 磷化常见问题及解决方法.docx
磷化常见问题及解决方法.docx
- 文档编号:3791240
- 上传时间:2022-11-25
- 格式:DOCX
- 页数:11
- 大小:18.85KB
磷化常见问题及解决方法.docx
《磷化常见问题及解决方法.docx》由会员分享,可在线阅读,更多相关《磷化常见问题及解决方法.docx(11页珍藏版)》请在冰豆网上搜索。
磷化常见问题及解决方法
磷化常见问题及解决方法
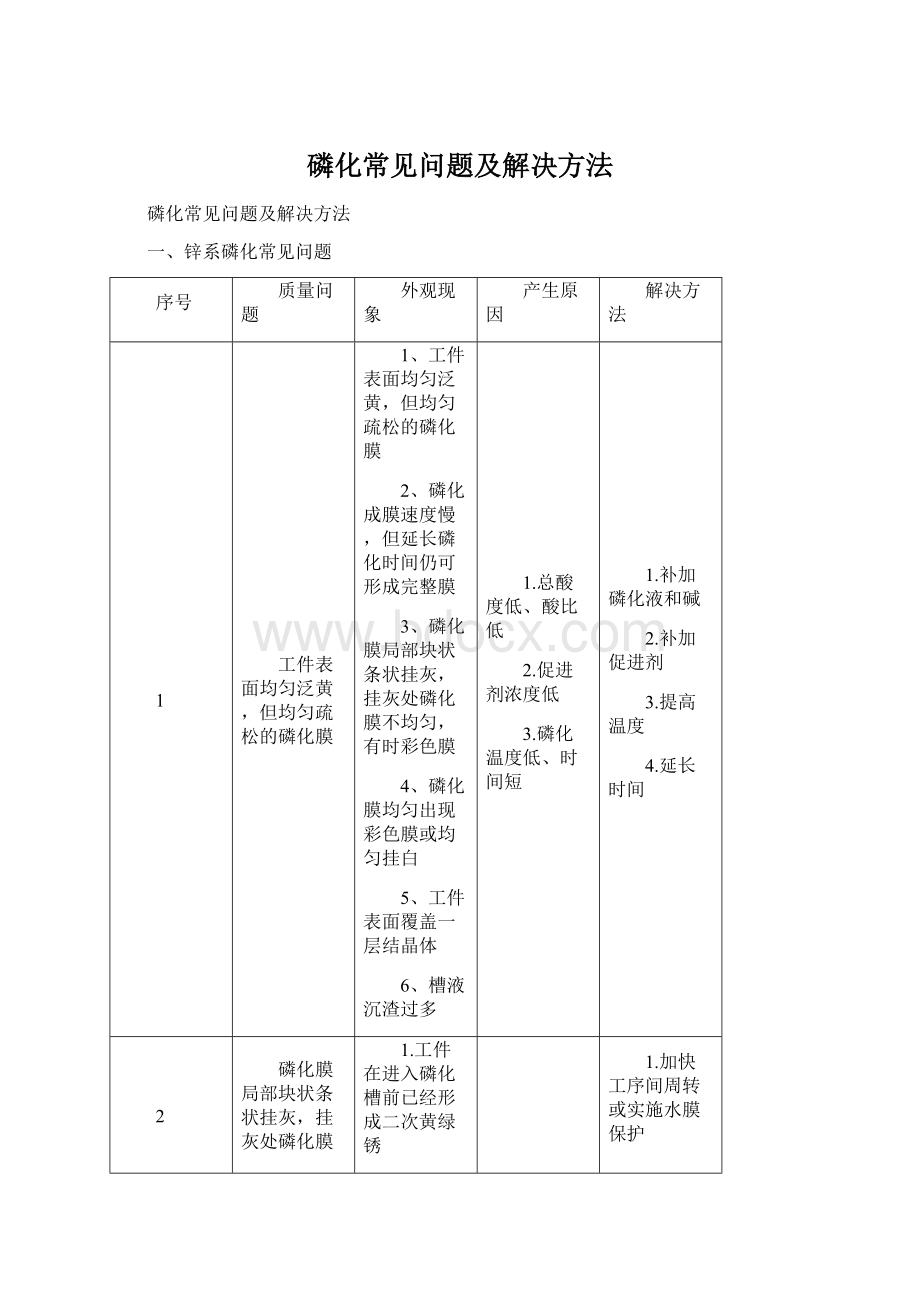
一、锌系磷化常见问题
序号
质量问题
外观现象
产生原因
解决方法
1
工件表面均匀泛黄,但均匀疏松的磷化膜
1、工件表面均匀泛黄,但均匀疏松的磷化膜
2、磷化成膜速度慢,但延长磷化时间仍可形成完整膜
3、磷化膜局部块状条状挂灰,挂灰处磷化膜不均匀,有时彩色膜
4、磷化膜均匀出现彩色膜或均匀挂白
5、工件表面覆盖一层结晶体
6、槽液沉渣过多
1.总酸度低、酸比低
2.促进剂浓度低
3.磷化温度低、时间短
1.补加磷化液和碱
2.补加促进剂
3.提高温度
4.延长时间
2
磷化膜局部块状条状挂灰,挂灰处磷化膜不均匀,有时彩色膜
1.工件在进入磷化槽前已经形成二次黄绿锈
2.表面调整能力差
3.磷化液中杂质多
1.加快工序间周转或实施水膜保护
2.改进表调
3.更换槽液
3
磷化膜均匀出现彩色膜或均匀挂白
1.促进剂含量过高
2.表调失去作用或是表调后水洗过度
3.磷化液杂质过多、老化
1.让促进剂自然降低
2.加强表调
3.换槽
4
工件表面覆盖一层结晶体
1,游离酸度过低
2,温度过高
1.加一些磷酸
2.降低温度
5
槽液沉渣过多
1.促进剂浓度过高
2.游离酸度过高
3.工件磷化时间过长
4.中和过度形成结晶沉淀
1.让其自然降低
2.补加碱
3.缩短时间
4.补加磷酸
磷化膜的缺陷及解决方法:
磷化膜生锈,其中红锈产生于原料,黄锈产生于前处理过程
现象
原因
对策
红锈
磷化后,磷化膜完整,但疏松。
局部泛黄,膜粗厚
原材料锈蚀过重,在工艺条件稳定的情况下,表调失去效果。
防锈完全,在没有除锈的工序中,处理前砂纸打磨,重新更换表调液。
工件表面均匀泛黄,但仍有完整的磷化膜,即磷化速度慢,处理时间短;延长一定时间,仍形成均匀完整膜。
A、总酸点低,酸比低,没有达到工作点数。
B、促进剂少。
C、磷化温度低,相对磷化时间短。
D、游离酸点高。
A、补加磷化液
B、补加促进剂
C、多发生在配槽时,应延长磷化时间,提高温度。
D、用中和剂调整。
磷化膜呈蓝紫色
现象
原因
对策
局部呈蓝紫色
A、工艺正常时,表调中有效成份低
B、总酸点低,游离酸点也低。
C、促进剂浓度高(5-7点)
A、补加或重配表调液。
B、添加磷化液。
C、让其自然降低或加一定量的中和剂(0.3G/L)
均匀出现蓝紫色
A、工艺正常时,表调失去作用。
B、总酸点太低。
C、工艺正常,表调正常时,说明磷化处理槽中杂质太多,老化严重
A、重配表调液
B、添加磷化液
C、倒槽或重配表调液
磷化后工件表面挂灰,磷化膜上覆盖一层白粉(粉末状)
原因
对策
酸比高
添加一定量磷化液
游离酸点高
按比例加入中和剂
促进剂浓度高或磷化液长时间不加促进剂,再突然大量加大;游离酸点高时加入促进剂。
应缓慢加入促进剂,多批次少量加入,出现问题后及时添加磷化液与中和剂。
磷化后工件表面附着沉渣、晶体
原因
对策
磷化工作液工作正常的条件下,表调失效
重配表调液
处理过程中加入大量中和剂,产生的沉渣(无机整体)不能充分反应,尤其在槽液《10度时加入中和剂。
加入一定量磷化液
磷化处理槽中沉渣多
倒槽排渣
酸比高于30以上,或总酸点低,游离酸点正常
补加磷化液
水洗不充分,水洗槽受到污染
更换水
结疤:
磷化膜形成不完全
原因
对策
除油未尽
表调液中混入过多杂质
磷化槽中沉渣多
游离酸点高
重新除油
重配表调液
倒槽排渣
用中和剂处理
磷化膜出现水锈斑
原因
对策
钢材经铬酸处理或附着难除尽的植物油
加强除油剂的除油能力
脱脂剂(碱性)温度低,碱性低,槽液表面浮油太多
浮油除去,升高温度
酸性除油剂除油未尽
补加药剂
点状红锈经磷化后变成白点或黄色水锈
增加酸洗
磷化膜不均匀干痕
原因
对策
在工件边缘上端和空洞四周有不均匀颜色,呈金黄色和蓝紫色
充分除油
将总酸点提高到30以上
磷化后磷化膜有粗糙斜丝:
工件表面产生不均匀覆膜或磷化粗糙,发白
原因
对策
表调失效
重配表调剂
磷化工作液中促进剂量低
补加促进剂
游离酸点高
用中和剂进行中和
涂装:
涂装后漆膜气泡,产生异常的线状或环状涂膜
原因
对策
磷化后不干净
烘干前水洗要充分
加入表调液时,未充分溶解,固体附在工件上
用温水充分溶解表调剂(固体),再加入水槽中
用后处理剂时,浓度过高
后处理剂不应超过规定值
涂装后出现异常现象与磷化膜出现的现象相吻合,则为磷化出现问题
按(5)处理
烘干时,工件中存水,未烘干
充分烘干
序号
质量外观
外观现象
产生原因
解决方法
1
无磷化膜或磷化膜不易形成
工件整体或局部无磷化膜,有时发蓝或有空白片
1.工件表面有硬化层
2.总酸度不够
3.处理温度低
4.游离酸太低
5.脱脂不净或磷化时间偏短
6.工件表面聚集氢气
7.磷化槽液比例失调,如P205含量低
8.工件重叠或工件之间发生接触
1.改进加工方法或用酸洗、喷砂去除硬化层,达到表面处理要求
2.补加磷化剂
3.升高磷化槽液温度
4.补加磷化剂
5.加强脱脂或延长磷化时间
6.翻动工件或改变工件位置
7.调整或更换磷化槽液
8.注意增大工件间隙,避免接触
2
磷化膜过薄
磷化膜太薄,结晶过细或无明显结晶,抗蚀能力差
1.总酸度过高
2.磷化时间不够
3.处理温度过低
4.促进剂浓度高
5.工件表面有硬化层
6.亚铁离子含量低
7.表调效果差或表调失效
1.加水稀释磷化槽液
2.延长磷化时间
3.升高处理温度
4.停加促进剂
5.用酸洗或喷砂处理,达到表面处理要求
6.插入铁板,并检测总酸度或游离酸度变化情况
7.更换或添加表调剂
3
磷化膜结晶粗大
磷化膜结晶粗大、疏松多孔、表面有水锈
1.工件未清洗干净
2.工件在磷化前生锈
3.亚铁离子含量偏低
4.游离酸度偏低
5.磷化温度低
6.工件表面产生过腐蚀现象
1.加强磷化前工件表面的预处理
2.除锈水洗后减少工件在空气中的暴露时间
3.提高亚铁离子的含量,如补充磷酸二氢铁
4.加入磷酸等,提高游离酸度
5.提高槽液温度
6.控制除锈时间或更换除锈剂
4
磷化膜挂灰
磷化膜干燥后表面有白色粉末
1.槽液含渣量过大
2.酸比太高
3处理温度过高
4.槽液沉渣浮起,黏附在工件上
5.工件表面氧化物未除净
6.溶液氧化剂含量过高,总酸度过高
1.清除槽底残渣,并定期过滤
2.补加磷化剂
3.降低磷化处理温度 4.静置磷化槽液,并翻槽
5.加强酸洗并充分水洗
6.停加氧化剂,调整酸的比值
5
磷化膜发花
磷化膜不均匀,有明显流挂痕迹
1.除油不净
2.表调剂效果不佳或失效
3.磷化槽液喷淋不均匀
4.工件表面钝化
5.磷化温度低
1.加强脱脂或更换脱脂剂
2.更换或补充表调剂
3.检查并调整喷嘴
4.加强酸洗或喷砂
5.提高磷化温度
6
磷化膜发黑
局部呈黑条状,膜黑且粗糙
1.促进剂浓度太低
2.酸洗过度
1.加促进剂
2.控制酸洗时间
7
磷化表面生锈
磷化后工件表面产生黄色锈斑或锈点
1.磷化膜晶粒过粗或过细,使耐蚀性降低
2.游离酸含量过高
3.工件表面过过腐蚀
4.溶液中磷酸盐含量不足
5.工件表面有残酸
6.磷化槽沉淀多,已堵塞喷嘴
7.处理温度低
8.设备原因,如喷淋压力过大喷嘴方向等
1.调整游离酸度与总酸度的比例
2.降低游离酸含量,可加氧化锌或氢氧化锌
3.控制酸洗过程
4.补充磷酸二氢盐
5.加强中和水洗
6.检查喷嘴并进行清理,检查磷化槽沉淀量
8
磷化膜发红
磷化膜红但不是锈
1.铜离子渗入磷化液
2.酸洗液中的铁渣附着
1.注意不用铜挂具,用铁屑置换除去或用硫化处理,调整酸度 2.加强酸洗过程的质量控制
9
膜呈彩虹花斑
用指甲划过无划痕,对光观察呈彩虹色
1.促进剂浓度过高
2.促进剂分布不均
3.除油不彻底
1.停加促进剂
2.充分搅拌,使之均匀
3.补加脱脂剂
10
磷化槽液变黑
磷化槽液变黑浑浊
1.槽液温度低于规定温度
2.溶液中亚铁离子过量
3.总酸度过低
1.停止磷化,升高槽液温度至沸点,保持1-2h,并用空气搅拌,直至灰色到原色
2.氧化剂,如高锰酸钾等
3.补充硝酸锌,提高总酸度
11
磷化膜发蓝
磷化膜部分表面产生紫兰色彩
1.表调剂的PH值不在工艺范围
2.表调与磷化间隔区的水务喷嘴堵塞
3.磷化槽液的锌离子含量不足
4.磷化槽液的促进剂含量不够
1.补加表调剂或补加NaCO3以提高PH值
2.检查、清扫水务喷嘴
3.补加磷化液或硝酸锌
4.补加促进剂
12
涂膜起泡
涂装后,涂膜发生起泡现象
1.磷化后水洗不充分
2.清洗水被污染
3.纯水的水质不好
4.吊架或传送带上滴落水
1.检查喷嘴或水洗方法
2.增加供水量,控制清洗水的电导率在150us/cm以下
3.控制纯水的电导率在5us/cm
4.消除这类滴水


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 磷化 常见问题 解决方法
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
播音与主持艺术专业本科人才培养方案.docx
-
人教版高中英语选修7词汇表英汉分开1Word文件下载.docx
-
隧道风水管路布置作业标准 1Word格式.docx
-
四川省德阳三中学年高二上学期期中考试生物试题Word版含答案Word文件下载.docx
-
特殊平行四边形证明及解答题困难学生版Word文档下载推荐.docx
-
伺服系统知识体系Word格式文档下载.docx
-
遗产税税制的研究探讨Word格式文档下载.docx
-
苏教版三年级数学万以内的乘法docWord下载.docx
-
天津市语文Word文档格式.docx
-
西工大电磁场与电磁波实验报告完成版Word格式.docx
-
镇江特种设备事故应急救援预案Word文档下载推荐.docx
-
塑钢窗验收标准定稿Word文档下载推荐.docx
-
中国宝安体育舞蹈全国公开赛Word文件下载.docx
-
中考物理电学及力学计算题含答案探究Word格式.docx
-
部编6语上第三单元 主题训练卷.docx
-
届高考地理一轮复习世界地理专项训练5俄罗斯Word下载.docx
-
怎样去除桌面图标下的阴影XP系统文档格式.docx
-
实验24包翔文档格式.docx
-
小学探究型课程一年级第一学期全册教案Word格式文档下载.docx
