 相川盘磨故障处理应知应会.docx
相川盘磨故障处理应知应会.docx
- 文档编号:29721886
- 上传时间:2023-07-26
- 格式:DOCX
- 页数:11
- 大小:824.07KB
相川盘磨故障处理应知应会.docx
《相川盘磨故障处理应知应会.docx》由会员分享,可在线阅读,更多相关《相川盘磨故障处理应知应会.docx(11页珍藏版)》请在冰豆网上搜索。
相川盘磨故障处理应知应会
盘磨故障处理(应知应会)
A、适用岗位:
新迈纸业仪表专业应急人员。
B、应知应会内容:
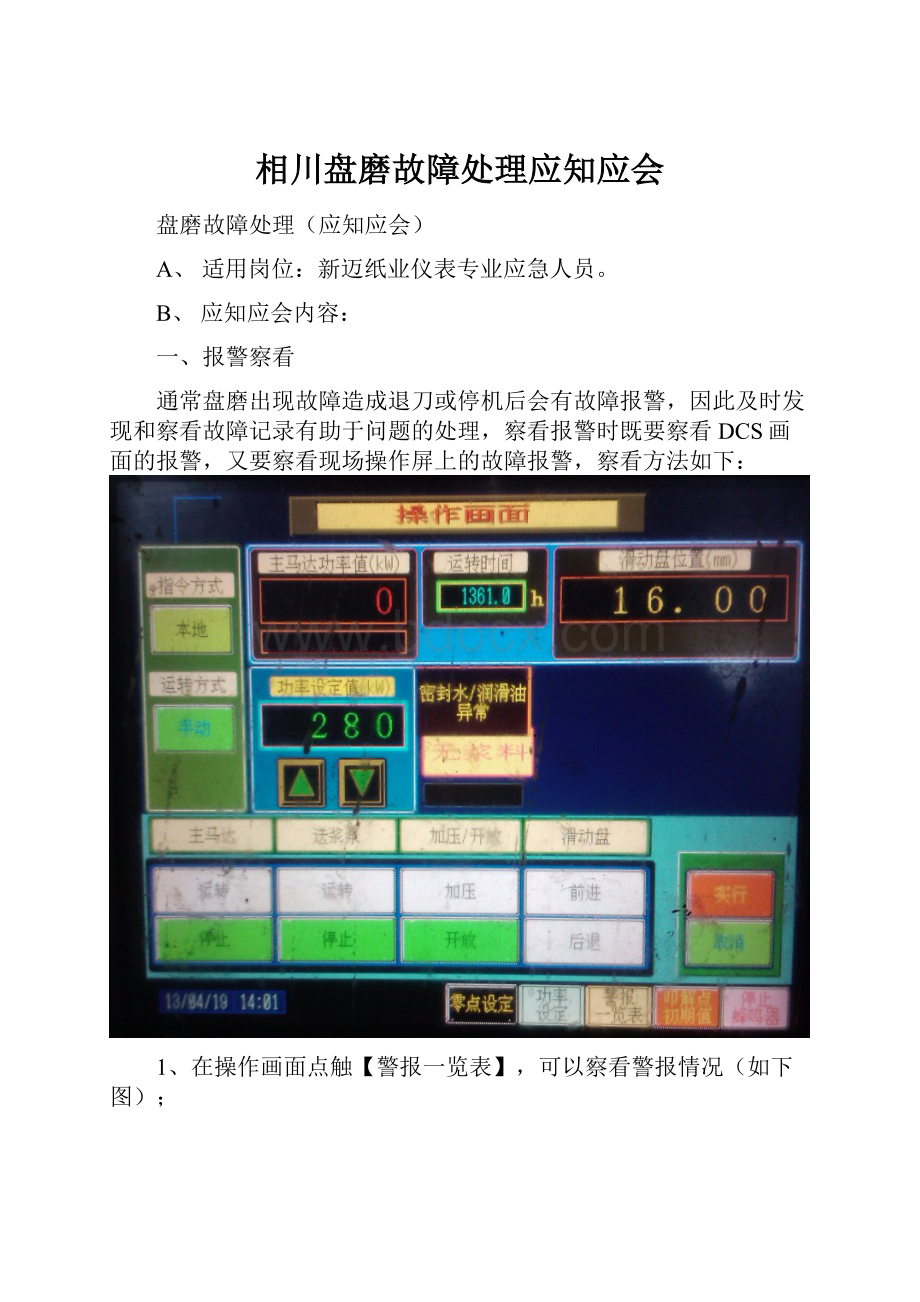
一、报警察看
通常盘磨出现故障造成退刀或停机后会有故障报警,因此及时发现和察看故障记录有助于问题的处理,察看报警时既要察看DCS画面的报警,又要察看现场操作屏上的故障报警,察看方法如下:
1、在操作画面点触【警报一览表】,可以察看警报情况(如下图);
2、在警报一览表画面点触【警报记录表】,将可以察看到警报记录:
除此之外还应察看盘磨柜内元器件的情况,比如各种控制的模块可能会有报警,伺服放大器也会有报警,伺服放大器的报警信息可以察看相关说明书。
二、柜内元件的功能说明
1、模块类:
模块
型号
功能说明
电源模块
Q61P
提供电源
CPU
Q00CPU
控制器
定位模块
QD75M2
与伺服单元通讯
串口通讯模块
QJ71C24N-R2
与操作屏通讯
模拟量模块
Q64AD
模拟信号输入输出
DI输入模块
QX40
数字信号输入
DO输出模块
QY40P
数字信号输入
伺服放大器
MR-J2S-100B
驱动伺服电机
注:
更换个模块时,应先停电再更换,更换模块后注意察看参数是否有变化,尤其是标注红色的,若因故障造成零点变化或平行度变化,应进行必要的零点设定。
2、继电器功能说明
BY1伺服电机1刹车
BY2伺服电机2刹车
RYEM紧急停车
RY1浆压保护信号
RY2背板限位
RY3安全销位置
RY4主电机运行反馈
RY5浆泵运行反馈
RY60主电机启动/停止
RY61主电机启动/停止----短接,不用
RY62浆泵启动/停止
RY63浆泵启动/停止----短接
RY64远程/本地
RY66故障
RYEM-b急停—自DCS来
LOCK1密封水联锁
LOCK2润滑油联锁
3、几种故障的现象
1)、浆压有异常(或者继电器RY1故障):
继电器RY66报警,盘磨高压电机因联锁停止;盘磨自动退刀。
2)、浆泵停止(或者继电器RY5故障):
盘磨自动退刀,但高压电机不会停止;RY66无报警;不会有无浆压报警。
3)、背板限位(或继电器RY2故障):
如果盘磨在进刀位置,则屏幕上只显示退刀超限位,盘磨不会退刀,也不会停止。
4)、高压电机运行信号丢失(或继电器RY4故障):
电机停止运行(发送停止命令,继电器RY60失电);盘磨自动退刀;继电器RY66无报警。
5)、现场控制柜高压电机启动,启动继电器RY60一直得电,信号到制浆机柜室DI点,程序得到信号后会脉冲一直发射启动信号(盘磨110010a除外,只发生一次启动信号)。
如果取消启动信号,只能现场面板点主电机停止才能取消启动信号。
6)、盘磨报“轴控制异常”定位模块,伺服放大器,电机,电缆,故障可能性大。
如果伺服放大器没报警,定位模块可能性最大。
如果伺服放大器一个报警,该伺服放大器可能性最大,电缆电机次之。
三、操作说明
机械原点设定
1.暗屏状态时,轻触屏幕左上方,屏幕将被激活,显示操作画面;
2.屏幕显示操作画面后,轻触左上方的屏幕激活按钮3s,最下行中间位置会出现【参数】按钮,此时轻触该【参数】按钮,即进入参数画面,输入密码‘1111’后,轻触【ENTER】键,当【决定】按钮开始闪动时,轻触之,即进入,出现自P0--P79的参数。
如图
3.设定机械原点:
轻触【后画面】按钮至P36组参数,把P36参数改为0后,点击【ENTER】键,画面自动跳转到机械原点设定画面。
如图
根据画面提示:
1.点击【前进】或【后退】按钮,再点击【实行】按钮,然后按住【前进】或【后退】按钮使轴移动0.1mm以上。
2.移动完成后,按住【设定】按钮,直到蜂鸣器停止鸣叫为止,【设定】按钮下方会出现【结束】按钮。
此时机械原点设定完成。
4.盘磨零点设定(俗称调平行):
方法1在机械原点设定完成后,点击【结束】按钮,画面会自动跳转到零点设定画面,如图
先点击【开始】按钮,再点击【实行】按钮,滑动盘开始自动调节,直到出现【机械零点设定结束】的表示之后,点击【结束】按钮。
画面自动跳转到操作画面,点击【开放】按钮,再点击【实行】按钮,滑动盘位置开放到16。
盘磨零点设定结束。
滑动盘自动调节过程中按屏幕提示观察滑动盘位置
方法2:
有时为达到快速调节,我们先手动把滑动盘进到比较靠前的位置,再调节平行。
在机械原点设定结束后,点击【操作画面】按钮,进入操作画面,如图
1.把运行方式打到【手动】,手动速度选择达到【高速】,
点击【前进】按钮,再点【实行】按钮,随后按住【前进】按钮使滑动盘前进,大约进10—13mm,
2.轻触左上方的屏幕激活按钮3s,最下行中间位置会出现【参数】按钮,此时轻触【零点设定】按钮,即进入零点设定画面;后续与方法1相同。
3.若一次设定不成功,请回到操作画面,开放磨盘后,重新进行零点设定。
注意:
1.滑动盘自动调节过程中按屏幕提示观察滑动盘位置
2.P35(该参数修改后CPU恢复初始设置,需要重新输入参数)
附:
伺服放大器故障代码:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 相川盘磨 故障 处理 应知应会
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
河南省 DT理论复习题.docx
-
减数分裂和受精作用一节的教案.docx
-
河源市城镇职工补充医疗保险.docx
-
行政人事年度工作计划.docx
-
河南省公卫医师早期生物效应的显示考试题.docx
-
黑龙江省哈尔滨市第六中学届高三历史冲刺押题卷一1.docx
-
建设工程施工与管理.docx
-
花鸟爱情的诗句.docx
-
红十字会理事会会议上的讲话演讲致辞模板.docx
-
湖北版四年级劳动与技术下小木工计划与教案解析.docx
-
湖北省襄阳市学年高二地理下学期期末考试试题扫描版.docx
-
建筑工程试验取样规则.docx
-
化工设计常用管道仪表流程图物料代号和缩写词.docx
-
华师大级春网院社会教育模拟题复习题模拟卷讲解.docx
-
黑龙江省哈尔滨市第六中学届高三英语上学期期中试题.docx
-
湖南省衡阳市中考英语试题.docx
-
建筑实习总结模板三篇.docx
-
淮安市城市公共交通发展战略规划优化项目建议书.docx
-
化学天津卷.docx
