 PROTOS90E的预调及笔记整理.docx
PROTOS90E的预调及笔记整理.docx
- 文档编号:30006977
- 上传时间:2023-08-04
- 格式:DOCX
- 页数:67
- 大小:104.74KB
PROTOS90E的预调及笔记整理.docx
《PROTOS90E的预调及笔记整理.docx》由会员分享,可在线阅读,更多相关《PROTOS90E的预调及笔记整理.docx(67页珍藏版)》请在冰豆网上搜索。
PROTOS90E的预调及笔记整理
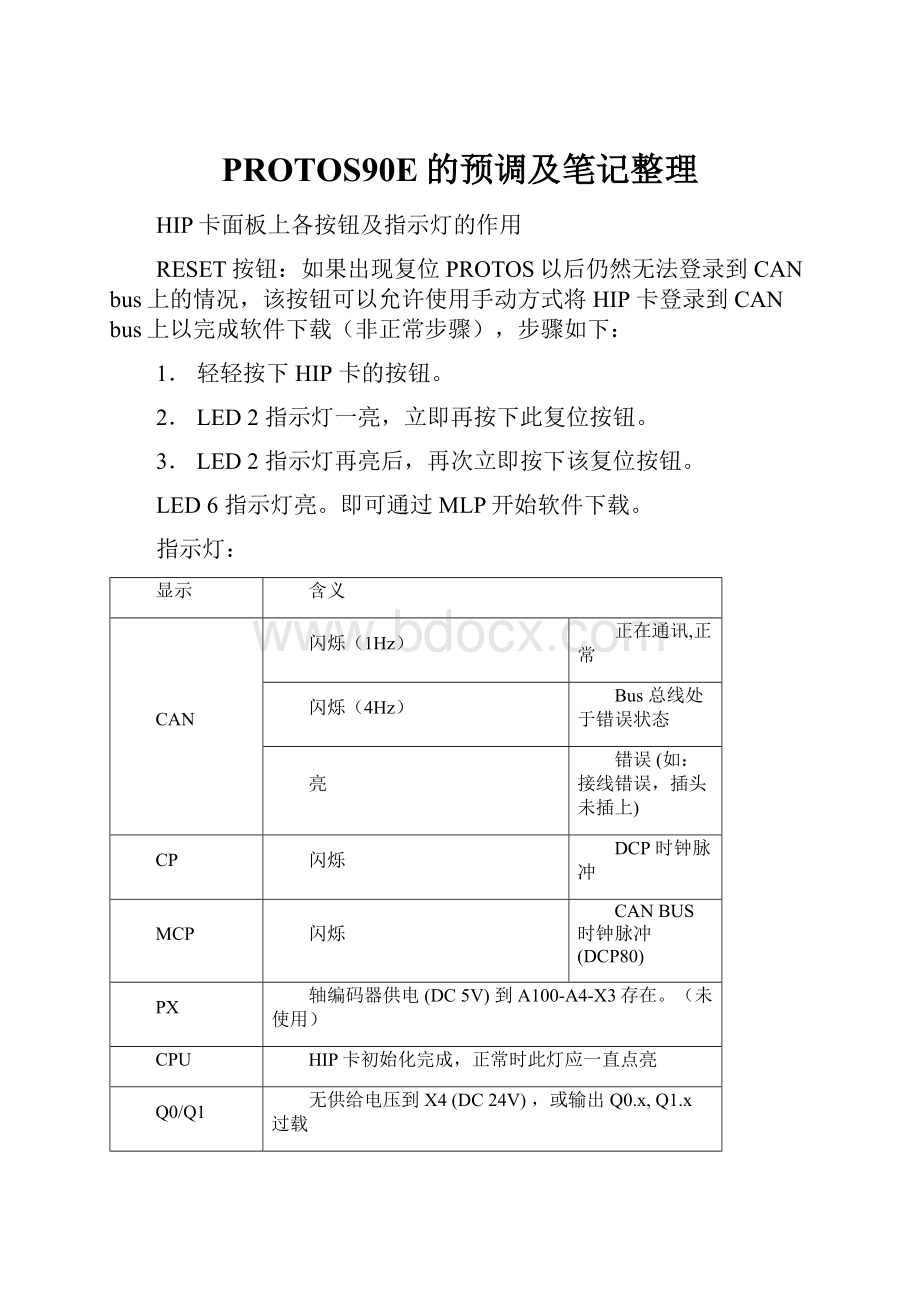
HIP卡面板上各按钮及指示灯的作用
RESET按钮:
如果出现复位PROTOS以后仍然无法登录到CANbus上的情况,该按钮可以允许使用手动方式将HIP卡登录到CANbus上以完成软件下载(非正常步骤),步骤如下:
1.轻轻按下HIP卡的按钮。
2.LED2指示灯一亮,立即再按下此复位按钮。
3.LED2指示灯再亮后,再次立即按下该复位按钮。
LED6指示灯亮。
即可通过MLP开始软件下载。
指示灯:
显示
含义
CAN
闪烁(1Hz)
正在通讯,正常
闪烁(4Hz)
Bus总线处于错误状态
亮
错误(如:
接线错误,插头未插上)
CP
闪烁
DCP时钟脉冲
MCP
闪烁
CANBUS时钟脉冲(DCP80)
PX
轴编码器供电(DC5V)到A100-A4-X3存在。
(未使用)
CPU
HIP卡初始化完成,正常时此灯应一直点亮
Q0/Q1
无供给电压到X4(DC24V),或输出Q0.x,Q1.x过载
BS
PLC命令禁止正在被执行,所有的输出将不能使用
RES
按下“RESET”按钮时,此灯点亮,表示该卡正在复位
RN
慢速闪烁
(0.25Hz)
HIP卡在没有PLC控制系统(CPU)的情况下,自行登录。
如果HIP卡在PLC已启动20秒后仍未从PLC(CPU)接收到任何初始化数据,就会出现上述状态。
可能导致错误的原因:
1.PLC(CPU)处于停止状态;
2.HIP卡上的开关设置错误
显示
含义
RN
正常速度闪烁
(1Hz)
HIP卡操作正常
快速闪烁
(2Hz)
HIP卡初始化未完成。
HIP卡在等待来自PLC(CPU)的初始化数据
高频率闪烁
(6Hz)
PLC(CPU)在操作过程中超时。
HIP卡达到正常操作状态时,PLC(CPU)不可操作。
可能导致错误的原因:
PLC(CPU)处于停止状态
快速短暂闪烁
(>6Hz)
要求软件下载或下载正在进行
永久熄灭
硬件错误
指示灯LEDs1到6的具体含义取决于LEDRN的状态:
RN闪烁(>6Hz):
要求软件下载或下载正在进行。
显示
含义
1
开关S1.1打到“开”(所要求状态).
2
开关S1.2打到“开”(所要求状态).
3
通过MLP开始下载一个软件
4
软件下载已经开始但未完成。
矫正:
重新启动软件下载
5
没有装载程序或发生故障(checksum).
矫正:
启动软件下载
6
使用手动启动“要求软件下载”功能(按RESET键)
矫正:
按动复位按钮取消该模式
RN永久熄灭:
发生硬件故障。
显示
状态
含义
全部
闪烁
在HIP卡上EPLD模块(D4)未编程。
矫正:
替换该模块
1
其他:
亮
闪烁
CMS初始化失败。
CAN控制器可能有硬件错误。
矫正:
重试,必要时替换该模块。
2
其他:
亮
闪烁
该节点初始化失败。
矫正:
重试,必要时替换该模块。
显示
状态
含义
3
其他:
亮
闪烁
该节点初始化失败。
矫正:
重试,必要时替换该模块。
4
其他:
亮
闪烁
在HIP卡上EPLD模块(D4)存在版本错误。
矫正:
替换该模块
WAGO总线模块
WAGO模块颜色的含义:
1.黄色——数字量输入;
2.红色——数字量输出;
3.绿色——模拟量输入;
4.蓝色——模拟量输出;
5.无色——电源模块和特殊功能模块。
WAGO总线接口模块各指示灯
RUN
BF
I/ORUN
OFF
OFF
OFF
无功能
电源LEDON:
接口模块故障
电源LEDOFF:
无电源
检查电源
更换接口模块
ON
ON
OFF
1.接口模块已经初始化,已为参数化和配置作好准备;
2.在参数化和配置时出错;
3.错误的站地址;
4.和主站的连接断开(短路、断线)
启动PROFIBUS主站
查看项目
检查地址设定开关
检查总线电缆
ON
闪烁
ON
波特率检查,本站还没有为数据交换作好准备
ON
OFF
ON
运行:
读输入,写输出
ON
OFF
OFF
刷新:
读输入,置位输出
PLC停止运行,另外的站没有工作
I/OERR指示灯的说明
当接口模块的I/OERR指示灯快速闪烁(如脉冲序列1)时,表示有故障存在,紧接着的脉冲序列2和脉冲序列3的含义如下表所示:
脉冲序列2
脉冲序列3
描述
1
0
EEPROM校验和错误
1
内部缓冲区溢出
2
未知的数据类型
2
0
程序过程映象表分配错误
N(N>0)
在第N个总线终端上的配置错误(无源终端,如:
动力供给,不计数)
3
0
总线端子识别出一个错误命令
4
0
终端总线上的数据错误或在总线耦合器上的终端总线中断
N(N>0)
在N个端子后总线端子中断
5
N
与终端N在通信期间的内部通讯错误
6
PROFIBUS-DP配置报文错误
0
没有足够的配置数据
N(0 第一个配置字节里的错误 在这所有的I/0错误报警中,最实用也比较容易出现的情况是脉冲序列2为4和脉冲序列3为N,当出现脉冲序列1,暂停以后如果脉冲序列2为4,那么脉冲序列3就表示WAGO端子排上哪一个出问题了,具体判断方法是: 闪烁次数+前面所接电源模块数+1即为出问题的模块。 如: 脉冲序列3闪烁16次,第16个模块接了一个电源模块,则出问题的模块数为18。 FESTO阀岛总线接点FB13及数字量输入模块 1.总线接点FB13 警告: 在开始安装及维修之前,必须关闭气源和总线接点的工作电源。 1.1在装配和配置FESTO阀岛及总线接点的时候,请按照下面步骤做: 1.1.1关闭或不连接工作电源; 1.1.2打开DIL开关的盖板; 1.1.3设定总线地址; 1.1.4如果需要的话可激活电压监控; 1.1.5装上DIL开关的盖板; 1.1.6如果本站是总线系统的第一个或最后一个站点,必须把FSETOSub-D总线插头内的终端电阻拨在“ON”的位置。 DIL开关盖板打开后可看到三个开关: S1、S2和S3,其中S1和S2是总线地址设定开关,S1为个位,S2为十位,S3/1为百位,如下图: 左图站地址为005,右图站地址为111。 S3/2为电压监控开关: ON——激活,OFF——不激活。 在本设备上,S3/3、S3/4、S3/5必须设为“ON”,S3/6必须设为“OFF”,因为S3/3、S3/4、S3/5和S3/6的设定决定了本站点应用于哪种总线协议。 1.2诊断 1.2.1总线结点FB13LED指示灯的说明 LED名称 功能 含义 BUSERROR PROFIBUS通讯 闪烁: 与现场总线连接出现错误,或地址错误。 POWER 内部工作电压指示 如果电源插头接好,本结点进入准备状态则灯亮 POWERV 阀的工作电压指示 如果阀的工作电压已正常则灯亮,如果阀的工作电压低于20.4V则灯闪烁 0…3 CP各站点指示 在启动期间,如果灯闪烁则说明则说明自前一次操作以来各站点已被改变;在工作期间,如果灯亮则CP连接已被中断。 1.2.2BUSERROR指示灯的诊断 可能情况 操作状态 问题处理 快速闪烁 站地址错误 正确设定站地址 以1HZ的频率闪烁 总线连接不正确。 可能原因: 站地址不正确;总线模块关闭或有错误;中断、短路或总线失败;配置的自检结果与实际不符。 检查: 站地址的设定、总线模块、总线连接、实际配置与系统配置不一致、断路或短路 常亮 阀测试 终止阀测试 1.2.3总线结点FB13上的SAVE按钮 对于一个已知的CP系统,进行其中的任何一次硬件上的改变时,在CP系统工作之前都应该按一下“SAVE”按钮,自学习一下,以便系统认定的情况与实际情况一致。 2.数字量输入模块 2.1错误诊断状态指示灯: DIAG 状态 含义 原因/错误处理 灯亮 已提供运行电压 熄灭 未提供工作电压或未连接到节点 检查CP电缆和节点上的运行控制 运行中探测到错误的导线赋值 纠正错误赋值的使用 闪烁 打开供给电压后的测试阶段 传感器供电短路 清除短路并删除错误 打开供给电压后的错误导线赋值 检查导线赋值 调试步骤及内容 一.机器外部的电气调整内容 1.各总线站点站地址和终端电阻的设定 A30V-A1: 3; A31V-A1: 4; P1S: 7(把拨码开关的4,5,6,7,8,9位拨在“ON”的位置); A120S-A1: 8; A101-A1: 10; A102-A1: 11; A103M-A1: 13; A102M-A1: 14; A101M-A1: 15。 除开A31V-A1和A101M-A1的终端电阻设为“ON”以外,其他的都设为“OFF”。 对于CAN-BUS系统,只需在A800V(SRM)的X13和CIS的A16M-A1的X5(不选用LASER时)接上终端电阻连接器即可。 当选用LASER时,接在CIS的A16M-A1上的终端电阻连接器就应该接在LASER上。 2.Simodrive控制器各电位器的调整及常见故障的处理 Simodrive控制器上各开关的设定按电路图或说明书的说明进行即可。 控制器上的DRIFT(零点漂移补偿)电位器和TACHO(测速电机校准补偿预调)电位器( )的调整如下: 先把调试器分别按下面所示接好: A200-A2: 黄——X141/45、灰——X141/15、白——X161/9、 X121/9和X161/48短接; A200-A3、A200-A4、A200-A5: 兰——X321/56(0-10V)、红——X321/14(0V)、棕——X331/663(脉冲使能)、绿——X331/65(控制使能)、 屏蔽接A200的屏蔽线。 (接A200-A3、A200-A4、A200-A5上的四根线时都应把原接的线拆掉。 ) 调试时应该把控制器上的“ ”电位器旋转至右极限位置,此时电机为最低速度,可保护电机。 调试器的电位器也应转到0V位置(把万用表接在调试器的两个测试孔上可以确认此时电位器是否处于0V位置),两个开关: 使能开关S1(共有三个位置: 关、脉冲使能和控制使能)和0—10V开关S2都应处于关的位置。 此时拨动使能开关,给机器先送一个“脉冲使能”信号,马上再把开关拨到“控制使能”位置并保持,再把“0—10V”开关拨到“ON”位置,使电位器的设定电压值能够输入。 由于此时电位器处于“0V”位置,因此电机应绝对不能转动,如若转动则应调整控制器上的“DRIFT”电位器,一直调整到电机不再转动为止。 然后再转动调试器的电位器,令调试器两个测试孔的电压分别为: A200-A3: 5V、A200-A4: 4.33V(陡角提丝带)和3.83V(针辊)、A200-A5: 3.5V,当电压达到上述读数以后,再分别用万用表测量控制器上测试点“X”和“M”两端的电压值应该分别为: A200-A3: 5.5V、A200-A4: 4.7V(陡角提丝带)和5.0V(针辊)、A200-A5: 4.33V 如果测出“X”和“M”两端不为上述电压值,则应调整TACHO电位器( ),直到表上的读数为规定值为止。 这样就完成了Simodrive各控制器两个电位器的调定。 2.1Simodrive控制系统常见故障的处理 错误 描述 PLC没有电压供给 原因: PLC供电单元的主开关或备用开关未打开。 矫正: 打开主开关及PLC供电单元上的备用开关。 原因: 保险断开。 矫正: 接通保险。 PLC无法启动 原因: CPU控制程序未装载。 矫正: 装载控制程序(见5-4)。 原因: HIP卡控制程序未装载。 矫正: 装载控制程序(见5-8)。 PLC不再响应 原因: 错误。 矫正: 重新启动控制系统(见7-22)。 PLC数据不在MLP上显示 原因: 总线用户“控制系统”未登录。 矫正: 总线用户登录(见MLP操作手册,报告Setup/System/Bus configuration)。 原因: CPU或HIP卡的可视软件未安装。 矫正: 安装该软件(见5-2)或(5-6),在MLP上恢复数据(见5-9)。 机器停机期间,其中一台电机(simodrive)仍旋转 原因: 设定点不为0或零点漂移补偿电位器(DRIFT)调整不正确。 矫正: 在相应的逆变器模块上检查设定点和漂移调整(见7.2.4.3)。 其中一台电机(simodrive)明显运转过快或过慢 原因: 测速电机校准补偿预调电位器(TACHO)调整做的不是很好。 矫正: 在相应的逆变器模块上检查此电位器的调整(见7.2.4.3)。 其中一台电机(simodrive)啸叫 原因: 比例增益电位器Kp设定过高。 矫正: 在相应逆变器模块上慢慢逆时针转动电位器Kp,直至电机不再有啸叫声(见7.2.4.3)。 其中一台电机(simodrive)在加速/刹车时跟不上 原因: 比例增益电位器Kp设定过低。 矫正: 在相应的逆变器模块上,顺时针慢慢转动电位器Kp,但电机不能有啸叫声(见7.2.4.3)。 其中某台电机(simodrive)在停机状态下仍然震荡 只有当驱动系统适配器打开时才有可能发生。 原因: 该适配器设置过高。 矫正: 在相应的逆变器模块上,顺时针转动电位计AD,直至电机不再继续震荡(见7.2.4.3)。 慢速旋转时,其中一台电机(simodrive)出现爬行 只有当驱动系统适配器打开时才有可能发生。 原因: 该适配器设置过低。 矫正: 在相应的逆变器模块上,逆时针旋转电位计AD,直至电机运转平稳。 在停机状态下电机不得有任何震荡(见7.2.4.3)。 加速或制动刹车期间的故障错误 原因: 机器加速/刹车过快。 矫正: 增加加速或刹车的时间(见8-11)。 盘纸更换期间的故障错误 原因: 盘纸更换时机器运行速度过高。 矫正: 降低盘纸更换期间的运行速度(见8-9)。 降低封口器2之前或之后不久出现烟条粘接问题 原因: 封口器降低得过早或过晚。 矫正: 更正设定(见8-10) 3.封口器防护罩编码接近开关B41V B41V由两部分组成: 编码促动器(运动部分)B41V-A2和带检测头的计算单元B41V-A1,两 者必须成对工作,电气上的编码是唯一的,并且不能改写。 两者之间的工作间隙是正对时13MM。 编码开关的自学习功能: 此编码开关在第一次使用的时候,必须通过调整编码促动器B41V-A2令计算单元B41V-A1执行一个学习功能来获得一个唯一的电气编码,步骤如下 (1)关断主开关,连接并安装安全开关使之与线路图一致。 (2)打开主开关,计算单元B41V-A1上的绿色指示灯(LED)应该以大约4Hz的频率闪烁。 (3)关闭封口器防护罩,然后朝计算单元B41V-A1的方向移动编码促动器B41V-A2。 此时,自学习功能开始执行,B41V-A1上的绿色指示灯(LED)应该以大约1Hz的频率闪烁。 (4)自学习功能在大约60秒钟以后完成,B41V-A1上的绿色指示灯应该熄灭(如果一直闪烁则可能是B41V-A1有问题),新的编码被保存。 (5)为了激活已执行过自学习程序的编码开关关断主电源开关。 注意: 不能对同一个编码促动器和计算单元多次运行自学习程序;对于一个计算单元来说, 正确的自学习程序只能执行8次;计算单元仅仅只能和最后一次执行过自学习程序的 编码促动器配套才能正常工作;如果在B41V-A1上的绿色指示灯熄灭之前终止自学习 程序或者在自学习程序执行的时候电源掉电,那么这个自学习是不正确的。 计算单元B41V-A1上的指示灯说明: STATE(绿色)指示灯: 闪烁表示正常的自学习程序在执行; OUT/ERROR指示灯: 为黄色则表示B41V-A1和B41V-A2是正确的一对;为红色则表示两者 不是正确的一对 编码接近开关B41V的触发间距是40mm,激励器和响应单元(感应面)的距离不能小于13mm。 4.VE液压系统M3V四个阀的调整 说明: M3V-Y12: 降下流化床、M3V-Y13: 升起流化床、M3V-Y11: 降下风室体、M3V-Y10: 升起风室体、M3V-Y6: 预供丝体转入、M3V-Y7: 预供丝体转出。 这里主要是对四个阀的动作速度进行调整: M3V-Y12、M3V-Y13、M3V-Y11、M3V-Y10。 上述 四个阀后面各有一个调节螺栓(内六角,用罩盖住,必须松开螺母后才能调节此四个螺栓),可调节流化床槽和风室体的动作速度。 经验方法: 松开固定螺母后,把调节螺栓顺时针调到底,再回调3/4,即可认为四个阀的压力正好,此时可观察流化床槽和风室体的动作速度,使升起和降下的动作、轻重差不多即可。 注意: 顺时针调即是降低被控体的动作速度,逆时针调即是提高被控体的动作速度。 M3V: 电动机,驱动液压泵。 M3V–S3: 温度传感器,检测液压单元罐内的油温。 如果罐内的油温上升到80℃(温度传感器M3V-S3到满程),液压泵就会关闭。 M3V–S10: 压力开关,检测流化床的油压。 柱塞泵(安装在罐的底座上)通过调压阀产生极限为170bar(170MPa)的油压。 油压由压力表(13.1)显示。 当上述任何零部件被拆除或压力低于压力开关M3V-S10的低开关点时,柱塞泵仅仅短暂地运行。 在运行2分钟之后,控制系统关闭液压泵,且显示信息: VE液压系统运行时间。 5.部装时调定S8V、S9V两个磁性开关对劈刀上、下极限位置的调节,即上极限位置时S9V有效,上极限位置时S8V有效。 (此调整由机械调试人员完成) 设定劈刀盘的极小值参见VE操作手册P13-53,劈刀单元的升降速度可以通过气缸上的两个调节螺栓调节,上面的调节劈刀单元的上升速度,下面的调节劈刀单元的下降速度。 6.速度监视器A14V的调整 接上电源,使P1V能够显示,再开动辅驱: (1)S1设定管道直径,一般选择“4”,管道直径为120mm; (2)打开A14V的盖板,把S2拨在“2”的位置,此时如果P1V显示20m/s则无须调整,如果不是,则应调整R14令P1V显示为20m/s; (3)把S2拨在“3”的位置,此时P1V应显示13m/s,如果不是则应调整R6令P1V显示为13m/s。 7.钢印位移传感器0位的校正 位移传感器(14)装在第二供纸辊的传动装置(9)里 设置: *关闭辅助传动; *松开拉簧(10); *松开控制凸轮(12)上的加紧螺钉,从电机(15)的轴上拉出该凸轮; *将扇形齿轮(11)垂直放入,使其中间齿尖向下。 扇形齿轮和齿轮必须相互啮合,否则伺服电机启动时会振颤; *将控制凸轮(12)推回到电机轴上,凸轮中的小定位孔必须对准位移传感器探针(13)尖头的中央,拧紧固定螺钉把控制凸轮固定在电机轴上; *转动传感器探针尖头使位移尺转到0-位置。 0位调节: 把万用表打在直流电压档位,把两根表笔接在A101-A17的接线点1和接线点3,然后调整钢印位移传感器的探针(13)位置,直到万用表的读数为0V,此位置即为钢印位移传感器的0位。 调好后,把探针的防松螺母固定好即可。 注意: 完成位移传感器调节后,检查供纸辊Ⅱ上的压纸辊的调节范围,该调节范围在0位置的两边必须对称。 8.重量位移传感器起始位置的校正(参见手册上的内容) (1)将PROTOS转换到待机运行状态: -主驱动装置关团(OFF) -辅助驱动装置接通(ON) (2)现在松开传感器的测量探针。 (3)调出报告: 服务/烟条测量/SRM/设定参数 (4)读出输入区的起始位置。 (5)在额定窗口输入额定值+9V作为起始位置。 (6)检查齿状扇形块和上挡块之间的距离应该为大约0.3mm,如有偏移,调整齿状扇形块(见下面)。 (7)逐步调整传感器的测量探针,直到B19V电压值与+9V的偏离不超过0.1V为止。 B19V电压 测量探针 标准值 小于0V 向右旋转 每转-2V 大于OV 向左旋转 每转+2V (8)锁定传感器的测量探针的调整位置。 (9)检查B19V调整范围(见下面)。 (10)最终安装B19V。 (11)如果压吸丝带的滚子在一个+9V的起始位置上已经向下挤压吸丝带,或者还还没有接触到吸丝带,必须对滚子进行调整(见下面)。 8.1检查B19V调整范围的过程 (1)如果尚未进行,将PROTOS调至待机运行状态: -主驱动装置关团(OFF) -辅助驱动装置接通(ON) (2)调出报告: 服务/烟条测量/SRM/设定参数 (3)读出设定参数中的起始位置值。 (4)为起始位置输人+8V到—8V之间的电压值。 -选择三个正的和三个负的电压值。 -额定窗口报告显示您的输入,它对应于吸丝带的额定位置。 -实际窗口报告显示B19V输出电压,它对应于吸丝带的实际位置。 -两个值应当近似相同达到0.1V。 8.2调整齿状扇形块与位移传感器的机械对中 正常情况下,齿状扇形块(S)和上部与下部挡块之间的距离(D)大约为0.3mm。 它在吸丝带位置为+/-9V时,它无论如何接触不到挡块。 为了达到这个目的,现在必须按照下面的方法操作(开始点: 对中测量行程和调整范围,上面的步骤6): (1)输入+9V作为起始位置(吸丝带额定位置)。 (2)通过松开埋头螺钉而松开小齿轮(G)。 (3)调整齿状扇形块(S),使得D=0.2到0.4mm。 (4)固定小齿轮(G)。 (5)输入-9V作为起始位置(吸丝带额定位置)。 -当与下挡块之间的距离(D)大约也为0.3mm时,位移传感器B19V的测量行程和齿状扇形块(S)的调整范围被足够精确地机械对中。 9.查看供墨步进电机的动作 拆下油墨缸及喷嘴,把面板上的供墨开关S31S打在“自动”位置(此时可在MLP上设定供 墨量),开动辅驱,用金属头(如扳手)触动接近开关B23S,有效时气缸活塞会弹进去。 开动主驱,此时油墨泵(齿轮)应步进转动,把供墨开关S31S打在“手动”位置,此时油 墨泵(齿轮)的转动角应是“自动”时的5倍。 改变油墨供应量的设定: mg/10000cig, 油墨泵(齿轮)的转动角会变化。 10.回丝量传感器的校准 目的: 回丝量传感器是检测吸丝带上烟丝厚度的两个光电式位移传感器,它们安装在平整盘的前后。 烟丝回丝量的多少就是这两个传感器检测出来的烟丝厚度的差值。 如果这个差值小于2mm并持续15秒钟,控制系统就会认为烟丝堵塞而中断程序的执行,停止机器并显示停机信息: VE堵塞。 校准: 为了确保在报告服务/VE/烟丝回丝量中烟丝回丝量的多少显示是正确的,回丝量传感器和回丝量显示就必须校准。 在每次拆除回丝量传感器、回丝量传感器支座或风室装置后,


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- PROTOS90E 笔记 整理
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
青岛版数学六年级上册第五单元《完美的图形圆》单元整体备课设计Word文档格式.docx
-
简易数字温度计设计Word格式.docx
-
面试干部不胜任Word格式.docx
-
届高考政治一轮复习《经济生活》知识提纲Word下载.docx
-
《中学生合理营养与健康》教案Word文件下载.docx
-
桥面铺装工程施工技术方案Word格式文档下载.docx
-
实习完普车的心得体会Word格式文档下载.docx
-
三年级上册连乘解决问题教学实录文档格式.docx
-
金融工程练习题Word格式文档下载.docx
-
届河南省中原名校高三上学期第一次质量考评文数试题Word版含答案Word文档格式.docx
-
山东省潍坊市实验中学届高三下学期第四次单元过关测试英语试题Word文档格式.docx
-
品牌陶瓷专卖店五一开业酬宾活动方案策划Word格式.docx
-
课题广东或深圳引进外资中存在的问题及对策Word下载.docx
-
江苏省无锡市中考语文试题及答案word版Word文档下载推荐.docx
-
四年级语文下册句子专项练习题Word文档下载推荐.docx
-
三年级语文下册第五单元复习课教案人教版文档格式.docx
-
临时用电施工方案文档格式.docx
-
护士资格证考试考前模拟试题Word格式.docx
-
普通高等学校招生全国统一考试文档格式.docx
