 聚烯烃管材生产工艺管理规程.doc
聚烯烃管材生产工艺管理规程.doc
- 文档编号:99798
- 上传时间:2022-10-03
- 格式:DOC
- 页数:24
- 大小:255KB
聚烯烃管材生产工艺管理规程.doc
《聚烯烃管材生产工艺管理规程.doc》由会员分享,可在线阅读,更多相关《聚烯烃管材生产工艺管理规程.doc(24页珍藏版)》请在冰豆网上搜索。
聚烯烃管材挤出生产工艺管理规定
1目的
为了对聚烯烃管材的生产工艺和过程进行有效监控,提高管材挤出生产工艺的科学性和合理性,促进聚烯烃管材各机台稳定生产,特制定本规定。
2部门工艺管理组织架构和人员职能分工
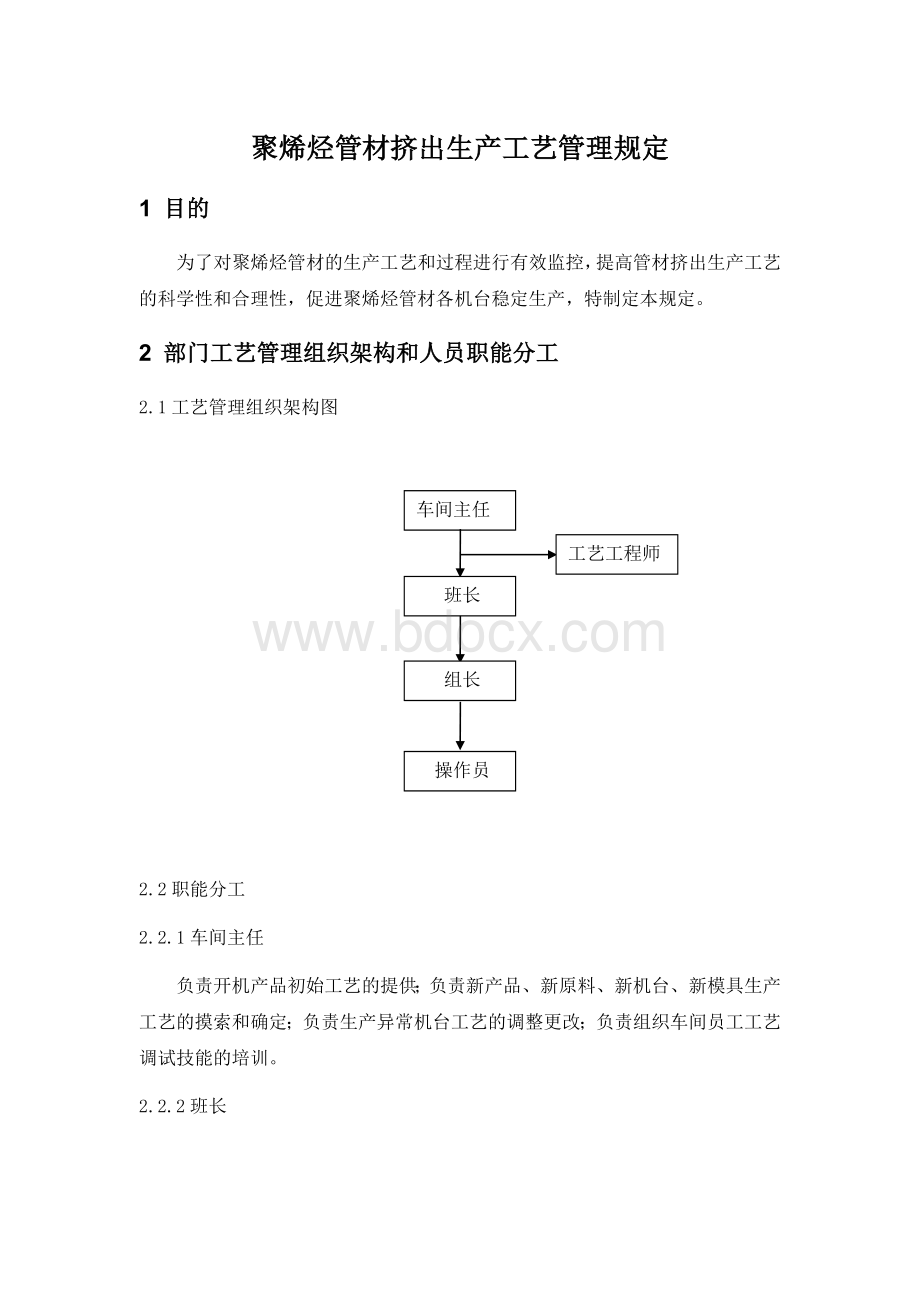
2.1工艺管理组织架构图
车间主任
班长
组长
操作员
工艺工程师
2.2职能分工
2.2.1车间主任
负责开机产品初始工艺的提供;负责新产品、新原料、新机台、新模具生产工艺的摸索和确定;负责生产异常机台工艺的调整更改;负责组织车间员工工艺调试技能的培训。
2.2.2班长
负责不稳定机台在技工的能力或权限范围内无法调好的机台的工艺调试;负责对本班生产工艺制度的执行情况进行监督落实;负责本班技工工艺水平的传帮带工作;负责本班工艺记录等记录表单的收集和上交工作。
2.2.3技工
负责在技工权限范围内对所管辖机台生产不稳定情况进行调试;具体落实各机台生产工艺制度的执行。
2.2.4操作工
负责在生产不稳定时,在操作工权限范围内对机台工艺进行调试;严格按照相关工艺制度,对生产工艺如实进行记录。
2.2.5工艺工程师
负责对车间的工艺记录表单进行整理归档;负责及时将每天的生产工艺输入到数据库中;负责工艺数据库的日常管理工作。
3工艺设定的一般原则及权限划分
3.1工艺设定的一般原则
聚烯烃管道产品主要分PE、PP-R和PE-RT三大类,三种原料均为C、H元素为主的高分子聚合物,具有较好的热稳定性,加工性能相对比较稳定。
聚烯烃管材工艺设定原则如下:
3.1.1加工温度
聚烯烃材料的加工性能总体较好,且热稳定性较理想,其加工温度范围相对较宽,通常可在170℃-240℃之间。
挤出生产线上的加工温度可大致分为料筒温度和模具温度两类,设定原则分别如下:
3.1.1.1料筒温度
原料的塑化热量主要来自于料筒外部加热器热量和螺杆剪切产生的摩擦热量,由于原料从进入螺杆到出口模的距离较长,且螺杆剪切热量非常可观,因此一般料筒温度不宜设定过高,以免造成原料长期过量受热,导致塑化过度,影响管材产品外观和物理力学性能,因此,PE管材料筒温度一般设为170-200℃为宜,塑化性能较差的机台或原料,料筒温度可适当高些。
另外,靠近下料口的料筒一区的温度应适当更低些,以免下料口处原料过早熔融粘结,影响下料。
PP-R和PE-RT原料由于加工流动性更加优于PE原料,且其加工稳定性对加工温度比较敏感,温度偏低则易发麻,偏高则易发胖,因此其料筒温度通常应略低于PE管材,一般宜在160-190℃,且当机台和原料牌号固定时,其料筒温度调整的幅度相对较小。
3.1.1.2模具温度
由于模体对原料的剪切摩擦热量明显低于料筒螺杆,且原料在模具中的停留时间较短,通常其温度设定值需比料筒温度高,且宜随着靠近口模的方向,逐渐适当调高设定温度,温度通常宜设定在190-220℃之间,当管材出现外观暗淡无光,或内外壁明显发麻等塑化不良症状时,应适当提高模具温度。
口模温度对管材的外观影响较大,通常需稍高,以200-240℃为宜。
大规格的PE管材模体中的芯子由于导热和散热均较困难,刚开机时由于芯子温度往往较低,容易导致内表面发麻,而长期生产后,又由于芯子温度上升散热不畅,又会导致芯子温度超高失控,因此必要时,需采用模具内加热温度调控装置,对芯子温度进行调控。
与料筒温度类似,PP-R和PE-RT管材模具温度通常也需适当低于PE管材的加工温度,宜在180-210℃之间,口模宜设为190-230℃。
3.1.2生产速度
管材的生产速度可分每分钟线速度和每小时产量两种,其中小规格管材按每分钟线速度表征更加直观,大规格管材生产速度的瓶颈通常在于挤出主机的挤出量,以每小时产量表征生产速度更加直观。
各类管材额定生产速度如下:
3.1.2.1PE给水管额定生产效率
速度:
米/分产量:
Kg/小时
机型
公称外径
标准尺寸比
SDR11
SDR13.6
SDR17
SDR21
SDR26
SDR33
速度
产量
速度
产量
速度
产量
速度
产量
速度
产量
速度
产量
75机
D20
15
99
16
-
-
-
-
-
-
-
-
-
75机
D25
14
134
15
126
-
-
-
-
-
-
-
-
75机
D32
11
178
13
171
-
-
-
-
-
-
-
-
75机
D40
9
221
10
210
12
201
-
-
-
-
-
-
75机
D50
9
345
10.3
330
13.3
350
13.8
300
-
-
-
-
75机
D63
5.90
361
6.8
350
8.4
350
10.2
350
8.9
250
-
-
75机
D75
4.00
340
4.5
324
5.6
330
6.9
330
7.7
300
-
-
75机
D90
2.70
330
3.2
330
3.9
330
4.8
330
5.8
330
-
-
75机
D110
1.80
330
2.3
347
2.8
356
3.5
359
4.0
331
4.5
300
75机
D125
1.20
287
1.5
295
1.8
295
2.1
280
2.5
280
2.8
250
75机
D140
1.00
300
1.14
280
1.3
260
1.4
230
1.5
190
1.6
170
75机
D160
0.90
350
1.1
350
1.3
350
1.5
340
2.0
340
2.1
300
90机
D160
1.36
530
1.65
530
2.0
530
2.43
530
2.8
490
3.5
490
90机
D180
0.90
450
1.1
450
1.34
450
1.65
450
1.9
420
2.36
420
90机
D200
0.86
530
1.05
530
1.29
530
1.57
530
1.81
500
2.16
480
90机
D225
0.57
450
0.7
450
0.78
406
0.85
365
0.95
330
1.08
300
90机
D250
0.55
520
0.65
520
0.81
520
1.0
520
1.16
500
1.46
500
90机
D280
0.42
500
0.51
500
0.62
500
0.73
480
0.9
480
1.05
450
90机
D315
0.36
550
0.42
530
0.51
530
0.63
530
0.78
530
0.92
500
90机
D355
0.28
550
0.35
550
0.40
530
0.50
530
0.62
530
0.73
500
90机
D400
0.23
550
0.27
550
0.32
530
0.39
530
0.48
530
0.58
500
120机
D450
-
-
-
-
0.4
827
0.5
858
0.58
810
0.73
800
120机
D500
-
-
-
-
0.31
800
0.38
800
0.46
800
0.59
800
120机
D560
-
-
-
-
0.19
616
0.3
800
0.37
800
0.46
800
120机
D630
-
-
-
-
0.2
811
0.25
824
0.3
810
0.37
800
注:
速度调整范围为额定值的±10%。
3.1.2.2PE燃气管材额定生产效率
速度:
米/分产量:
Kg/小时
规格
牵引速度(m/min)
小时产量(Kg/h)
机台
备注
D32
SDR11
11.0
178
75机
SDR17.6
13
-
75机
D40
SDR11
9.0
75机
SDR17.6
13
210
75机
D50
SDR11
8.5
330
75机
SDR17.6
12.8
330
75机
D63
SDR11
5.8
354
75机
SDR17.6
8.4
330
75机
D75
SDR11
4.0
343
75机
SDR17.6
5.6
345
75机
D90
SDR11
2.8
350
75机
SDR17.6
4
331
75机
D110
SDR11
1.9
350
75机
SDR17.6
2.7
327
75机
D160
SDR11
1.35
530
90机
SDR17.6
2.01
520
90机
D200
SDR11
0.86
520
90机
SDR17.6
1.30
520
90机
D250
SDR11
0.52
500
90机
SDR17.6
0.65
405
90机
D315
SDR11
0.36
550
90机
SDR17.6
0.53
530
90机
注:
速度调整范围为额定值的±10%
3.1.2.3PP-R管材额定生产效率
速度:
米/分产量:
Kg/小时
机台
公称外径
产品系列
S2.5
S3.2
S4.0
S5.0
75机
速度
产量
速度
产量
速度
产量
速度
产量
D50
2.43
150
2.83
150
3.15
140
3.75
140
D63
1.53
150
1.80
150
1.97
140
2.36
140
D75
1.46
200
1.67
200
1.88
190
2.16
180
D90
1.14
230
1.34
230
1.58
230
1.82
220
D110
0.77
230
0.90
230
1.06
230
1.28
230
60×33机
或80机
D20
9.5
96
10.0
87.3
10.0
76
10.0
69
D25
7.1
110
7.9
110
8.5
95
9.0
97
D32
4.6
120
5.5
120
6.4
120
7.3
120
D40
3.1
120
3.6
120
4.2
120
4.8
120
D50
2.43
150
2.9
150
3.15
140
3.75
140
D63
1.53
150
1.80
150
2.202
143
2.50
148
65×33机
D20
8.0
80
9.0
78
9.5
72
9.5
66
D25
7.0
107
7.5
101
8.5
96
8.5
84


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 烯烃 管材 生产工艺 管理 规程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 第二章-传统相机的性能与种类.ppt
第二章-传统相机的性能与种类.ppt
 三级健康管理师题库(附答案).docx
三级健康管理师题库(附答案).docx
-
房屋租赁合同范本(有法律效益).docx
-
合作协议书中(英文)版.docx
-
人音版小学三年级上册音乐教案.docx
-
餐饮店合股投资协议书.docx
-
城市综合管廊特点及设计要点解析.docx
-
机械助理工程师个人工作总结.docx
-
建设单位会议管理办法.docx
-
国有企业在“一带一路”中的发展路径.docx
-
幼儿园与家长签订的安全责任书.docx
-
2018年助理值班员职业技能竞赛专业知识考试试题及答案.docx
-
初中物理学科的核心素养.docx
-
军训结束教官讲话稿范本.docx
-
人教版新起点五年级英语上册全册教案.docx
-
唱歌跑调怎样办,唱歌超难听怎样办.docx
-
某拟提拔干部近三年工作总结.docx
-
最美教师事迹材料.docx
-
广播电视概论第一章绪论.pptx
-
质量管理体系考试试题及答案2.docx
-
《串联和并联》练习题.pptx
-
高端装备制造项目可行性研究报告.docx
-
新教师入职培训心得体会(9篇).docx
-
最新部编版三年级上册语文第8课《卖火柴的小女孩》教案第3单元教学设计.docx
-
2019年初级保育员理论知识考试真题及答案.docx
 专业分包合同风险控制要点一览表 - 副本.rtf
专业分包合同风险控制要点一览表 - 副本.rtf
-
2019年最新主题教育围绕“四个对照”“四个找一找”在专题民主(组织)生活会个人对照检视检查研讨材料.docx
-
2018年度公司培训计划方案.docx
-
企业债券发行法律服务意向书---律所整理.docx
-
2019年事业单位法律知识考题及答案解析.docx
-
2019-2020学年人教版(新起点)英语五年级上册全册教案.docx
-
轨道焊接方案.docx
-
数控车床应用与未来发展机电一体化毕业论文Word格式.docx
-
教育法学劳动法文档格式.docx
-
学年八年级英语下册 Unit 1 Whats the matter学案3人教新目标版docWord格式文档下载.docx
-
水处理设备及饮用矿化水生产项目可行性研究报告Word下载.docx
-
施工组织设计方案交底纪录Word格式.docx
-
完整word版人教版四年级上册数学期末复习教案Word格式.docx
-
内蒙古自治区中小学教师水平评价标准条件Word格式.docx
-
外研版三起春三年级下册英语全册配套教案设计Word版104页Word文档下载推荐.docx
-
完整打印版小学二年级下册硬笔书法教案1Word文件下载.docx
-
司法公正的评价体系个人自由与国家利益Word文档格式.docx
-
关于药检机构实验室信息化建设中ELN系统应用的探讨Word下载.docx
-
秋八年级历史上册 第五单元《从国共合作到国共对峙》教案 新人教版Word格式.docx
-
趣味三维绘图教案1Word文档下载推荐.docx
-
关于初中军训心得体会范文汇总6篇Word文档下载推荐.docx
-
护士职业资格《实践能力》每日一练试题A卷 含答案Word文档格式.docx
-
河南省鹤壁市淇滨高级中学高一化学上学期第二次周考试题文档格式.docx
-
网管员考试下半年上午试题及答案Word文档下载推荐.docx
-
关于读后感的作文Word文档格式.docx
-
初中古诗大全Word文件下载.docx
