 #2机组大修化学检查总结.docx
#2机组大修化学检查总结.docx
- 文档编号:8964201
- 上传时间:2023-02-02
- 格式:DOCX
- 页数:22
- 大小:22.29KB
#2机组大修化学检查总结.docx
《#2机组大修化学检查总结.docx》由会员分享,可在线阅读,更多相关《#2机组大修化学检查总结.docx(22页珍藏版)》请在冰豆网上搜索。
#2机组大修化学检查总结
#2机组大修化学检查总结
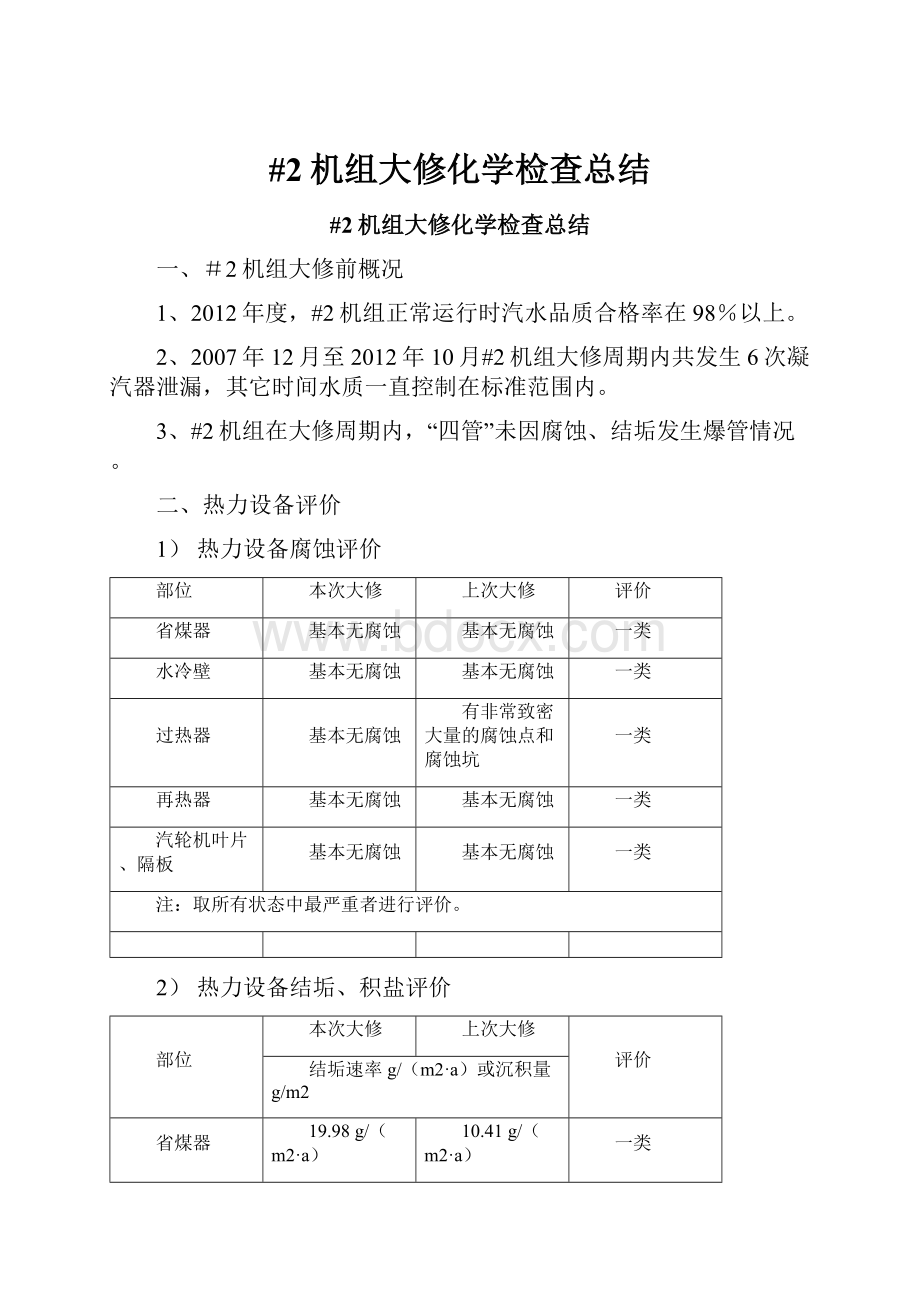
一、#2机组大修前概况
1、2012年度,#2机组正常运行时汽水品质合格率在98%以上。
2、2007年12月至2012年10月#2机组大修周期内共发生6次凝汽器泄漏,其它时间水质一直控制在标准范围内。
3、#2机组在大修周期内,“四管”未因腐蚀、结垢发生爆管情况。
二、热力设备评价
1)热力设备腐蚀评价
部位
本次大修
上次大修
评价
省煤器
基本无腐蚀
基本无腐蚀
一类
水冷壁
基本无腐蚀
基本无腐蚀
一类
过热器
基本无腐蚀
有非常致密大量的腐蚀点和腐蚀坑
一类
再热器
基本无腐蚀
基本无腐蚀
一类
汽轮机叶片、隔板
基本无腐蚀
基本无腐蚀
一类
注:
取所有状态中最严重者进行评价。
2)热力设备结垢、积盐评价
部位
本次大修
上次大修
评价
结垢速率g/(m2·a)或沉积量g/m2
省煤器
19.98g/(m2·a)
10.41g/(m2·a)
一类
水冷壁
38.98g/(m2·a)
41.02g/(m2·a)
一类
过热器
无结垢、积盐
无结垢、积盐
——
再热器
无结垢、积盐
无结垢、积盐
——
汽轮机叶片、隔板
2.46mg/(cm2.a)
3.58mg/(cm2.a)
二类
注:
取所有状态中最严重者进行评价。
三、机组检查记录
1)锅炉汽包检查记录表
锅炉№#2检查时间:
2012年10月26日
检查部位
检查项目
检查内容及方法
检查情况
大修验收情况
1
汽包内壁:
颜色
目视检查并照相
浅黑色
验收合格
2
汽水分界线:
是否明显
正常水位线应在汽包中心线以下150mm~250mm,汽水分界线是否明显、平整等,有无局部“高峰”并记录和描绘其部位
汽包水位分界线模糊。
3
底部:
有无积水
如有记录其长、宽、高度以及水色等
无积水
4
底部:
有无沉积物
如有记录其部位、状态、面积、高度和颜色
底部有少量黑色沉积物,已取样。
5
水侧:
有无腐蚀、结垢
刮取一定面积的沉积物称重
已刮取
6
汽侧:
有无腐蚀、结垢、积盐
如有记录其分布、密度,记录腐蚀点状态和尺寸,积盐处定性测pH值
无腐蚀、结垢、积盐
7
旋风筒及波形板:
有无脱落、错位
记录脱落、错位的位置及数目
旋风分离器有6个掀开。
8
多孔板:
有无脱落
记录脱落位置及数目
无脱落
9
加药管:
有无污堵、断裂、泄漏等
记录污堵、断裂、泄漏的位置或数目
无污堵、断裂、泄漏
10
排污管:
有无污堵、断裂、泄漏等
记录污堵、断裂、泄漏的位置或数目
无污堵、断裂、泄漏
11
给水管道:
有无断裂等
如有记录其部位
无断裂
12
给水洗汽装置:
有无腐蚀、结垢、积盐、污堵,有无松脱情况
如有积盐,定性测pH值,记录其部位、状态、面积、高度和颜色等
无腐蚀、结垢、积盐、污堵,无松脱
13
封门前检查
内部装置是否完整以及底部清洁情况
完整并清理
14
腐蚀产物或垢样分析
按附录E进行分析
按要求进行分析
2)锅炉水冷壁管化学检查记录
锅炉№#2割管部位:
炉管检查时间:
2012年11月1日
检查
部位
检查项目
检查内容及方法
检查情况
大修验收情况
割管选择顺序:
1.爆管附近的管。
2.胀粗或变色附近的管。
3.热负荷最高部位的管。
(D1右19取样)
管样长度:
是否符合要求
气割大于1m
锯割大于0.5m
符合要求
验收合格
管样加工:
是否符合要求
车床加工不能加冷却剂,车速不应过快,进刀量要小,应做好方位流向标志。
外壁车薄至2mm~3mm厚,再锯割成40mm~50mm长,按向、背火侧剖开,修去毛刺
符合要求
管样内径尺寸
游标卡尺测量
内径47.20mm
管样外壁:
有无破口、鼓包,有无明显减薄
取到管样后立即外观检查
无破口、鼓包,无明显减薄
剖管检查向火侧:
垢色、腐蚀特征,如有无溃疡性腐蚀、氢脆、垢下腐蚀等
目视检查并照相、刮取垢样、测定点蚀坑的深度等
无溃疡性腐蚀、氢脆、垢下腐蚀
剖管检查背火侧:
垢色、腐蚀特征,如有无溃疡性、氢脆、垢下腐蚀等
同上
垢量及结垢速率
加工管段酸洗分析:
背火侧:
垢重:
0.9406g
管段面积:
0.004088m2
向火侧:
垢重:
1.4180g
管段面积:
0.003962m2
背火侧
结垢量:
222.97g/m2
结垢速率:
24.77g/(m2.a)
向火侧
结垢量:
350.78g/m2
结垢速率:
38.98g/(m2.a)
评价为:
一类
腐蚀产物或垢样分析
按附录E进行分析。
按要求进行分析
3)过热器管化学检查记录
锅炉№#2割管部位:
过热器检查时间:
2012年11月1日
检查
部位
检查项目
检查内容及方法
检查情况
大修验收情况
割管选择顺序:
1.爆管附近的管。
2.胀粗或变色附近的管。
3.热负荷最高部位的管。
(右数第10屏中间段)
管样长度:
是否符合要求
气割大于1m
锯割大于0.5m
符合要求
验收合格
管样加工:
是否符合要求
车床加工不能加冷却剂车速不应过快,进刀量要小,应作好流向标志。
外壁车光至2mm~3mm厚,再锯割成40mm~50mm长,修去毛刺。
符合要求
管样内径尺寸
游标卡尺测量
内径33.03mm
管样外壁:
有无破口、鼓包,有无明显减薄等
拿到管样后立即外观检查
无破口、鼓包,无明显减薄
管样内壁:
有无积水、油迹
拿到管样后立即内部检查
无积水、油迹。
管样内壁:
有无结垢、积盐,弯头有无腐蚀产物沉积或堵塞
拿到管样后先内部检查,待管样处理后再仔细检查,积盐处定性测其pH值
无结垢、积盐,弯头无腐蚀产物沉积或堵塞
垢样:
颜色、腐蚀特征如有无氧化铁皮等
数码相机照相
挤压或刮取的方法检查垢样
无腐蚀,无氧化皮。
化学清洗后有无明显腐蚀坑
测定点蚀坑的面积、深度等
无明显腐蚀坑
垢量及结垢速率
无氧化皮
无氧化皮
腐蚀产物或垢样分析
按附录E进行分析。
按要求进行分析
4)再热器管化学检查记录
锅炉№#2割管部位:
再热器检查时间:
2012年11月1日
检查
部位
检查项目
检查内容及方法
检查情况
大修验收情况
割管选择顺序:
1.爆管附近的管。
2.胀粗或变色附近的管。
3.热负荷最高部位的管。
(后再左数第16根)
管样长度:
是否符合要求
气割大于1m
锯割大于0.5m
符合要求
验收合格
管样加工:
是否符合要求
车床加工不能加冷却剂。
车速不应过快,进刀量要小,应作好流向标志。
外壁车光至2mm~3mm厚,再锯割成40mm~50mm长,修去毛刺。
符合要求
管样内径尺寸
游标卡尺测量
内径55.05mm
管样外壁:
有无破口、鼓包,有无明显减薄等
拿到管样后立即外观检查
无破口、鼓包,无明显减薄
管样内壁;有无积水、油迹
拿到管样后立即内部检查
无积水、油迹
管样内壁:
有无结垢、积盐,弯头有无腐蚀产物沉积或堵塞
拿到管样后先内部检查,待管样处理后再仔细检查,积盐处定性测其pH值
无结垢、积盐;无腐蚀产物沉积或堵塞
垢样:
颜色、腐蚀特征如有无氧化铁皮等
数码相机照相
管样刮取垢样及检查
无氧化铁皮
化学清洗后有无明显腐蚀坑
测定点蚀坑的面积、深度等
无明显腐蚀坑
垢量及结垢速率
无氧化皮
无氧化皮
腐蚀产物或垢样分析
按附录E进行分析。
按要求进行分析
5)高(低)温省煤器管化学检查记录
锅炉№#2割管部位:
省煤器检查时间:
2012年11月1日
检查
部位
检查项目
检查内容及方法
检查情况
大修验收情况
割管选择顺序:
1.爆管附近的管。
2.胀粗或变色附近的管。
3.热负荷最高部位的管。
(省煤器入口集箱右数第二根)
管样长度;是否符合要求
气割大于1m
锯割大于0.5m
符合要求
验收合格
管样加工;是否符合要求
车床加工不能加冷却剂车速不应过快,进刀量要小,应作好流向标志。
外壁车光至2mm~3mm厚,再锯割成40mm~50mm长,修去毛刺。
符合要求
管样内径尺寸
游标卡尺测量
内径32.00mm
管样外壁:
有无破口、鼓包,有无明显减薄等
拿到管样后立即外观检查
无破口、鼓包,无明显减薄
管样内壁;有无积水、油迹
拿到管样后立即内部检查
无积水、油迹
管样内壁:
有无结垢、积盐,弯头有无腐蚀产物沉积或堵塞
拿到管样后先内部检查,待管样处理后再仔细检查,积盐处定性测其pH值
无结垢、积盐,弯头无腐蚀产物沉积或堵塞
垢样;颜色、腐蚀特征如有无氧化铁皮等
数码相机照相
管样刮取垢样及检查
无氧化铁皮
化学清洗后有无明显腐蚀坑
测定点蚀坑的深度等
无明显腐蚀坑
酸洗垢量及沉积率
加工管段酸洗分析:
氧化皮重:
0.9444g
管段面积:
0.005053m2
氧化皮量:
179.78g/m2
结垢速率:
19.98g/(m2.a)
评价为:
一类
腐蚀产物或垢样分析
按附录E进行分析。
按要求进行分析
6)汽轮机高压缸化学检查记录
机组№#2检查时间:
2012年10月23日
检查部位
检查项目
检查内容及方法
检查情况
大修验收
情况
叶片、隔板、及轮轴(高压缸动叶片第12级、高压缸动叶片第8级、高压缸隔板套第12级)
各级叶片有无积盐;各级叶片垢的pH值
揭缸后立即进行检查。
用除盐水湿润pH试纸后粘在叶片沉积物较多的部位,根据试纸的颜色测试pH
调速级:
7
第8级
8
验收合格
第2级
7
第9级
8
第3级
7
第10级
7
第4级
7
第11级
7
第5级
7
第12级
7
第6级
8
第13级
第7级
8
定性检查叶片或沉积物中有无铜
用沾有含10%过硫酸铵的1:
1氨水的棉球按在需检查的表面,放置几分钟后,显蓝色为沉积物含铜
调速级:
无
第8级
有
第2级
无
第9级
有
第3级
无
第10级
有
第4级
有
第11级
有
第5级
有
第12级
有
第6级
有
第13级
第7级
有
各级叶片上垢的颜色
目视检查并照相
已拍照
调速级叶片有无机械损伤坑点
如有,记录其部位及状态
无机械损伤坑点
其他各级叶片有无机械损伤、坑点,有无高温水汽腐蚀
如有,记录其部位及状态
无高温水汽腐蚀
各级隔板有无机械损伤、坑点,有无高温水汽腐蚀
如有,记录其部位及状态
无高温水汽腐蚀
轮盘及轴有无锈蚀
目视检查并照相
无锈蚀
沉积量较大的叶片上的沉积量及沉积速率
按附录E的方法刮取叶背一定面积的全部垢量收入光滑纸内,放入干燥器内,24h后称量换算成mg/cm2和mg/(cm2.a)
沉积量:
5.95、7.93、12.3mg/cm2
沉积速率:
1.19、1.59、2.46mg/(cm2.a)
评价为:
二类
腐蚀产物或垢样分析
按附录E进行分析。
按要求进行分析
7)汽轮机中压缸化学检查记录
机组№#2检查时间:
2012年10月23日
检查部位
检查项目
检查内容及方法
检查情况
大修验收
情况
叶片、隔板、及轮轴(中压缸动叶第1级围带、第2级围带)
各级叶片有无积盐;各级叶片垢的pH值
揭缸后立即进行检查。
用除盐水湿润广范pH试纸后粘在叶片上垢较多的部位,根据试纸的颜色测试pH
第1级
9
第8级
9
验收合格
第2级
10
第9级
10
第3级
11
第10级
第4级
10
第11级
第5级
11
第12级
第6级
11
第13级
第7级
12
定性检查叶片或沉积物中有无铜
用沾有含10%过硫酸铵的1:
1氨水的棉球按在需检查的表面,放置几分钟后,显蓝色为沉积物含铜
第1级
无
第8级
无
第2级
无
第9级
无
第3级
无
第10级
第4级
无
第11级
第5级
无
第12级
第6级
无
第13级
第7级
无
各级叶片上垢的颜色
目视检查并照相
#1—#4级叶片光洁干净,呈金属本色,#5—#9级叶片有一层较薄的褐色粉尘。
第1级叶片有无机械损伤坑点
如有,记录其部位及状态
无机械损伤坑点
其他各级叶片有无机械损伤、坑点,有无高温水汽腐蚀
如有,记录其部位及状态
无机械损伤、坑点,无高温水汽腐蚀。
各级隔板有无机械损伤、坑点,有无高温水汽腐蚀
如有,记录其部位及状态
无
轮盘及轴有无锈蚀
目视检查并照相
无锈蚀
沉积量较大的叶片上的沉积量及沉积速率
按附录E的方法刮取叶背一定面积的全部垢量收入光滑纸内,放入干燥器内,24h后称量换算成mg/cm2和mg/(cm2.a)
沉积量:
64.71、70.28mg/cm2
沉积速率:
12.94、14.06mg/(cm2.a)
腐蚀产物或垢样分析
按附录E进行分析。
按要求进行分析
8)汽轮机低压缸化学检查记录
机组№#2检查时间:
2012年10月23日
检查部位
检查项目
检查内容及方法
检查情况
大修验收情况
各级叶片、隔板及轮轴(低压缸隔板套第5级、低压缸末级叶片隔板套)
各级叶片有无积盐;各级叶片垢的pH值
揭缸后立即进行检查。
用除盐水湿润广范pH试纸后粘在叶片上垢较多的部位,根据试纸的颜色测试pH
吊装走,未检查。
验收合格
定性检查叶片或沉积物中有无铜
用沾有含10%过硫酸铵的1:
1氨水的棉球按在需检查的表面,放置几分钟后检查。
显蓝色为沉积物含铜
吊装走,未检查。
各级叶片上垢色及结垢情况
目视检查并照相
吊装走,未检查。
低压缸各级围带氧化铁沉积情况
如有,记录其位置和状态
无。
其他各级叶片:
有无断叶片、裂纹及机械损伤坑点
如有,记录其位置和状态
无。
各级叶片:
有无腐蚀或冲蚀现象。
末级叶片:
水蚀情况
如有,记录其位置和状态
无。
各级隔板:
有无机械损伤、坑点及其它腐蚀
如有,记录其状态
无。
轮轴:
有无锈蚀,无裂纹等
如有,记录其状态
无。
沉积量较大的叶片上的沉积量及沉积速率
按附录E的方法刮取叶背一定面积的全部垢量收入光滑纸内,放入干燥器内,24h后称量换算成mg/cm2和mg/(cm2.a)
沉积量:
0.79、0.66mg/cm2
沉积速率:
0.16、0.13mg/(cm2.a)
评价为:
一类
腐蚀产物或垢样分析
按附录E进行分析。
按要求进行分析
9)凝汽器化学检查记录
机组№#2检查时间:
2012年10月19日
检查部位
检查项目
检查内容及方法
检查情况
大修验收情况
水侧
检查水室淤泥、杂物的沉积及微生物生长、附着情况。
目视检查并照相
A侧:
后水室有一层淤泥,杂物较少,有少量贝类生长,防腐层有脱落、鼓包现象。
验收合格
检查凝汽器管管口冲刷、污堵、结垢和腐蚀情况。
目视检查并照相
B侧:
后水室有一层淤泥,杂物较少,有少量贝类生长,,防腐层有脱落、鼓包现象。
检查水室内壁、内部支撑构件的腐蚀情况。
目视检查并照相
无明显的腐蚀现象。
检查凝汽器水室及其管道的阴极(牺牲阳极)保护情况。
目视检查并照相
无明显的腐蚀现象。
泄漏堵管情况
详细记录堵管的部位及数目。
有泄漏堵管。
汽侧
检查顶部最外层凝汽器管有无砸伤、吹损情况,重点检查受汽轮机启动旁路排汽、高压疏水等影响的凝汽器管。
如有记录其部位
无砸伤、吹损情况。
检查最外层管隔板处的磨损或隔板间因振动引起的裂纹情况。
如有记录其部位
无裂纹情况。
检查凝汽器管外壁沉积物的情况。
目视检查并照相
无沉积物。
检查凝汽器壳体内壁锈蚀情况。
如有记录其部位、状态、面积和颜色
无明显的锈蚀。
检查凝汽器底部沉积物的堆积情况。
目视检查并照相
有较多泥沙和生活垃圾
淋水槽钢:
有无脱落
记录脱落的槽钢部位及根数
无脱落。
抽管检查
抽管原则:
1曾经发生泄漏附近部位,2靠近空抽区或迎汽侧的部位。
3一般部位。
检查外壁有无氨蚀
如有记录其表面状态。
有氨蚀时,测量外径减薄情况和局部氨蚀深度。
无氨蚀
检查内壁有无结垢、生物粘泥附着及腐蚀
抽管选取3~5段,其长约100mm,按水平位置或按腐蚀点的侧面方位进行剖管。
如有结垢,用显微镜测其厚度,记录垢的颜色。
酸洗去垢后,检查有无腐蚀坑点等。
有生物粘泥附着及腐蚀。
a汽动给水泵小汽轮机凝汽器的检查项目及内容参照执行。
10)除氧器化学检查记录表
机组№#2检查时间:
2012年10月30日
检查部位
检查项目
检查内容及方法
检查情况
大修验收情况
除氧头
底部:
积水情况,有无沉积物
如有记录其长、宽、高度以及水色等,并记录沉积物部位、状态、面积、高度和颜色
无积水。
验收合格
内壁:
颜色、腐蚀损坏情况
记录腐蚀分布面积。
内壁呈砖红色。
内部多孔板装置:
是否完好,喷头有无脱落
记录喷头脱落的部位及个数
内部多孔板装置完好,有一个喷头脱落。
给水箱
补给水管:
有无渗水
目视检查
无渗水。
内部防腐层:
是否完好
目视检查并照相
内部防腐层完好,已拍照。
汽水分界线:
是否明显
汽水分界线是否明显、平整等,有无局部“高峰”并记录和描绘其部位
汽水分界线明显。
内壁:
有无锈蚀及颜色
记录颜色
内壁憎水性好,无锈蚀。
底部:
有无积水、沉积物
如有记录其长、宽、高度以及水色等,并记录沉积物部位、状态、面积、高度和颜色
有积水,宽度为40cm,深度为1.5cm,中部有黑色沉积物,已取样。
11)其他设备化学检查记录表
设备名称
检查内容
检查方法
检查情况
大修验收情况
主油箱
内部是否有油泥等杂质
目视检查并照相
无油泥等杂质
清理干净
主油箱
冷却器
有无腐蚀
目视检查并照相
无腐蚀情况
清理干净。
管板及水室腐蚀、管口冲蚀等情况
目视检查并照相
无腐蚀、管口冲蚀等情况
小机
油箱A
内部是否有油泥等杂质
目视检查并照相
无油泥
清理干净。
有无腐蚀
目视检查并照相
有少许铁锈
小机
油箱B
内部是否有油泥等杂质
目视检查并照相
滤网处有油膏
清理干净。
有无腐蚀
目视检查并照相
有少许铁锈
EH油箱
内部是否有油泥等杂质
目视检查并照相
进油滤网有少量油坭
清理干净
有无腐蚀
目视检查并照相
无腐蚀现象
清理干净
旁路油箱
内部是否有油泥等杂质
目视检查并照相
无油泥
清理干净
有无腐蚀
目视检查并照相
无腐蚀
清理干净
水水交
换器
海生物情况
目视检查并照相
#2机闭式水换热器A、B侧检查,钛管无堵塞,无海生物生长、少量水螅虫。
清理干净
四、总评价:
#2机组给水处理方式为全挥发处理,炉水处理方式为固体碱化剂处理(磷酸盐+氢氧化钠处理)。
从检查结果来看目前给水、炉水的处理方式比较合理;检修人员加强化学在线仪表的维护,提高在线仪表的准确性;化学运行人员进一步加强汽水指标的控制和加药量的调整;有异常时,及时分析原因,加强排换,将异常水质的危害程度降至最低。
从#2汽轮机中盐类分布来看:
低压缸主要以二氧化硅为主,高压缸主要以磷酸盐为主,分析原因主要与机组启动阶段水质控制和机组正常运行时磷酸盐含量的监督有关,建议在机组启动阶段,加强冷、热态冲洗水质控制以及汽机冲转前蒸汽质量的控制,加强洗硅过程的化学监督工作,严格按照标准执行,争取在启动阶段使汽水品质在要求范围内,减少由于启动时汽水品质控制不好而导致汽轮机积盐;机组正常运行时严格按标准执行,控制炉水磷酸盐的含量在合格范围内。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机组 大修 化学 检查 总结
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
最新加强企业领导班子治企能力建设的实践与思考 精品Word文档下载推荐.docx
-
第七课感受法律的尊严测试题及答案文档格式.docx
-
最新专题范文大全模板纪检部工作计划12篇Word文档格式.docx
 webgis在野生动物调查方面的应用优质PPT.ppt
webgis在野生动物调查方面的应用优质PPT.ppt
-
绿化施工现场安全会议纪要Word格式.docx
-
最新文档当权力握在小人手中范文模板 12页Word文件下载.docx
-
氯气液化机组培训资料Word文档格式.docx
-
最新三国志11pk剧本word范文模板 14页Word文件下载.docx
-
国家大学生创新性实验计划项目管理办法Word文档下载推荐.doc
-
Unit 4 The Man in the Water教学教材Word格式文档下载.docx
-
安装链板机安全技术措施详细版Word格式.docx
-
最新西师版五年级数学下册第一单元教案备课讲稿Word文件下载.docx
-
一级建造师考试建设工程经济真题答案Word文档格式.docx
-
亚伟基础知识双音三音DOCWord格式文档下载.docx
-
一年级下册数学期末知识点整理一Word文件下载.docx
-
初中八年级数学下册第十九章一次函数单元复习试题三含答案 131Word文档格式.docx
-
医药销售经理工作总结文档格式.docx
-
奥运会老山自行车屋面施工组织设计Word文档格式.docx
-
地质灾害治理工程施工质量验收标准用表滑坡泥石流地裂缝沉陷文档格式.docx
