 连杆机械加工工序卡片模板.docx
连杆机械加工工序卡片模板.docx
- 文档编号:29036582
- 上传时间:2023-07-20
- 格式:DOCX
- 页数:83
- 大小:79.22KB
连杆机械加工工序卡片模板.docx
《连杆机械加工工序卡片模板.docx》由会员分享,可在线阅读,更多相关《连杆机械加工工序卡片模板.docx(83页珍藏版)》请在冰豆网上搜索。
连杆机械加工工序卡片模板
机械加工工艺进程卡片
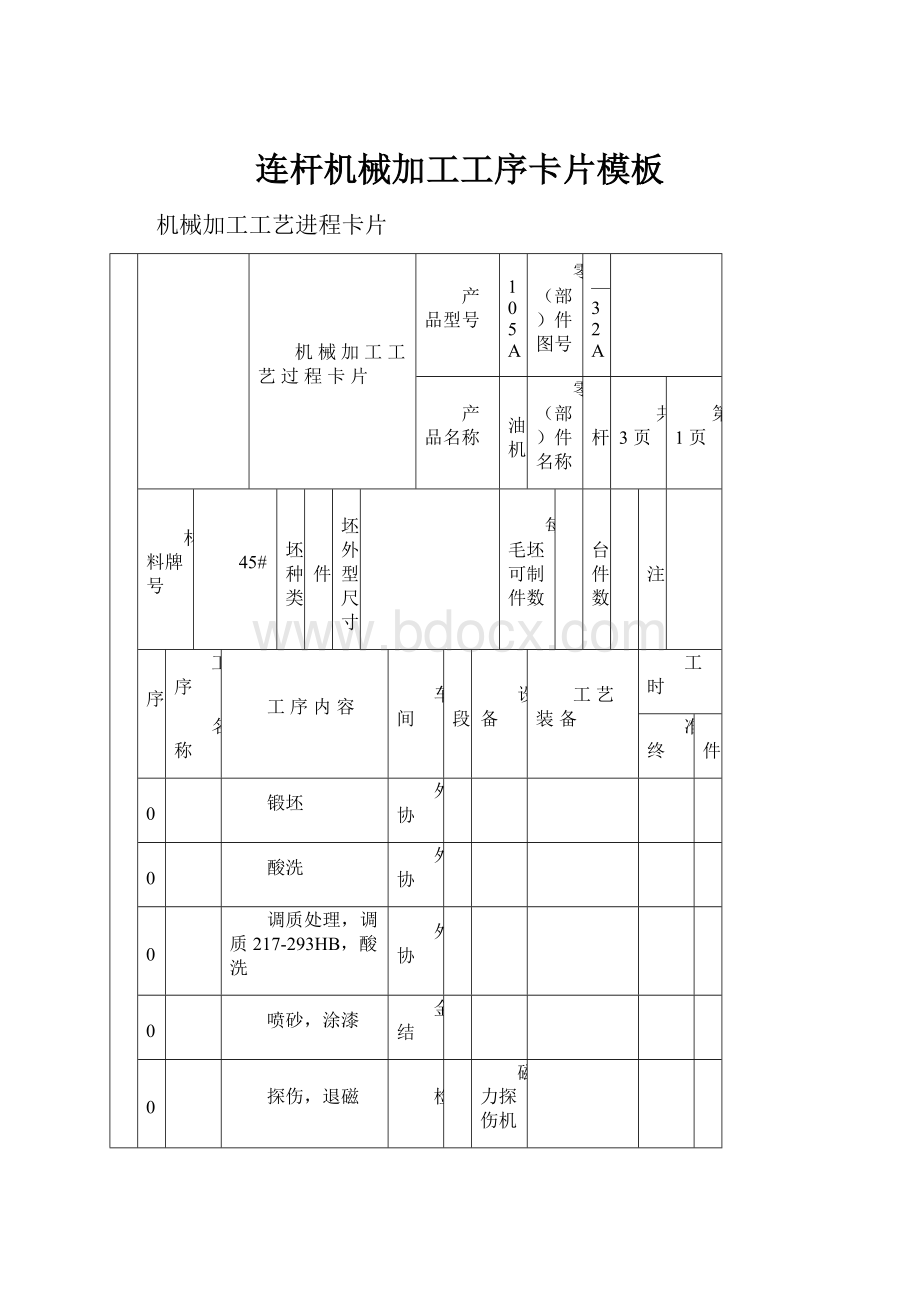
机械加工工艺过程卡片
产品型号
Z105A
零(部)件图号
H—32A
产品名称
柴油机
零(部)件名称
连杆
共3页
第1页
材料牌号
45#
毛坯种类
锻件
毛坯外型尺寸
每毛坯可制件数
1
每台件数
1
备注
工序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
10
锻坯
外协
20
酸洗
外协
30
调质处理,调质217-293HB,酸洗
外协
40
喷砂,涂漆
金结
50
探伤,退磁
检
磁力探伤机
60
铣连杆两平面
大件
专-001
70
磨连杆两平面
大件
平面磨床
80
钻小头孔
大件
Z575
90
倒小头孔角
大件
Z525B
95
检
检
100
铣大头定位点
大件
X6130
110
去大头定位点毛刺
大件
钳
120
粗铣剖分面及止口
大件
专-002
130
镗半边大头孔
大件
专-003
140
去已加工各部位毛刺
大件
钳
150
精铣剖分面
大件
X52K
160
精铣止口
大件
专-004
机械加工工艺过程卡片
产品型号
Z105A
零(部)件图号
H—32A
产品名称
柴油机
零(部)件名称
连杆
共3页
第2页
材料牌号
45#
毛坯种类
锻件
毛坯外型尺寸
每毛坯可制件数
1
每台件数
1
备注
工序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
170
钻螺纹底孔,冷挤内螺纹
大件
专-005
180
去毛刺,止口倒角
大件
钳
190
吹螺纹孔内铁屑
大件
钳
200
合装,打杆盖配对号
大件
钳
210
粗镗大头孔
大件
专-006
220
大头孔口倒角
大件
Z535
230
钻定位销孔
大件
Z535
240
扩定位销孔
大件
Z535
250
钻油孔
大件
Z535
260
油孔口倒角
大件
Z535
270
拆装连杆、连杆盖
大件
钳
280
精磨连杆两平面
大件
平面磨床
290
精镗大小头孔
大件
T760
295
检
检
300
拆杆盖,去连杆盖毛刺
大件
钳
310
铣瓦槽
大件
立铣
320
退磁,去毛刺铁屑,精装
大件
钳
325
检
检
机械加工工艺过程卡片
产品型号
Z105A
零(部)件图号
H—32A
产品名称
柴油机
零(部)件名称
连杆
共3页
第3页
材料牌号
45#
毛坯种类
锻件
毛坯外型尺寸
每毛坯可制件数
1
每台件数
1
备注
工序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
330
铜套油孔塞软木
大件
钳
340
压铜套
大件
专-007
350
精镗大头孔、铜套孔、取软木
大件
T740K
355
检
360
衍磨大头孔
大件
M4216
365
检
370
铣小头端面
大件
X7010
380
小头孔倒角
大件
立钻
390
去瓦槽、小头、球体孔口及各部毛刺
大件
钳
400
滚压铜套
大件
专-008
410
终检
420
松螺栓,清理
大件
钳
430
防锈、交库
大件
钳
机械加工工序卡片
产品型号
2105A
零(部)件图号
H—32A,H—323A
产品名称
柴油机
零(部)件名称
共(39)页
第
(1)页
车间
工序号
工序名称
材料牌号
60
铣连杆两平面
45#
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
2
设备名称
设备型号
设备编号
同时加工件数
连杆两平面铣床
专-001
6
夹具编号
夹具名称
切削液
XJ-001
连杆平面铣夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
铣削深度
mm
进给
次数
工步工时
机动
辅助
1
粗铣上平面至杆身中心平面
可转位面铣刀400x26YT5
490
108
3
1
描图
2
精铣上平面至杆身中心平面
可转位面铣刀400x36YT5(精)
490
108
1
3
粗铣下平面至
连杆铣平面对刀规
490
108
3
1
描校
4
精铣下平面
连杆两平面位置度铣用量规
490
108
1
游标卡尺0~125
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
2105A
零(部)件图号
H—32A,H—323A
产品名称
柴油机
零(部)件名称
共(39)页
第
(2)页
车间
工序号
工序名称
材料牌号
70
磨两平面
45#
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
2
设备名称
设备型号
设备编号
同时加工件数
平面磨床
M7120
6
夹具编号
夹具名称
切削液
MJ-001
连杆两平面磨夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
磨削深度
mm
进给
次数
工步工时
机动
辅助
1
磨上平面至杆身中心平面
砂瓦
1000
1100
20
描图
2
磨下平面至尺寸
外径千分尺
1000
1100
20
3
退磁
退磁线圈
描校
连杆两平面位置度磨用量规
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
2105A
零(部)件图号
H—32A,H—323A
产品名称
柴油机
零(部)件名称
连杆
共(39)页
第(3)页
车间
工序号
工序名称
材料牌号
80
钻小头孔
45#
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
设备名称
设备型号
设备编号
同时加工件数
钻床
Z575
1
夹具编号
夹具名称
切削液
ZJ-001
连杆小头孔钻夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
钻孔深度
mm
进给
次数
工步工时
机动
辅助
1
钻小头孔至尺寸
锥柄麻花钻Ф42GB1438-1996
88
钻通
1
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
2105A
零(部)件图号
H—32A,H—323A
产品名称
柴油机
零(部)件名称
连杆
共(39)页
第(4)页
车间
工序号
工序名称
材料牌号
90
倒小头孔角
45#
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
设备名称
设备型号
设备编号
同时加工件数
立铣
X525B
1
夹具编号
夹具名称
切削液
XJ-002
小头孔倒角铣夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
小头孔上端倒角至尺寸
85
1
描图
2
小头孔另一端倒角至尺寸
85
1
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
2105A
零(部)件图号
H—32A,H—323A
产品名称
柴油机
零(部)件名称
连杆
共(39)页
第(6)页
车间
工序号
工序名称
材料牌号
100
铣大头定位点
45#
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
设备名称
设备型号
设备编号
同时加工件数
卧铣
X6130
1
夹具编号
夹具名称
切削液
XJ-003
连杆大头定位点铣夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
铣大头定位点至尺寸
可转位面铣刀125X6YT14
420
165
1
描图
连杆大头定位点检具
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
2105A
零(部)件图号
H—32A,H—323A
产品名称
柴油机
零(部)件名称
连杆
共(39)页
第(7)页
车间
工序号
工序名称
材料牌号
110
去大头定位点毛刺
45#
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
设备名称
设备型号
设备编号
同时加工件数
钳
1
夹具编号
夹具名称
切削液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
去大头定位点毛刺
细齿锉刀
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
2105A
零(部)件图号
H—32A
产品名称
柴油机
零(部)件名称
连杆
共(39)页
第(8)页
车间
工序号
工序名称
材料牌号
120
粗铣剖分面及止口
45#
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
专-002
1
夹具编号
夹具名称
切削液
XJ-004
铣剖分面及止口夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
粗铣剖分面至尺寸
连杆剖分面粗铣刀
75
1
描图
2
粗铣止口至尺寸
连杆止口粗铣刀
75
7
1
连杆剖分面及止口检具
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
2105A
零(部)件图号
H—32A
产品名称
柴油机
零(部)件名称
连杆
共(39)页
第(9)页
车间
工序号
工序名称
材料牌号
130
镗半边大头孔
45#
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
粗镗大头孔专机
专-003
1
夹具编号
夹具名称
切削液
TJ-002
镗半边大头孔夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
镗半边大头孔至尺寸φ
连杆大头孔粗镗刀杆
270
5
1
描图
连杆大头孔粗镗刀
游标卡尺0~125
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
2105A
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
连杆
共(41)页
第(10)页
车间
工序号
工序名称
材料牌号
140
去已加工各部位毛刺
45#
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
钳
1
夹具编号
夹具名称
切削液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
去已加工各部分毛刺
细齿锉刀
描图
描校


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 连杆 机械 加工 工序 卡片 模板
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
县财政大楼宾馆地面及屋面轻型彩钢瓦拆除单位比选申请文件模板Word文档格式.docx
-
预备党员转正申请及思想汇报文档格式.docx
-
四下积累运用二Word文档下载推荐.docx
-
中级经济基础模拟题含答案9526文档格式.docx
-
浙江年会计从业资格考试《会计基础》试题及答案Word下载.docx
-
人教版二年级数学下册有余数的除法练习卡Word文档下载推荐.docx
-
新部编人教版三年级上册语文教案教学设计语文园地四Word文件下载.docx
-
15#16#17#楼脚手架工修改后施工方案文档格式.docx
-
县长在上半年工作总结暨下半年经济形势分析会上的讲话Word文档下载推荐.docx
-
展览布置施工组织设计Word文件下载.docx
-
在全县三级干部大会上的讲话Word文档格式.docx
-
粤教沪科版物理九年级上册试题《探究欧姆定律》复习检测题docxWord格式.docx
-
烟草系统三个放在心上教育学习心得体会3篇Word文件下载.docx
-
中考四字词语解释Word格式.docx
-
消防设施操作员四级中级工监控操作职业方向实操技能操作三Word文件下载.docx
-
4创建数据库Word文档下载推荐.docx
-
窑炉项目年终总结报告Word格式.docx
-
平凡的世界读后感600字Word文档格式.docx
-
全国法院审理金融犯罪案件最高人民法院工作座谈会纪要Word下载.docx
