 完整版焊接车间工艺卡片.docx
完整版焊接车间工艺卡片.docx
- 文档编号:6891295
- 上传时间:2023-01-12
- 格式:DOCX
- 页数:21
- 大小:167.76KB
完整版焊接车间工艺卡片.docx
《完整版焊接车间工艺卡片.docx》由会员分享,可在线阅读,更多相关《完整版焊接车间工艺卡片.docx(21页珍藏版)》请在冰豆网上搜索。
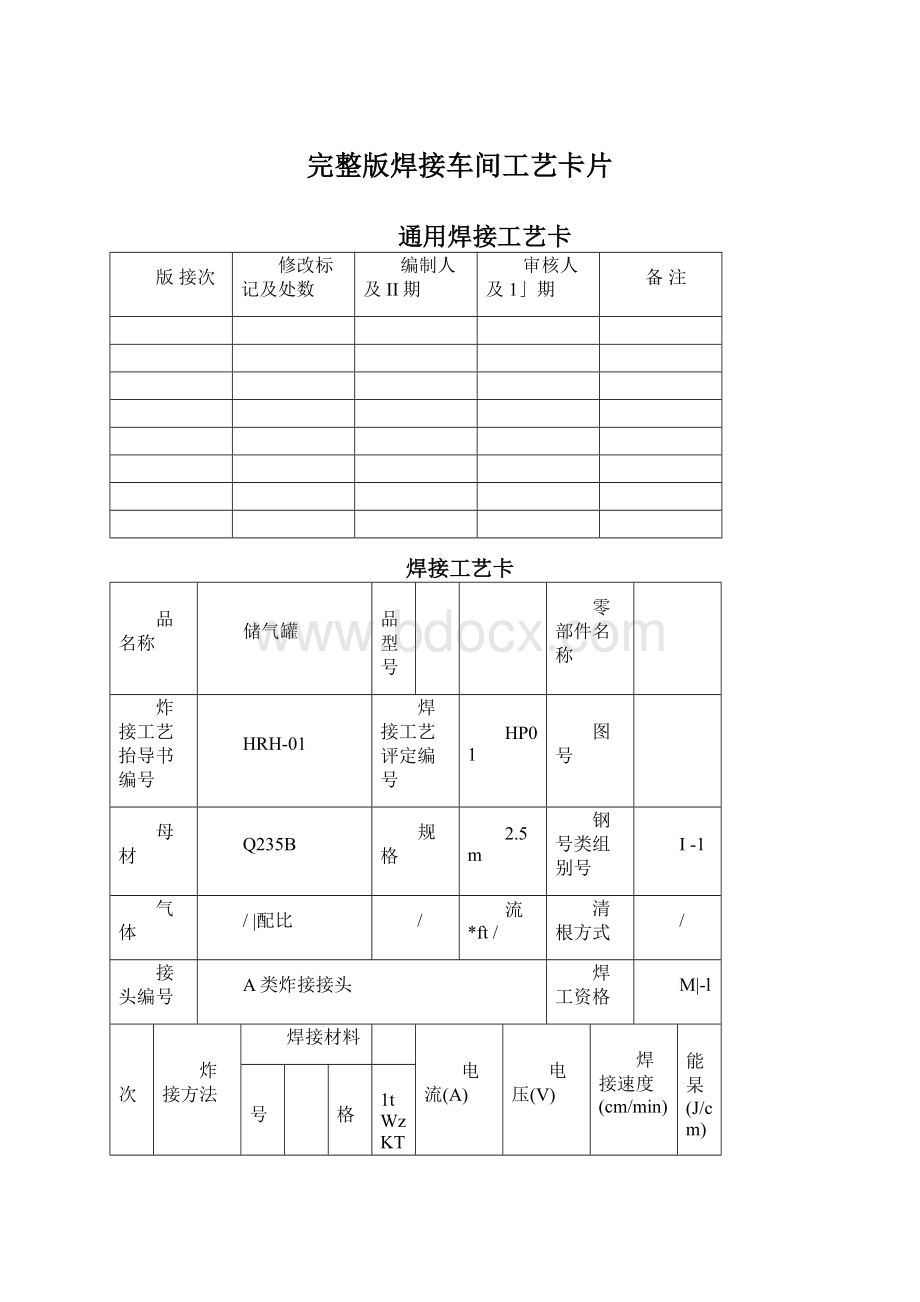
完整版焊接车间工艺卡片
通用焊接工艺卡
版接次
修改标记及处数
编制人及II期
审核人及1」期
备注
焊接工艺卡
品名称
储气罐
产品型号
零部件名称
炸接工艺抬导书编号
HRH-01
焊接工艺评定编号
HP01
图号
母材
Q235B
规格
2.5m
钢号类组别号
I-1
气体
/|配比
/
流*ft/
清根方式
/
接头编号
A类炸接接头
焊工资格
M|-l
层次
炸接方法
焊接材料
电流(A)
电压(V)
焊接速度(cm/min)
线能杲(J/cm)
牌号
规格
41tWzKT«!
lx
1
SAW
ER50-6
HJ431
01.6
K流反极
〜200
25〜28
60〜80
4543
2
SAW
〜250
28〜30
80〜90
5118
灯接恳次・顺序小壷图:
炸接层次(证/反):
各一层坡口角度:
0°钝边:
板耳间琼:
0〜1
技术耍求及说明:
1、淸除坡口两侧内外表面20颐范围的油污、锈蚀、尘土且应鉛出金属光泽。
2、纵焊缝与息弧板相连一端30〜50血!
的内焊缝先用手工电弧焊焊接.
IH、
NO:
01
衣H—05
编制:
年丿1口
焊接贾任工程师:
2003年06Jj16
li
焊接工艺卡
表H-05NO:
02
产品名称
储气罐
产品型号
零部件名称
焊接工艺指导书编号
HP01-01
焊接工艺评定编号
HP01
图号
母材
Q235R
规格
3m
钢号类组别号
I-1
气体
/|配比
/
流®:
/
淸根方式
/
接头编号
A类烬接接头
焊工资格
M|-l
层次
焊接方濟
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cni/min)
线能录(J/cm)
牌号
规格
1
SAW
ER50-6
HJ431
01.6
直流反极
〜22()
25〜28
60〜80
4997
2
SAW
〜275
30〜34
80〜90
6212
焊接层次.顺序小总图:
J
炸接层次(正/反):
各一层坡口角度:
Oe饨边:
板厚间騙0~1
技术要求及说明:
1、浦除坡口两侧内外表面20mm范閑的汕污.锈蚀、尘土J1应露出金厲光泽.
2、纵炸缝与息弧板相连一端30〜50师的内烬缝先用手工电弧炸焊接.
焊接工艺卡
表H-05N0:
03
产品名称
储气罐
产品却号
零部件名称
焊接工艺指导书编号
HRJI-Ol
烬接工艺评定编号
HP01
图号
母材
Q235B
规格
3.5mm
钢弓类组别号
I-1
气体
/|配比
/
流啟/
淸根方式
/
接头编弓
A类焊接接头
炸工资辂
M|-l
层次
炸接方法
卅接材科
电源及极性
电流(A)
电压(V)
焊接速度(cni/min)
线能僦(J/cm)
牌号
1
SAW
ER50-6
HJ431
01.6
直流反极
〜25()
26〜30
60〜80
6()0()
2
SAW
〜300
36〜38
75〜85
8325
炸接泾次.顺序小意图:
技术要求及说明:
1、淸除坡口两侧内外表面20皿范幽的汕污、锈蚀、尘土.n应磅出金属光泽.
2、纵炸缝与息弧板相连一瑞3()〜5Umm的内炸缝先用手工电弧烬炸接.
焊接工艺卡
表H-05N0:
04
产晶名称
储气罐
产品型号
岑部件名称
焊接丁艺扌旨亍me外
HP0I-01
炸接工艺评定编号
IIP0I
图号
母材
Q235B
规格
4mm
钢号类组别号
I一I
气体
/|配比
/
流最/
苗根方式
/
接头编号
对接接头
炸T•资格
Mi-1
层次
炸接方法
胖接材料
电源及极性
电流(A)
电压(V)
焊接速度(cni/min)
线能彊(J/cm)
牌号
1
SAW
ER50-6
HJ431
01.6
直流反极
〜28()
28〜32
60〜80
7200
2
SAW
〜325
36〜3"
70〜80
9620
焊接层次,顺序示意图:
技术要求及说明:
编制:
K淸除坡口两侧内外农面2Umm范围的油污.锈蚀.尘土且应屈出金属光泽.
2、纵烬缝与息弧板相连一端30〜5()mm的内炸缝先用手工电狐悍烬接。
2003年06丿J1611
焊接工艺卡
产品名称
储气罐
产品型号
冬部件名称
炸接匸艺抬9对缩号
HRU-0I
炸接丁戈评定编号
IIMI1
图号
母材
Q235B
规格
5mm
钢号类组别弓
I一I
气体
/|配比
/
流就/
淸根方式
/
接头編号
A类焊接接头
焊工资格
Mt-1
层次
焊接方法
卅接材料
电源及极性
电流(A)
电压(V)
焊接速度
(cm/min)
线能帚
(J/cm)
牌号
观俗
1
SAW
ER50-6
HJ431
01.6
直流反极
300〜320
28〜32
60〜80
7971
2
SAW
340〜360
36〜38
70〜75
10717
表H-05
N0:
05
悍接层次,顺序示意图:
焊接工艺卡
产品名称
产品型号
零部件名称
炸接T.艺抬导书缩弓
悍接.T•艺评定编号
图号
母材
规格
钢号类组别兮
气体
配比
清根方式
接头编弓
焊工资格
泾次
辉樣方法
焊接材料
i|ifittt.H
电流(A)
电压(V)
焊接遼度(cm/min)
线能就(J/cm)
牌号
规格
表H-05
灼接层次.顺序承意图:
技术耍求及说明:
1、淸除坡口两侧内外表面20逊范围的油污.锈蚀.尘土且应露出金属光泽。
2.
纵焊缝与息弧板相连一端3U〜50顾的内焊缝先用乎工电弧焊焊接・
焊接工艺卡
表H-05NO:
II
产骷名称
储气罐
产品型号
/
零部件名称
/
焊接工艺指导书编号
iim-oi
焊接工艺评定编号
HP02
图号
/
母材
Q235B
规楼
5nn
洌号类组别号
I■I
气体
/|配比
/
流就/
淸根方式
/
接头编号
B类焊接接头
焊工资格
Mi-1
层次
焊接方法
炸接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能疑(J/cm)
牌号
规楼
1
SAW
ER49-1
H.J431
02
直流反接
400〜420
38〜40
70〜80
12792
技术要求及说明:
K淸除坡口两侧内外表面2()负范卿的油污、锈蚀、尘土HbYS?
出金属光泽.
2、淸除垫;板外侧的油污、锈蚀、尘土且应館出金属光泽・
编制:
年月日
炸接责任工程师:
2003年06JJ16
U
焊接
工艺卡
衣H-O5
NO:
12
产品名称
产品教号
零部件名称
炸接匸艺指导书编号
焊接T艺评定编号
图号
母材
规格
钢巧类组别弓
气体
配比
~~fftT
淸根方式
接头编弓
炸丁•资格
层次
焊揍方法
卅接材料
-ilj^IrtlbiBM.
电流(A)
电压(V)
炸接速度(cm/min)
线能啟(J/cm)
牌号
m
焊接层次,顺用示畝
045
Q:
tv接层次(正/反):
正面•层/丿坡口角皮:
0"
/(饨边:
仮厚
yi~~、其它=
1
技术要求及说明:
K淸除坡口两侧内外表面2()页范围的油污、锈蚀.尘土且应需出金属光泽。
2、淸除垫板外侧的油污、锈蚀、尘土Ji应霜出金属光泽。
编制:
年丿JU烬接责任工程师:
2003年06月16
日
焊接工艺卡
产品名称
储气雄
产品型号
/
零部件名称
/
炸接工艺指导廿編号
HP02-02
焊搂工艺评定编号
HP02
图号
/
母材
Q235B
规恪
4nxn
钢号类组别号
I…I
气体
/|配比
/
流m/
淸根方式
/
接头编号
B类烬接接头
炸T•资辂
M|-l
层次炸接方法
焊接材料
牌号规楼
-电源及极性电流(A)电压(V)警速什号产丫
(cm/min)(J/cm)
&H-05
NO:
1()
1
SAW
ER49-1HJ43I
①2
直流反极
350-370
36〜38
70〜85
9990
焊接层次,顺庠示jg
:
图:
1
炸接层次(正/反):
正面一层坡口角喪:
0°
(电边:
板耳间琼:
0〜1
技术耍求及说明:
1、淸除坡口两侧内外表面20mm范围的油污.锈蚀.尘土且应起出金属光泽。
2、淸除垫板外侧的油污、锈蚀、尘土FL应館出金属光泽。
2
“7
1\
年月LI
炸接贵任工税师,
2003年06JJ16
日
焊接
工艺卡
农H-05
NO:
09
产品名称
储气罐
产品熨号
/
零部件名称
/
炸接工艺抬导书编号
HP01-01
焊接工艺评定编号
HP01
图号
/
母材
Q235B
规格
3.5
钢号类组别号
I-I
气体
/]配比
/
流就/
淸根方式
/
接头编号
B类焊接接头
焊工资格
Mi-1
:
门〔八;・电撷"极件电流(A)■jivmi込「;•
牌号
规格
(cni/min)
(J/cm)
330〜350
34〜36
75〜85
«925
焊接层次,顺序示意图
•
•
1
炸接杲次(正/反):
正面一层
技术要求及说明:
1、淸除坡口两侧内外表面20血范围的油污、锈蚀、尘土H应廡出金属光泽。
2.清除垫板外侧的汕污.锈蚀.尘土冃应诙出金属光泽。
坡口角反:
oe
饨边^板厚
间隙:
0〜1
寸——=~□
编制:
年H日焊接资任工程师:
2003年06H16
日
焊接工艺卡
产品名称
产品型号
冬部件名称
炸接工艺指导书编号
炸樓丁•艺评定编号
图号
母材
规格
钢号类组别号
气体
配比
流吊|
淸根方式
接头编号
捽工资辂
表H-05
NO:
()8
层次
炸接方法
焊接材料
电源及极性
电流(A)
电压(V)
炸接速度(cm/min)
线能m(J/cm)
牌号
m
310〜320
32〜34
75〜85
焊接层次,顺序示意
0-15
图:
1
jZ?
炸按层次5〃反):
il:
ifn•层
二^j坡口角度=
/J饨边:
板艸
技术要求及说明:
k淸除坡口两侧内外表面20mm范围的油污、锈蚀.尘土且应蘇出金屈光泽。
2、淸除垫板外侧的油污、锈蚀、尘土且应鰭出金属光泽。
编制:
年月U悍接资任工程师:
2003年06M16
U
焊接工艺卡
产品名称
产品型号
零部件名称
桿接1•艺指导书编号
焊接「艺评定编号
图号
母材
规格
钢号类组别号
气体
|配比
流就|
淸根方式
表H-05
NO:
07
接头编号1那工资格
层次
奔搂方法
炸接材料
电源及极性
电流(A)
电压(V)
炸接速皮(cm/min)
线能M(J/cm)
牌号
规格
1
270〜290
28〜30
80〜90
炸接层次•顺序示意
045
图:
1厂
-YTT/.nrWii心
技术耍求及说明:
1、淸除坡1」两侧内外表面20呗范围的油污、锈蚀、尘土且应蹋出金屈光泽。
2、清除垫板外侧的汕污、锈蚀、尘土KhVS出金属光泽。
坡口角度:
0J钝边:
板炸其它:
VA
寸_工——1
编制:
u
年丿」U
焊接贲任工程师:
2003年06JJ16
焊接工艺卡
农H-05NO:
产品名称
焊接工艺评定试板
产品型号
7
零部件名称
/
焊接丁艺指导书编号
HP03-01
焊接工艺讦定編号
HP03
图号
/
母材
Q235B
规格
4nm
钢号类组别号
I一I
n休
/|配比|/|流駅/
带根方式
碳瓠气刨
接头编号
对接接头
焊工资格
层次
焊接方法
炸接材料
电源及极性
电流(A)
电压(V)
炸接速度(cm/min)
线能笊(J/cm)
牌号
1
SMAW
J422
0>3.2
交流
110〜125
20〜22
/
/
2
SMAW
J422
03.2
交流
110〜125
20〜22
/
/
3
SMAW
J422
①3.2
交流
110〜125
20-22
/
/
焊接层次,顺序示总E
炸按层次正面:
二层
J反面:
一层
•C坡口角度:
60°
钝边:
1土1
间畝:
1±0.5
技术要求及说明:
编制:
年丿]日
焊接资任匸程师:
2003年06JJ16
U
焊接
工艺卡
表H-05
NO:
产晶名称
产品型号
岑部件名称
炸接T•艺指S书编号
烬接工艺评定编号
图号
母材
规格
钢号类组别号
气体
配比
流尿
活根方式
接头编号
炸T•资格
层次
焊按方法
焊接材料
电源及极性
电流(A)
电压(V)
炸接速皮(cm/min)
线能就(J/cm)
牌号
规格
卅接戻次・顺序示意图:
技术要求及说明:
tv接层次(正/反人各•层坡口角度,U钝边,板即其它,
品名称
产品型号
冷部件名称
炸接1•艺指导书编号
焊接「艺评定编号
图号
表H-05
NO:
母材
规格
钢号类组别号
气体
配比
流尿
活根方式
接头编号
炸T•资格
层次
焊按方法
焊接材料
电源及极性
电流(A)
电压(V)
炸接速皮(cm/min)
线能就(J/cm)
牌号
规格
卅接戻次・顺序示意图:
技术要求及说明:
tv接层次(正/反人各•层坡口角度,U钝边,板即其它,
品名称
产品型号
冷部件名称
炸接1•艺指导书编号
焊接「艺评定编号
图号
表H-05
NO:
母材
规格
钢号类组别号
气体
配比
流尿
活根方式
接头编号
炸T•资格
层次
焊按方法
焊接材料
电源及极性
电流(A)
电压(V)
炸接速皮(cm/min)
线能就(J/cm)
牌号
规格
卅接戻次・顺序示意图:
技术要求及说明:
tv接层次(正/反人各•层坡口角度,U钝边,板即其它,
品名称
产品型号
冷部件名称
炸接1•艺指导书编号
焊接「艺评定编号
图号
表H-05
NO:
母材
规格
钢号类组别号
气体
配比
流尿
活根方式
接头编号
炸T•资格
层次
焊按方法
焊接材料
电源及极性
电流(A)
电压(V)
炸接速皮(cm/min)
线能就(J/cm)
牌号
规格
卅接戻次・顺序示意图:
技术要求及说明:
tv接层次(正/反人各•层坡口角度,U钝边,板即其它,
品名称
产品型号
冷部件名称
炸接1•艺指导书编号
焊接「艺评定编号
图号
表H-05
NO:
母材
规格
钢号类组别号
气体
配比
流尿
洁根方式
接头编号
炸T•资格
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速搜(cm/min)
线能就(J/cm)
牌号
规格
卅接戻次・顺序示意图:
技术要求及说明:
炸搖层次(正/反):
乞•层
敝口角度,U钝边,板呼畑
编制:
悍接资任I程师:
年y\U


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 完整版 焊接 车间 工艺 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
计算机与程序设计.docx
-
快乐英语第六册全册教案5.docx
-
就业创业政策暨就业专项资金评价报告 范本.docx
-
银行违规案例心得体会.docx
-
心理健康心得体会.docx
-
新店试营业推广方案.docx
-
中国国际农业贸易城建设可行性研究分析报告.docx
-
届福建省泉州市普通高中高三单科质量检查生物试题解析版.docx
-
精品项目可行性研究报告移动互联网+农产品批发市场建设项目可行性研究报告.docx
-
优秀教育人才评选方案.docx
-
雷雨天气应急预案.docx
-
一年下班主任工作总结.docx
-
聚苯乙烯泡沫板外墙保温施工方案1内容.docx
-
县宗教事务管理工作汇报.docx
-
写给前女友的道歉信.docx
-
劳动法劳动合同.docx
-
精选江苏省苏锡常镇四市届高三物理第三次模拟考试试题.docx
-
印制电路板设计实践.docx
-
新3年级语文.docx
