉用主要金属炉料标准
一)生铁:
1.铸造用生铁牌号及化学成分参照GB718-82规定如下表:
铁种
铸造用生铁
铁号
牌号
铸22
铸18
铸14
代号
Z22
Z18
Z14
化学成分%
C
>3.3
Si
>2.00-2.40
>1.60-2.00
>1.25-1.60
Mn
1组Mn≤0.52组>0.50-0.903组>0.90-1.30
P
1级≤0.082级>0.08-0.12
S
1类≤0.042类≤0.053类≤0.06
2.球墨铸铁用生铁牌号及化学成分应符合GB1412-78的规定:
铁种
球墨铸铁用生铁
牌号
Q10
Q12
Q16
化学成分%
C
≥3.40
Si
≤1.00
>1.00-1.40
>1.40-1.80
Mn
≤0.50
P
≤0.08
S
≤0.04
Cr
≤0.030
注:
1.我公司优先选用Z18、Z22号生铁,次之选用Z14号生铁。
对同一牌号的生铁,原则上优先选用C、Si、Mn含量较高,而P、S含量较低的材料。
特殊情况下使用其它牌号生铁时,需经技术部门同意,并报请总经理批准后,方可使用。
2.生铁进厂时,必须提供符合本标准的质量证明书,质量证明书中应注明生铁的牌号、化学成分分析结果、生产日期、重量、所符合的标准号等,使用前需经我公司取样化验核实。
3.进厂生铁是三联或四联的,每个缺口均需打断,破碎成单个方可使用。
4.生铁进厂后,必须按其牌号、产地、进货日期分类堆放并标识。
5.生铁在投炉前,铁块表面应洁净不应粘附泥砂和油污。
(二)机铁:
1.成批采购机铁应按批进行化学成分检验,除确定C、Si、Mn含量外,S和P的含量应符合下列规定:
P≤0.20%、S≤0.15%。
2.机铁的尺寸与重量应符合下列规定:
长度≤300mm、单块重量≤25Kg。
3.机铁保管要求:
○1机铁应根据来源及种类不同,分别堆放并标识。
○2机铁内不得混有铸钢、合金钢、含铝铸铁、合金铸铁、有色金属及未经处理的废武器弹壳、密封器皿等危险品。
○3机铁在使用前应清除表面粘砂及型腔内的残留余砂等杂质,力求洁净。
(三)废钢:
1.废钢应为普通低碳碳素结构钢。
优先采用工字钢、角钢、槽钢。
其次采用板材及管材。
2.工艺要求:
○1成批外购废钢料必须进行化学成分检验,废钢中不允许掺杂有合金钢、不锈钢和有色金属等。
○2废钢板厚度应大于4mm。
○3厚度1-3mm的废钢板料,配料时不得超过批料废钢量的30%。
○4表面有严重锈蚀、油污及夹带泥砂的废钢必须清理干净后才准使用。
○5废钢尺寸及重量要求:
长度≤300mm、单块重量≤10Kg。
3.废钢保管要求:
○1应根据种类不同分别堆放并标识
○2应遮盖保存,避免露天存放。
四)硅铁合金:
1.硅铁牌号及化学成分参照GB2272-87规定如下表:
牌号
化学成分(%)
Si
AL
Ca
Mn
Cr
P
S
C
范围
不大于
FeSi75AL1.5
72.0-80.0
1.5
1.0
0.5
0.5
0.04
0.02
0.2
炉后用
65.0-72.0
0.6
0.5
0.04
2.硅铁块度要求如下:
块度30-80mm,炉后加入。
孕育用硅铁块度3-10mm,
炉前加入。
3.硅铁保管要求:
○1存放处应保持干燥,不得受潮,存放到库房里
○2应按牌号批次分别堆放,不得混放,要有标识
五)锰铁:
1.锰铁牌号及化学成分参照GB3795-87规定如下表:
高碳锰铁牌号
化
学成
分(%)
Mn
C
Si
P
S
FeMn65C7.0
≥65.0
≤7.0
≤4.5
≤0.20
≤0.03
FeMn60
≥60.0
≤7.0
≤2.0
≤0.4
≤0.03
2.锰铁块度要求:
块度30-60mm,炉后加入。
3.锰铁保管要求:
○1库内应保持干燥,不得受潮。
○2按牌号、批次分别存放,做好标识
六)铬铁:
1.铬铁牌号及化学成分参照GB5683-87规定如下表:
类别
化学成
分(%)
高碳铬铁牌号
Cr
C
Si
P
S
FeCr55C10.0
≥60.0
≤10.0
≤3.0
≤0.04
≤0.04
2.铬铁块度要求及加入方法:
铬铁应呈块状,块度15-40mm,炉后加入。
块度<5mm,炉前加入
3.铬铁保管要求:
○1库内应保持干燥,不得受潮。
○2按牌号分别存放,做好标识。
注:
1.生铁、硅铁、锰铁、铬铁的化学成分只要符合本标准即视为合格。
2.硅铁、锰铁、铬铁必须化验其主要成分Si、Mn、Cr含量,其余各元素的含量由厂家提供,不作为我公司验收之依据,仅供使用之参考。
七)电解铜:
1.电解铜的化学成分按GB466-82规定如下表:
电解铜板
化学成分(%)
Cu不小于
杂质含量(不大于)
Bi、P
As、Sb、Sn、Ni
Pb、Zn
Fe、S
总和
99.50
0.001
0.002
0.004
0.005
0.10
2.含Cu量为验收指标,其他元素含量供配料时参考。
3.炉前加入的铜板不应大于100×100×5mm。
4.电解铜板应按牌号分别存放并标识且保持干燥,不可与氯化钠、氨水、硝酸及有机酸类物品接触,以免加速铜的腐蚀
八)球化剂:
球化剂的化学成分及规格规定如下:
牌号
化学
成
分(%)
规格
(mm)
Mg
Re
Ca
AL
Si(%)
Ba(%)
Sb(%)
ZDSA-5
4.5-6.0
2.0-2.5
2.0-2.7
1.2max
43-47
—
—
3-20
Z-1
5.0-7.0
1.0-3.0
适量
1.0max
38-44
适量
适量
5-20
九)特殊孕育剂:
特殊孕育剂的化学成分及规格及用途规定如下:
名称
化
学
成分(%)
规格
(mm)
用途
Si
Ca
Ba
Re
硅钙钡孕育剂
68-72
0.8-1.5
3.0-4.0
—
3-8
一次孕育
硅钙钡稀土孕育剂
62-66
1.0-1.5
4.0-5.0
2.0-2.5
0.6-1.5
二次孕育
注:
1.硅钙钡孕育剂用于生产球铁与灰铁G3500和G2500铸件时的一次孕育处理。
2.硅钙钡稀土孕育剂用于生产球铁与灰铁G3500和G3000铸件时的二次孕育处理。
Ⅱ.修炉用主要材料标准
一)耐火砖:
1.耐火砖和粘土砖的理化指示参照GB2988-87和YB/T5106-93(GB4415-84)
规定如下:
牌号
AL2O3含量(%)
耐火度
(℃)
0.2Mpa载荷软化开始温度(℃)
常温耐压强度
(Mpa)
显气孔率(%)
LZ-65
≥65
≥1790
≥1500
≥49.0
≤23
LZ-65
≥55
≥1770
≥1470
≥44.1
≤22
N-2a
—
≥1730
≥1350
24.5
≤24
N-4
—
≥1670
≥1300
≥19.6
≤24
N-5
—
≥1690
—
≥14.7
≤26
2.耐火砖的规格参照GB/T2992-98(GB2992-82)规定如下:
形状
砖号
尺寸规格(长×宽×厚)mm
备注
直形砖
Tz-3
230×114×65
公司使用:
Tz-3、Tc-23的高铝砖
Tz-2、40片的粘土砖
直形砖
Tz-2
230×114×32
直形砖
40片
230×114×40
侧楔形砖
Tc-23
230×114×65/55
3.耐火砖在搬运过程中,不得抛掷,保持棱角不损坏,存放处保持干燥
二)耐火砖面:
1.耐火砖粒尺寸应≤5mm。
2.耐火砖粒不得混入砂土及其它杂质。
三)耐火粘土(白泥):
耐火粘土主要技术指标参照JB/T9227-99规定如下:
主要性能
名称
耐火度
湿压强度(Kpa)
粒度(%)
水分(%)
耐火粘土
>1350℃
≥30-50
90%通过140#筛
≤10.0
Ⅲ.冲天炉用主要熔剂标准
一)石灰石:
1.石灰石的化学成分及块度要求参照JB/Z72-64规定如下表:
指标名称
石灰石级别
ZS-2
氧化钙(%)
≥45
块度(mm)
20~80
2.石灰石保管与使用要求:
○1单独存放,按批标识。
○2混有砂土的石灰石须过筛后使用
Ⅳ.冲天炉用主要燃料标准
一)焦碳:
1.参照GB8729-88规定焦炭的技术要求如下表:
指标名称
级别
一级
二级
块度(mm)
80-120
60-120
固定碳(%)
≥80
≥78
水分(WQ)%
≤7.0
灰分(Ag)%
10.01-12.00
12.01-14.0
挥发分(Vr)%
≤3.50
硫分(SgQ)%
≤0.60
≤0.60
2.焦炭的使用与保管要求
○1未经检验和挑选的焦炭禁止投入炉后焦炭斗。
○2块度小于40mm的焦炭不得超过总焦量的4%
○3焦炭中不得掺入砂土等杂物。
○4焦炭按成份分别堆放并标识。
二)木柴:
木柴的尺寸及保管要求:
○1木柴长度应<500毫米,外径<150毫米。
○2木柴不得受潮和淋雨。
○3尽量不采用园木。
○4不可采用朽木。
Ⅴ.电炉筑炉用主要材料标准
一)石英砂:
1.石英砂的化学成分及粒度要求如下表规定:
指标
数值
二氧化硅(SiO2)%
>99.0
粒度(目)
8/1010/1616-24250/400
2.石英砂的保管要求:
○1砂内不得混入其它杂质。
○2按规格不同分别存放并标识
二)高铝钒土:
1.高铝钒土的化学成分及粒度要求如下表:
指标
数值
二氧化二铝(AI2O3)%
>80
粒度(mm)
5-101.2-50.088-1.2<0.088
2.高铝钒土的保管要求:
○1高铝钒土内不得混入其它杂质。
○2库内保持干燥,按规格存放并标识
三)硼酸:
1.硼酸的技术要求指标如下表:
指标名称
指
标
一级品
二级品
硼酸(H3BO3)%
≥99.5
≥96.5
水不溶物%
≤0.05
≤0.15
硫酸盐(SO4)%
≤0.10
≤0.40
氯化物(CL)%
≤0.01
≤0.05
铁(Fe)%
≤0.003
≤0.005
2.硼酐(B2O3)含量98%,粒度<0.5mm
3.硼酸保管要求:
密封,不得损坏容器。
Ⅵ.型芯用原材料及辅料标准
1.技术要求:
性能
指标
原砂名称
化学成分(%)
物理性能
SiO2
Fe2O3
AI2O3
CaO
MgO
﹡含泥量(%)
粒度﹡
烧结
烧结点
(℃)
主要筛号含量%
粒度目数
造型原砂
≥90
≤0.6
<2.5
<0.5
<0.3
≤2
≥70
70/140
≥1350
制芯原砂
≥90
≤0.5
<2.5
<0.5
<0.3
≤0.5
≥80
50/100
≥1350
2.原砂应符合技术要求,定点采购,如改点采购时,必须经技术部同意后,
方可采购。
3.粒度试验中,当主要筛含量达不到标准时,可将相邻筛号的含量加上计算
共四个筛号)。
4.采用袋装水洗天然砂。
5.标准中“*”号为必检项目
二)普通粘土和膨润土:
主要性能
名称
吸蓝量(g/100g)
胶质价
(mL/15g)
粒度-200m(%)
水分
(%)
湿压强度(Kpa)
耐火度
(℃)
AL2O3
(%)
普通粘土
80%通过144#筛
≤7.0
>1350
18
钠基膨润土
≥37
≥1500
90%通过
200m
≤10
≥120
三)鳞片石墨和无定形石墨:
1.技术要求:
名称
化学成分(%)
粒度
固定碳
挥发份
灰分
水分
无定形石墨
≥80
<3
≤12
≤2
90%通过203#筛
鳞片石墨
≥80
<3
≤12
≤0.5
90%通过102#筛
四)煤粉:
1.技术要求:
主要性能
名称
挥发份
(%)
灰份
(%)
硫份
(%)
水份(%)
焦渣特征
光亮碳
(%)
粒度(%)
煤粉
32-35
≤8
≤0.5
5-10
2-3
8-10
90通过140目
五)滑石粉:
1.技术要求:
名称
SiO2(%)
MgO(%)
水分(%)
粒度
滑石粉
55-60
28-35
<2
90%通过144#筛
六)冷芯用催化剂:
品名
三乙胺
物化性质
外观:
无色易挥发液体,有强烈氨味,能溶于水、乙醇和乙醚
三乙胺含量:
≥99%
水含量:
≤0.3%
注意事项
三乙胺有毒易燃,操作人员应戴防毒口罩、胶手套、眼镜。
接触后皮肤用水清洗,眼睛用清水冲洗15分钟。
三乙胺为易燃液体,与空气接触,能形成爆炸性混合物,在空气中的爆炸极限为:
1.2-8.0%。
生产现场最高允许浓度为25ppm(100毫米/米3)。
贮存时禁绝烟火,放阴凉通风处,与氧化剂隔离贮存。
搬运时防碰撞。
工作现场常备清水50Kg,每天更换一次。
七)冷芯用树脂:
树脂名称
酚醛树脂
异氰酸酯
型号
XLI-318318M
XLⅡ-618618M
外观
黄棕色液体
棕黑色液体
密度(g/cm3)
1.50~1.15
1.50~1.15
粘度(mPa.s,25℃)
≤200
≤100
闪点
≥46℃
≥46℃
三、铸造原辅材料验收规定:
(一)凡是主要铸造原材料,如生铁、硅铁、锰铁、铬铁、焦炭等,除供货方提供材质化验报告单外,材料进厂时还要进行复检。
焦炭的强度、气孔率等,依据厂家提供的材质化验报告单进行验收。
(二)对供货方不提供材质化验报告单的原材料,由材料检查员依据公司标准进行验收,对下列原辅材料检查员可直接委托理化中心进行检验。
1.生铁
2.废铁
3.合金(硅铁、锰铁、铬铁)
4.机铁
5.焦炭
6.石灰石
7.原砂
8.膨润土
9.铅粉、煤粉
(三)公司理化中心不能检验(化验)的原辅材料,如铜、铝、耐火砖(面)集渣剂、电炉筑炉材料、冷芯材料、特种孕育剂、覆膜砂等材料,经适用合格后,由铸造车间主管工程师、检验人员和技术部共同研究后,决定验收。
(四)抽样方法:
(见取样表)
(五)对超标原辅材料的处理:
公司购进的原材料,经检验,如在成分、性能等方面的某项指标超出标准规定时,由购货单位写出《不合格品评审申请报告单》,交技术部、质量部等有关部门进行评审。
经评审确认可以利用的,在制订出保证产品质量的相应措施后,方可入库使用,经评审确认不可使用的,则按退货处理。
取样表
材料类别
检验项目
批次及取样部位
备注
熔炼用主要原材料
1、生铁和机铁:
C,Si,Mn,S,P
每60吨为一个取样批次,取有代表性的9块送检。
3块为一个混合取样组。
出3个检验报告。
块度、单块重量:
由取样人员检测,确定是否送样检验。
2、废钢:
C,Si,Mn,S,P,
N
每60吨为一个取样批次,取有代表性的9块送检。
3块为一个混合取样组。
出3个检验报告。
3、合金:
硅铁(Si)锰铁(Mn)铬铁(Cr)
每30吨为一个取样批次,取有代表性的9块(份)送检。
3块(份)为一个混合取样组。
出3个检验报告。
4、焦铁:
固定碳:
灰分、硫分
每60吨为一个取样批次,取有代表性的9块送检。
3块为一个混合取样组。
出3个检验报告。
5、石灰石:
CaO
每30吨为一个取样批次,取有代表性的9块(份)送检。
3块(份)为一个混合取样组。
出3个检验报告。
造型主要原材料
1、原砂:
粒度,含泥量
原砂≤50吨为1批,在砂堆的中间部位,离表面300mm深处分别在三点取5kg(每个样1kg,用四分法缩分至每个样0.5kg)送检。
包装及外观由取样人员检测。
确定是否送样检验。
2、粘土、膨润土:
胶质价、粒度湿压强度
粘土、膨润土≤30吨为1批,用控针取样器分别在5个袋中抽取5kg(每袋1kg缩分至每个样0.5kg)送检。
3、铅粉、煤粉:
粒度、灰分、固定碳
铅粉、煤粉≤30吨为1批,用控针取样器分别在5个袋中抽取5kg(每袋1kg缩分至每个样0.5kg)送检。
四、铸造原材料接收准则:
名称
检测项目
检验方法(项目)
检测设备
接收准则
合格
不合格
冲天炉炉料
生铁
C、Si、
Mn、P、S、
C测定:
GB223.1-81Si测定:
GB223.5-81Mn测定:
GB223.4-81
S测定:
GB223.2-81P测定:
GB223.3-81
锰硅磷数量分析仪碳硫自动分析仪
光电直读式光谱仪
分光光度计管式定碳炉
完全符合技术要求
其中一项不合格经评审后复验或让步接收(降价并定出措施)
废铁
机铁
焦炭
固定碳、灰分、硫分挥发
分、水分
S含量GB/T2282-91工业分析GB/T2001-91
箱式高温电阻炉鼓风干燥箱坩锅炉
硅铁
Si
测定硅GB4333.4-84
锰硅磷数显分析仪
含Si≥65%
含Si<65%
锰铁
Mn
测定锰GB37951-83
含Mn≥60%
含Mn<60%
铬铁
Cr
测定铬GB223.11-82
常规分析
含Cr≥62%
含Cr<62%
铜
纯铜
Cu≥99.90%符合块度要求
Cu<99.90%块度大于要求
石灰石
CaO
常规分析法
常规分析
CaO≥45%
CaO<45%
修炉材料
耐火砖面、耐火砖、白泥、铅粉
供方合格证为准
试用合格
试用不合格
石英砂、硼酸、高铝钒土
供方合格证为准
经试用,认为合格
试用不合格
型材料及辅料
原砂
粒度、含泥量等
试验方法GB2684-81
液压式强度试验机
透气性测定仪双盘红外线烘干仪冲击试验机
微震式筛砂机涡轮式洗砂机碾轮式混砂机锤击式制样机分析天平
粒度、含泥量等符合要求
其中一项不合格经评审后复验或让步接收(降价并定出措施)。
膨润土
湿压强度、粒度胶质价等三项
试验方法JB2735-80
湿压强度粒度强度胶质价等三项符合要求
煤粉
固定碳、挥发分、灰分等五项
工业分析GB/T2001-91
固定碳、挥发分、灰分等五项等五项符合要求
固化剂、冷芯树脂
供方合格证为准
试用合格
试用不合格
编制
审核
批准
灰铸铁铸件技术标准
一、目的:
为确保公司灰铸铁铸件生产、检验、接收时有所依循并适合公司质量方针。
二、适用范围:
本标准适用于本公司生产的刹车盘类、泵类、阀类等所有灰铸铁(HT230)
件的质量检验和接收。
三、技术要求:
(一)材料力学性能:
参照ASTMA159-8,3机动车辆用灰铸铁(G3000)的力学性能如下:
1.抗拉强度:
材质牌号为HT230,其抗拉强度≥230N/mm2。
2.铸件硬度:
HB187-241,硬度值以检验铸件本身硬度来验收铸件。
(二)金相组织:
参照ASTMA24,7机动车辆用灰铸铁金相组织如下:
基体组织应为细片状珠光体,其含量在应在90%以上。
石墨以A型片状为主,不允许有C型和D型石墨存在,但允许有少量其它类型石墨,石墨长度在100倍放大下为8-32mm(3-5级)。
(三)化学成分(%):
参照ASTMA159-8,3机动车辆用灰铸铁(G3000)的化学成分如下:
铸件类型
化学成分(%)
C
Si
Mn
P
S
Cu
Cr
Al
C.E
出口美国的灰铸铁件
3.10-3.40
1.60-2.10
0.60-0.90
<0.120
<0.120
0.15-0.45
0.05-0.25
<0.012光谱检验
3.70-4.15
出口英国的灰铸铁件
3.20-3.50
1.60-2.10
0.60-0.90
<0.120
<0.120
0.15-0.45
0.05-0.25
<0.012光谱检验
3.70-4.15
四)铸件尺寸公差:
1.铸件尺寸公差按铸件图和产品图的规定执行
2.图纸上没规定尺寸公差时,按GB6414-86CT7执行。
3.铸件允许错箱值为0.5mm。
4.未注明之拔模斜度为+1°,最大不超过+1.5°,拔模斜度公差±0.1°。
5.同轴度偏差要求:
同轴度允差≤Φ1.0mm(中心偏差0.5)。
6.铸件加工余量原则上要≤2.3mm,特殊结构处由工艺员确定。
四、铸件外观质量要求:
(一)铸件标志:
1.铸件上必须有明显清楚的铸件生产厂家标志、模具编号、铸造日期。
其位置、大小必须符合铸件图的规定。
2.刹车盘铸件,在其外圆台下平面上,用凹字铸出铸件的具体型号,(如:
65065)字长6mm,深0.8mm(机械加工时去除)。
3.铸造日期代码和厂标按要求规定执行。
4.除非客户有特殊要求,否则不得另加其它标志。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 铸造 材料 技术规范
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
某单层钢结构厂房工程施工组织设计方案Word文档格式.docx
-
计算机二级选择Word下载.docx
-
建筑工程施工合同填写1Word格式文档下载.docx
-
硫酸电解车间实习计划与确保实现全年工作目标计划汇编Word下载.docx
-
论语孟子综合练习Word文档下载推荐.docx
-
基于不可抗辩条款作用Word文档下载推荐.docx
-
奈曼旗度生态脆弱地区移民扶贫工程施工组织设计中标细则Word文件下载.docx
-
年煤矿安全培训计划Word文档格式.docx
-
关于爱与责任师德演讲稿4篇Word格式文档下载.docx
-
软件工程课程设计报告Word下载.docx
-
人教版学年九年级上学期第一次月考语文试题II卷模拟Word下载.docx
-
国际象棋的规则Word格式文档下载.docx
-
行政人事部工作流程及标准Word下载.docx
-
美国鞋码对照表Word格式.docx
-
会计基础错题集Word文档下载推荐.docx
-
国开湖南电大物流运输管理形考作业一二三网络终考文档格式.docx
-
上肢骨关节损伤教案及课件文档格式.docx
-
河南优质护理十化readdatajspWord格式.docx
-
论语文教材中的定篇类型选文Word文档格式.docx
