 毕业设计2500万米年棉布染整工艺设计.docx
毕业设计2500万米年棉布染整工艺设计.docx
- 文档编号:4166712
- 上传时间:2022-11-28
- 格式:DOCX
- 页数:11
- 大小:412.63KB
毕业设计2500万米年棉布染整工艺设计.docx
《毕业设计2500万米年棉布染整工艺设计.docx》由会员分享,可在线阅读,更多相关《毕业设计2500万米年棉布染整工艺设计.docx(11页珍藏版)》请在冰豆网上搜索。
毕业设计2500万米年棉布染整工艺设计
2500万米/年棉布染整工艺设计
【设计内容】
一、产品设计方案
二、主要产品的工艺流程
三、设备选型、配备及排列
四、典型产品工艺设计:
全棉印花绉布染整工艺设计
一、产品设计方案
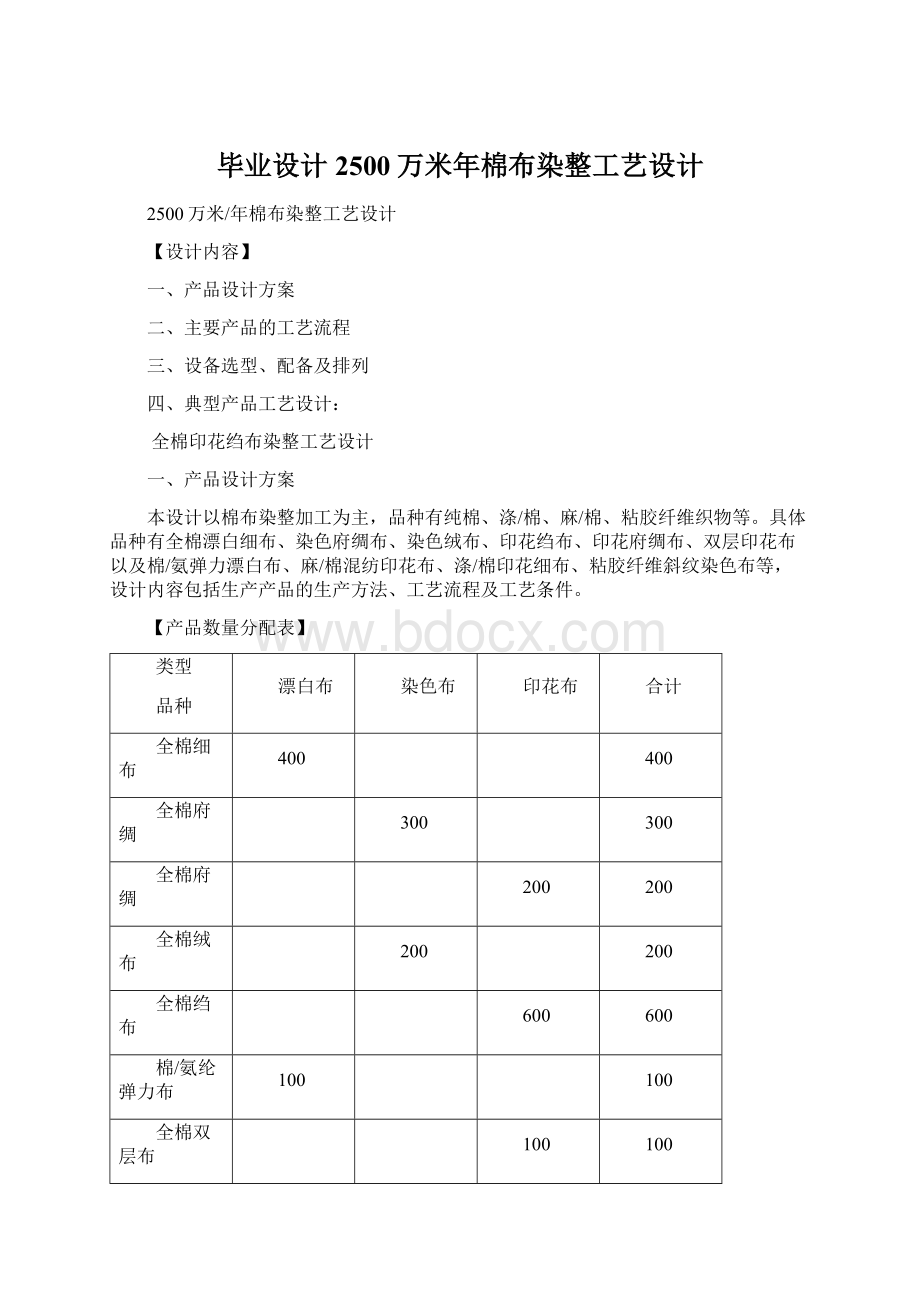
本设计以棉布染整加工为主,品种有纯棉、涤/棉、麻/棉、粘胶纤维织物等。
具体品种有全棉漂白细布、染色府绸布、染色绒布、印花绉布、印花府绸布、双层印花布以及棉/氨弹力漂白布、麻/棉混纺印花布、涤/棉印花细布、粘胶纤维斜纹染色布等,设计内容包括生产产品的生产方法、工艺流程及工艺条件。
【产品数量分配表】
类型
品种
漂白布
染色布
印花布
合计
全棉细布
400
400
全棉府绸
300
300
全棉府绸
200
200
全棉绒布
200
200
全棉绉布
600
600
棉/氨纶弹力布
100
100
全棉双层布
100
100
麻棉混纺平布
150
150
涤棉混纺细布
400
400
粘胶纤维斜纹布
50
50
合计
500
550
1450
2500
二、主要产品的工艺流程
主要产品
工艺流程
全棉漂白细布
坯布检验→摆缝→烧毛→平幅退煮漂→丝光→双氧水复漂、加白→柔软、拉幅→预缩→成品。
全棉染色府绸
坯布检验→摆缝→烧毛→平幅退煮漂→丝光→染色→水洗→烘干→柔软拉幅→预缩→成品。
全棉印花府绸布
坯布准备→摆缝→烧毛→平幅退煮漂→丝光→染地色→松烘→印花→汽蒸→皂洗→柔软拉幅→叠层轧光→检码→成品。
全棉染色绒布
坯布检验→摆缝→卷染染色→松烘→柔软拉幅→起毛→拉幅→成品。
全棉印花绉布
坯布准备→摆缝→烧毛→退煮漂→染地色→拉幅去皱→印花→汽蒸→松式水洗起绉→松烘→拉幅定形→成品。
棉/氨纶漂白弹力布
坯布检验→摆缝→平幅练漂→平幅洗涤→预定形→烧毛→平幅氧漂→丝光→平幅复漂、加白→柔软拉幅→预缩→成品。
全棉双层印花布
坯布检验→摆缝→烧毛→平幅退煮漂→烘干→印花→汽蒸→皂洗→柔软拉幅→成品。
麻/棉混纺印花平布
坯布检验→摆缝→平幅退煮漂→烘干→烧毛→练漂→丝光→印花→汽蒸→皂洗→柔软拉幅→预缩→成品。
涤/棉混纺染色细布
坯布检验→摆缝→烧毛→平幅碱氧练漂→烘干→丝光→热定形→印花→蒸化→皂洗→柔软拉幅→成品。
粘胶纤维斜纹染色布
坯布检验→摆缝→烧毛→平幅碱氧练漂→染色→松烘→起毛→拉幅→预缩→成品。
三、设备选型、配备及排列
【设备选型、配置明细表】
设备名称
设备型号
实际
年产量
设备设计
年产量〔台〕
设备
台数
利用率
〔%〕
气体烧毛机
LMH-003A-180
2800
3000
1
平幅退煮漂联合机
LMH021-180
1500
1500
1
100
平幅练漂机
LMH066-160
2250
1500
2
75
直辊布铗丝光机
LMH282-180
1200
1200
1
100
布铗丝光机
LMH202-180
650
1200
1
溢流染色机
ECO-38
1050
250
5
84
变频卷染机
HY618-180
800
250
4
80
圆网印花机
STK-180
1650
1000
2
长环蒸化机
MH981-200
1650
1800
1
松式平幅水洗机
LMH204-180
1150
1200
1
平幅皂洗机
LMH631J-180
850
1000
1
85
开幅轧水烘燥机
LMH132-180
1350
1500
1
90
松式烘燥机
S320-180
1250
1000
2
起毛机
CL-0-180
250
500
1
50
热定形机
LMH773Y-180
500
1200
1
热风拉幅整理机
LMA798-180
4000
1500
3
六辊轧光机
M241A-180
200
1200
1
橡胶毯预缩机
LMA442C
1300
1500
1
验布折布联合机
LMH882-180
3000
1000
3
100
电动打包机
M492
3000
3000
1
100
3000万米/年棉布印染厂设备平面排列图
四、典型产品工艺设计:
全棉印花绉布染整工艺设计
1.产品特点
本产品由常规捻度的经纱与高捻度的纬纱交织而成,通过松式染整加工,使纬向高捻度纬纱收缩后在织物布面产生不规那么的绉纹,凹凸感强,绉感饱满,手感柔软,吸水、透气性好,穿着舒适,备受消费者青睐。
2.工艺流程
坯布准备→摆缝→烧毛→平幅练漂→染地色→拉幅去皱→印花→汽蒸→松式水洗起绉→松烘→拉幅定形→成品。
3.工艺内容
〔1〕坯布准备
①坯布规格
幅宽140cm、线密度14.5tex/14.5tex、密度256根/10cm×220根/10cm
②坯布检验
物理指标:
原布的长度、幅宽、重量、经纬纱的线密度和密度、强力等;
外观疵点:
纺织过程中所形成的疵病。
抽验率:
10%
③翻布、打印
④缝头
〔2〕烧毛
采用气体烧毛机。
烧毛工艺
工艺流程:
进布→刷毛→烧毛〔火口的火焰温度为800~900℃、车速为100m/min,一正一反〕→灭火〔采用湿落布〕→落布
烧毛级数要求到达3~4级。
〔3〕退、煮、漂前处理工艺
采用碱氧一浴一步法前处理工艺,要求毛效到达8cm/30min以上,白度到达80%以上。
工艺流程:
浸轧工作液→汽蒸〔90~95℃、80min〕→热水洗〔80~85℃〕→温水洗〔50~60℃〕→冷水洗。
工艺处方及条件:
氢氧化钠18~20g/L
高效精练剂10.0g/L
100%双氧水10~12g/L
水玻璃4.0g/L
高效稳定剂3.0g/L
络合剂1.0g/L
车速40m/min
〔4〕染地色
采用溢流染色,在松式液流的松懈作用下使织物布面起绉。
染色要求颜色均匀,色光符合标样,各项指标到达客户要求。
工艺流程:
练漂半制品→30℃进缸→30℃加料→升温至65℃→保温20min→加盐促染→加碱固色→保温45min→水洗→皂洗→热水洗→出缸→退捻→松烘。
工艺处方:
(浅黄色)
活性黄B-4RFN〔%,owf〕
活性红B-3G〔%,owf〕0.004
元明粉10g/L
纯碱5g/L
六偏磷酸钠1g/L
浴比1:
15
〔5〕脱水、松烘〔松式烘燥机〕
通过脱水降低织物含水率,减轻烘干负担。
通过松烘使织物在松式条件下进行烘燥,防止织物伸长。
落布要干,保证落布绉感饱满匀称。
工艺条件:
松式进布、温度120~130℃、车速30m/min。
〔6〕拉幅去皱
①去皱目的
由于织物在前处理和松式溢流机的染色过程中布面起皱,假设直接印花会产生印花皱等疵病。
因此需通过高温拉幅去除皱纹,使布面平整,易于后道印花。
②工艺条件
车速40~45m/min;温度150~155℃;落布幅宽130cm。
〔7〕印花
涂料印花工艺简单,是采用黏合剂把颜料粘附于织物上,适用于各种纤维材料织物的印花。
涂料色谱广、色泽鲜艳、拼色容易、印花线条精细、轮廓清晰、耐晒牢度较高、无须水洗、符合节能减排的开展方向。
印花工艺流程:
审稿→打手指样→调制色浆→制网→印花→烘干〔80℃、3min〕→汽蒸〔102~104℃、7min〕或焙烘〔145~150℃、3~5min〕。
采用圆网印花,在印花过程中,对花一定要遵循先小花后大花,先花型后底版,慢慢对色,时刻注意堵网、漏网、搭色、对花不准、印花绉等疵病。
印花后要烘干,防止花纹渗化和搭色。
色浆处方〔咖啡圆点处方〕
涂料棕8801
涂料元8501
涂料金黄8204
黏合剂20%
增稠剂2%~3%〔对色浆总量〕
印花〔圆网印花〕
〔8〕汽蒸
使黏合剂与纤维充分结合,将涂料颗粒包覆在织物外表。
汽蒸条件:
温度104℃、时间7min、车速28m/min。
〔9〕松式水洗起皱
通过松式水洗使已经去绉的布面恢复绉感,同时在水洗液中参加了柔软剂进行调理,使织物的手感更加柔软舒适。
工艺处方:
有机硅柔软剂3g/L。
工艺条件:
常温,20~30min,湿落布。
〔10〕松烘〔松式烘燥机〕
使织物在松式条件下进行烘燥,防止织物伸长。
落布要干,保证落布绉感饱满匀称。
工艺条件:
松式进布、温度100℃、车速30m/min。
〔11〕拉幅定形
使织物到达规定门幅。
工艺条件:
车速40~45m/min,温度150~155℃,成品门幅109~112cm。
〔12〕成品
①质量指标
耐洗染色牢度要求3~4级;缩水率要求在-5%以内。
②成品检验与包装
质量要求:
码页整齐、大小一致、稍印清晰、折布整齐、标签一致。
工艺流程:
验布→码布→开剪→定等→折布→成件→复检→打包
工艺条件:
车速40m/min、码页长度100cm、成品幅宽109~112cm。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 毕业设计 2500 万米 棉布 染整 工艺 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
人教版三年级语文下册第四单元导学案Word格式.docx
-
智慧政务电子政务教案人民大学Word文档格式.docx
-
装饰装修监理实施细则Word文档格式.docx
-
最新事业单位会计继续教育题库含答案AAT文档格式.docx
-
中班超轻粘土手工教案Word文档格式.docx
-
宗教文化规范性传播Word文档格式.docx
-
最新整理届高三上学期第四次月考语文试题 Word版含答案116文档格式.docx
-
河南省商丘市九校学年高一下学期期末联考地理试题含答案Word下载.docx
-
最新《安全生产法》修正案考试题库150题含答案Word文档下载推荐.docx
-
遵章守纪交通违章与事故处理记录资料Word文件下载.docx
-
黑龙江哈尔滨市中考语文试题及答案Word文档下载推荐.docx
-
中国近代史重点整理Word下载.docx
-
《丰田管理方式》读书报告Word下载.docx
-
最新部编版小学语文三年级上册第七单元教学设计A4直接打印版Word文件下载.docx
-
最新电大成本会计形成性考核作业答案1Word下载.docx
-
人教版小学三年级数学应用题200题Word文档格式.docx
-
土地定额编制规定Word下载.docx
-
《管理会计》教案DOC文档格式.docx
-
湖北省黄冈市高三物理上学期月新起点考试试题Word文件下载.docx
