 第四章 取源部件及敏感元件安装.docx
第四章 取源部件及敏感元件安装.docx
- 文档编号:10650787
- 上传时间:2023-02-22
- 格式:DOCX
- 页数:44
- 大小:39.42KB
第四章 取源部件及敏感元件安装.docx
《第四章 取源部件及敏感元件安装.docx》由会员分享,可在线阅读,更多相关《第四章 取源部件及敏感元件安装.docx(44页珍藏版)》请在冰豆网上搜索。
第四章取源部件及敏感元件安装
第四章 取源部件及敏感元件安装
第一节 验评检验数量
4.1.1对高温、高压、负压、易燃、易爆、有毒、有害介质的取源部件及敏感元件,均按100%检验。
4.1.2对中低压、常温等无害介质的取源部件及敏感元件,根据取源部件及敏感元件的种类,分别按30%抽检。
第二节 测温元件安装
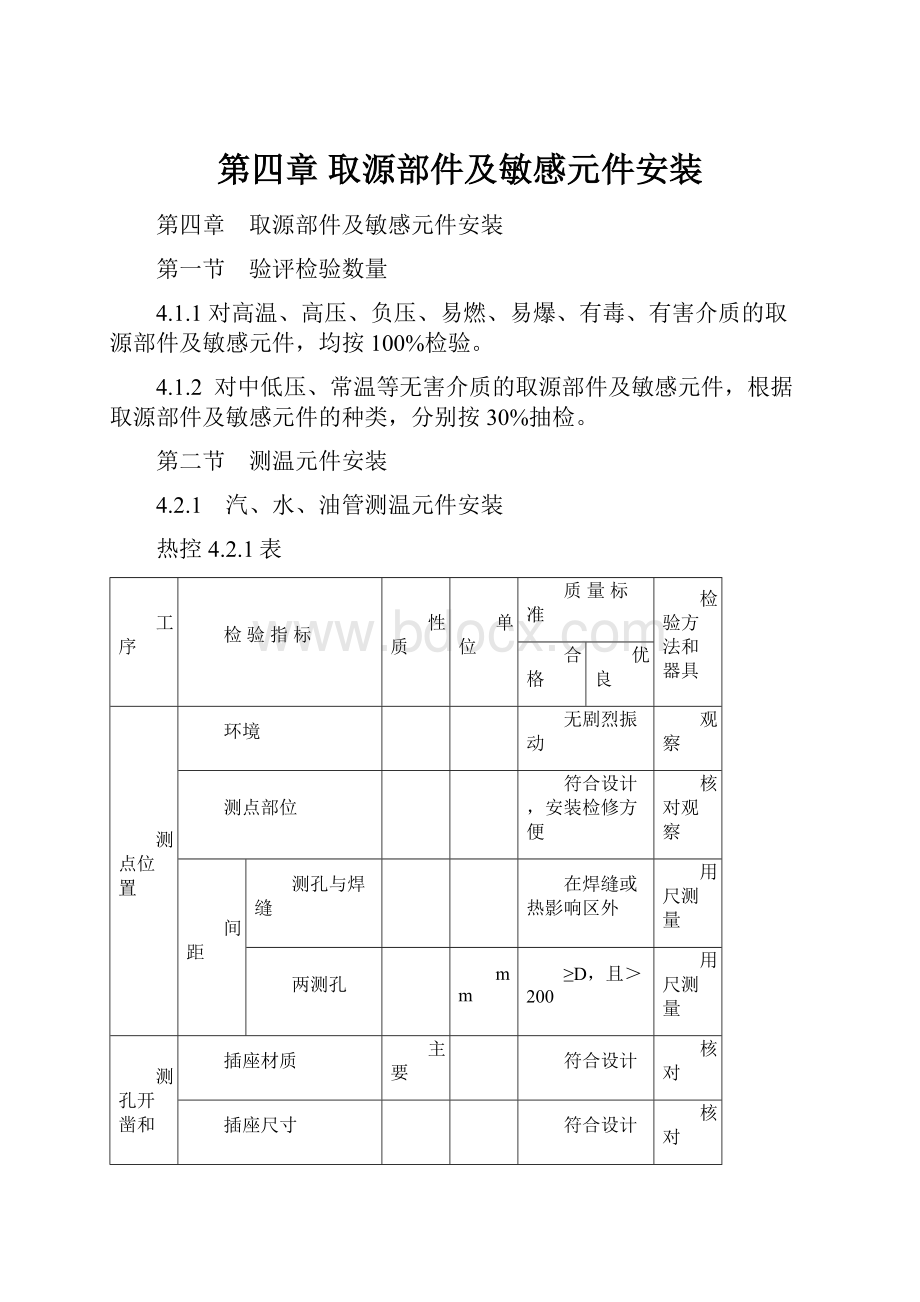
4.2.1 汽、水、油管测温元件安装
热控4.2.1表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
测点位置
环境
无剧烈振动
观察
测点部位
符合设计,安装检修方便
核对观察
间距
测孔与焊缝
在焊缝或热影响区外
用尺测量
两测孔
mm
≥D,且>200
用尺测量
测孔开凿和插座安装
插座材质
主要
符合设计
核对
插座尺寸
符合设计
核对
测孔直径误差
mm
≤1
卡尺测量
开孔垂直偏差
mm
≤3
用尺测量
插座安装垂直偏差
mm
≤1
用尺测量
焊接及热处理
符合《验标》焊接篇
核查记录
测温元件安装
检查
外 观
完好
观察
绝 缘
MΩ
>100
用500V兆欧表测量
垫片材质
主要
答合本篇附录一
核对光谱分析记录
热电偶热电阻插入深度
高温高压蒸汽
D>250
mm
宜100
核对
D≤250
mm
宜70
一般
流体
D>500
mm
宜300
核对
D≤500
宜1/2D
双金属温度计感温元件插入深度
主要
全部浸入被测介质
核对
压力式温度计
温包插入深度
主要
全部伸入介质中
观察
毛细管弯曲半径
mm
≥50
用尺测量
毛细管保护设施
齐全、易检修
观察
环境温度
无剧烈变化
观察
元件装配
主要
紧固,无渗漏
查记录
注:
D—被测管道外径
4.2.2 烟、风、煤粉管道及设备测温元件安装
热控4.2.2表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
测点位
置选择
测点部位
符合设计、维护检修方便
核对
测孔离焊缝距离
在焊缝或热影响区外
观察
两测孔间距
mm
>D,且>200
用尺测量
测孔开
凿、插座安装
测孔边缘粗糙度
光滑、无毛刺
观察
保护罩安装方向
凸边迎着介质流向
观察
保护罩固定
牢固
试动观察
插座安装
严密
查风压试验记录
测温元件安装
检查
外观
完好
观察
绝缘电阻
MΩ
>100
用500V兆欧表测量
垫片材质
符合本篇附录一
核对
元件装配
主要
紧固、严密、不漏
查记录
在烟风煤粉插入深度
(1/3~1/2)D
用尺测量
煤粉仓
插入方向
从顶部垂直插入
观察
插入深度
按设计规定分层
观察
注:
D—被测管道外径
4.2.3 测量金属壁温无固定装置的铠装热电偶安装
热控4.2.3表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检查
型号规格
符合设计
核对
外 观
完好
观察
绝缘电阻
MΩ·m
>1000
用500V兆欧表测量
接 地
符合设计
用欧姆表测量
固定装置安装
安装位置
符合设计
核对
固定装置与被测金属壁表面
光洁程度
光滑、无毛刺
观察
焊接
严密、牢固
试动观察
热电偶安装
热电偶插入
主要
紧密、牢固
试动观察
保温
良好
观察
接线
线端连接
主要
正确、牢固
用校线工具查对
线号标志
正确、清晰、不褪色
观察
汽轮机
内缸
与缸壁固定
牢固
试动观察
引出线出口密封
严密、无渗漏
观察
4.2.4 测量金属壁温带可动卡套装置的铠装热电偶安装
热控4.2.4表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
接地
型号规格
符合设计
核对
外 观
良好
观察
绝缘电阻
MΩ·m
>1000
用500V兆欧表测量
接 地
符合设计
用欧姆表测量
插座安装
位 置
符合设计
核对
焊 接
牢固
试动观察
热处理
符合《验标》焊接篇
核对
插座材质
符合设计
核对
在过热器管壁上垂直安装
保护管材质
不锈钢
核对记录
保护管弯曲弧度
(°)
>130
用尺测量
保护管长度
伸出炉顶护板
观察
铠装热电偶安装
卡套装置安装
牢固
试动观察
热电偶插入保护管
主要
与过热器管壁接触紧密
试动观察
接线
线端连接
正确、牢固
用校线工具查对
线号标志
正确、清晰、不褪色
观察
4.2.5 测量金属壁温的专用热电阻安装
热控4.2.5表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
测温元件检查
型号规格
符合设计
核对
外 观
无损伤
观察
绝缘电阻
Pt
MΩ
≥100
用100V兆欧表测量
Cu
MΩ
≥50
推力瓦测温元件安装
测孔直径偏差
>0.2d
用尺测量
测孔边缘靠乌金面距离
mm
0.5
用尺测量
测孔深度
mm
25~30
用尺测量
测温元件引出线
材 质
耐油、耐温
核对
焊 接
牢固
试动观察
固 定
牢固,导线应留有余量
观察
标志牌
正确、清晰、不褪色
观察
轴承测温元件安装
测温元件与轴承座螺纹
一致
试装检查
插入深度
符合设计
核对
接线
线端连接
主要
正确、牢固
观察
线号标志
正确、清晰、不褪色
观察
电机绕组测温元件检查
绝缘电阻
符合制造厂规定
用兆欧表测量
绝缘电阻
主要
符合制造厂规定
核对
电阻值
符合制造厂规定
注:
d—热电阻外径
第三节 压力取源装置安装
4.3.1 汽、水、油管路压力取源装置安装
热控4.3.1表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
测点位置
测点部位
符合设计
核对
测孔与焊缝间距
在焊缝或热影响区外
观察
压力与温度测孔
位置
主要
按介质流向,压力测孔在温度测孔前
观察
距离
mm
>D,且>200
用尺测量
倾斜或水平管上测孔方向
蒸汽
主要
在水平中心线以上或以下45°夹角内
观察
气体
主要
在水平中心线以上
观察
液体
主要
在水平中心线以下45°夹角内
观察
取源装置安装
取压短管材质
符合设计
核查
测孔直径与取压短管同径偏差
mm
0.5~1
用尺测量
测孔光洁度
光滑、无毛刺
观察
取压短管垂直偏差
mm
≤2
用尺测量
取压短管插入管内的位置
主要
与管内壁齐平
观察
焊接及热处理
符合《验标》焊接篇
检查
取源阀门安装
安装位置
维护操作方便
观察
进出口方向
正确
安装固定
端正牢固
与管路连接
牢固,无渗漏
型号、规格
符合设计
核查
垫片材质
符合本篇附录一
核查
注:
D—被测管道外径
4.3.2 烟、风、煤粉管道压力取源装置安装
热控4.3.2表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
测点位置选择
测点部位
符合设计、安装维修方便
核对观察
测孔与焊缝间距
在焊缝或热影响区外
观察
两测孔间距
mm
>D,且>200
用尺测量
测孔位置
左右侧对称
观察
取源装置安装
测孔直径与取压管内径偏差
mm
0.5~1
用尺测量
测孔光洁度
主要
光滑、无毛刺
观察
分离器取源装置垂直偏差
mm
≤0.5
用尺测量
炉墙取压管伸入位置
主要
与炉墙内壁齐平
观察
炉膛取压管倾斜度
(°)
30~45
用尺测量
焊接
符合《验标》焊接篇
核对
严密性
严密不漏
检查风压记录
注:
D—被测管道外径
4.3.3 风太防堵装置安装
热控4.3.3表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
安装
测点位
置选择
测点部位
符合设计、安装维护检修方便
核对、观察
两测孔间距
mm
>D,且>200
用尺测量
取源装
置安装
角 度
主要
符合制造厂规定
核对
方 向
接长管伸入设备(管道)内的位置
主要
与内壁齐平
观察
焊 接
符合《验标》焊接篇
检查
注:
D—被测管道外径
第四节 流量检出元件和检测仪表安装
4.4.1 喷嘴及标准孔板安装
热控4.4.1表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
节流装置检查
型号规格
符合设计
核对
外观
光洁、平整
观察
孔板入口侧边缘
锐角尖锐
将孔板入口侧对准光源观察,无反射光
孔径偏差
β≤0.45
±0.001d
用尺测量
β>0.45
±0.0005d
用尺测量
喷嘴出口侧边缘
锐角尖锐
将喷嘴出口介对准光源观察,无反射光
环室内径尺寸
D~1.02D
用尺测量
孔板方向
与环室了口一致
观察
节流件上下游
直管段检查
直管段长度
符合本篇附录二
核查
横截面
圆形,无突变
观察
上游10D和下游4D管段内壁表面
清洁,无垢,无凹凸和沉淀物
观察
管径误差
上游侧
主要
%
±0.3
分别在上游侧管段0D、0.5D及下游侧管段0D、2D处的垂直、水平方向,用卡尺测量管子内径,再用注2.公式计算
下游侧
主要
%
±2
安装方向
主要
正确
观察
节流件安装
节流件与管道轴线误差
主要
≤
计算后用尺测量
节流件端面与管道轴线垂直度
(°)
≤1
用尺测量
垫片
材质
符合本篇附录一
核对
厚度
mm
0.1~2
用尺测量
内径
垫片压紧后不得突入管道内
观察
固定
牢固
观察
严密性
无渗漏
核对
安装记录
正确、齐全
观察
取压短管、凝汽器、阀门安装
型号规格
符合设计
核对
材质
符合设计
核对
在水平或倾斜管上的取压点
蒸汽
管道水平中心线上部45°夹角内
观察
气体
在管道上部
观察
液体
管道水平中心线下部45°夹角内
观察
阀门安装位置
维护操作方便
观察
阀门进出口方向
正确
观察
阀体安装固定
端正、牢固
观察
阀门成
排安装
间距
均匀
观察
高差
mm
≤3
用尺测量
阀门与管路连接
牢固、无泄漏
核查
垫片材质
符合本篇附录一
核查
两个凝汽器安装高度偏差
主要
mm
≤2
用尺测量
焊接
符合《验标》焊接篇
核查
热处理
注:
1.d—孔板开孔内径;
D—管道内径;
β—孔板内径与管道内径之比值 β=
2.管径误差计算公式
×100%
式中:
—管子内径平均值
例如上游侧
=
式中:
—指上游侧0D、0.5D管段处垂直方向管子内径测值;
—指上游侧0D、0.5D管段处水平方向管子内径测值。
4.4.2组合式长径喷嘴安装
热控4.4.2表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检查
型号规格
符合设计
核对
尺寸
符合制造厂规定
核对
测量装置前、后直管段
符合本篇附录一
核对
喷嘴安装
在水平或倾斜管道上取压点
蒸汽
管道水平中心线上部45°夹角内
观察
液体
管道水平中心线下部45°夹角内
观察
方向
正确
观察
焊接
符合《验标》焊接篇
核对
安装记录
齐全、正确
观察
4.4.3 均速管流量计安装
热控4.4.3表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检查
型号规格
符合设计
核对
外 观
无伤残
观察
安装位置
符合设计
核对
尺 寸
符合制造厂规定
核对
安装
取压孔方向
动压孔
主要
朝介质流向
观察
静压孔
主要
背介质流向
观察
取源部件轴线
与管道轴线垂直相交
用尺测量观察
动压孔中心线
与管道中心线重合
观察
均速管前、后直管段长度
符合制造厂规定
核察
严密性
无渗漏
观察
检查记录
齐全
观察
4.4.4 翼形没速管安装
热控4.4.4表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检查
型号规格
符合设计
核对
外 观
无伤残
观察
安装位置
符合设计
核对
尺 寸
符合制造厂规定
核对
直管段长度
装置前
≥0.6D
用尺测量
装置后
≥0.2D
用尺测量
安装
装置中心线
主要
与风道中心线重合
观察
同测点装两个及以上测速管
静压孔在风道同一横截面上
观察
对称中心线
主要
与气流方向平行
观察
注:
D—管道当量直径
4.4.5 转子流量计安装
热控4.4.5表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检查
型号规格
符合设计
核对
外 观
无伤残
观察
安装位置
符合设计
核对
上游侧直管段长度
≥50D
用尺测量
安装
锥型管安装垂直偏差
主要
mm
≤2
≤1.5
用尺测量
固定
牢固、平整,无机械应力
试动观察
空气管路连接
紧固、严密
观察
接线
线端连接
正确、牢固
用校线工具查对
线号标志
正确、清晰、不褪色
观察
注:
D—管道当量直径
4.4.6 椭圆齿轮流量计安装
热控4.4.6表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检
查
型号规格
符合设计
核对
外观
无伤残
观察
安装位置
符合设计
核对
尺寸
符合制造厂规定
核对
安
装
刻度盘面
与管道中心线平行
观察
壳体箭头方向
主要
与流体一致
观察
管道内径偏差
<20%流量计标称直径
用尺测量
垫片安装
不得实出管内壁
观察
固定
牢固,无机械应力
观察
过滤器安装
符合设计
核对
接线
线端连接
正确、牢固
用校线工具查对
线号标志
正确、清晰、不裉色
观察
4.4.7靶式流量计安装
热控4.4.7表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检查
型号规格
符合设计
核对
外 观
无伤残
观察
安装位置
符合设计
核对
直管段长度
符合制造厂规定
核对
安装
方向
靶板
主要
与流向垂直
用尺测量观察
箭头
主要
与流向一致
观察
垂直管段安装
流体方向自下而上
观察
靶板中心线
与管道中心线重合
用尺测量
接线
线端连接
正确、牢固
用校线工具查对
线号标志
正确、清晰、不褪色
观察
4.4.8 涡轮流量计安装
热控4.4.8表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检查
型号规格
符合设计
核对
外 观
无伤残
观察
安装位置
符合设计
核对
直管段
长度
上游侧
m
20
用尺检查
下游侧
m
5
用尺检查
安装
涡轮中心线
主要
与管道中心线重合
用尺测量
箭头方向
主要
与介质流向一致
观察
接线
线端连接
正确、牢固
用校线工具查对
线号标志
正确、清晰、不褪色
观察
4.4.9 旋涡(涡街)流量计安装
热控4.4.9表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检
查
型号规格
符合设计
核对
外 观
无伤残
观察
安装位置
符合设计
核对
尺 寸
符合制造厂规定
核对
前后直管段长度
符合制造厂规定
核对
安
装
取源部件轴线
与管道轴线垂直相交
观察
旋涡发生体插入深度
至管道中心
用尺测量
箭头方向
主要
与介质流向一致
观察
前置放大器与流量计距离
m
≤20
用尺测量
接线
线端连接
正确、牢固
用校线工具查对
线号标志
正确、清晰、不褪色
观察
4.4.10电磁流量计安装
热控4.4.10表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检
查
型号规格
符合设计
核对
安装位置
符合设计
核对
衬 里
无伤残
观察
安
装
方向
在垂直管段
主要
流体方向应自下而上
观察
在水平或倾斜管段
主要
两个测量电极不应在正上方或正下方
固 定
牢固、平整、无机械应力
试动观察
接 地
主要
流体、法兰、表壳应同电位
测量对比
接线
线端连接
正确、牢靠
用校线工具查对
线号标志
正确、清晰、不褪色
观察
4.4.11超声波流量计安装
热控4.4.11
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检
查
型号规格
符合设计
核对
外 观
无伤残
观察
安装位置
符合设计
核对
工艺管道内壁
无滑、无毛刺
观察
安
装
直管段长度
流量计前
≥10D
用尺测量
测量计后
≥5D
用尺测量
探头安装位置
主要
符合设计
核对
固 定
牢固
试动观察
接线
线端连接
正确、牢固
用校线工具查对
线号标志
正确、清晰
观察
注:
D—管道外径
第五节 物位检出元件和检测仪表安装
4.5.1 差压式液位测量取源装置安装
热控4.5.1表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检查
型号规格
符合设计
核对
容器严密性
无渗漏
核对
外 观
无重皮、裂纹、砂眼
观察
材 质
符合设计
核对
尺 寸
符合制造厂规定
核对
取源阀门安装
位 置
在被测设备与平衡容器之间
观察
方向
阀 体
横装
观察
阀 杆
水平
观察
焊 接
符合《验标》焊接篇
核对
平衡容器安装
单室平
衡容器
垂直偏差
mm
2
<2
用尺测量
标高
主要
符合设计
核对
双室平
衡容器
垂直偏差
mm
2
<2
用尺测量
中心点位置与正常液位线
主要
重合
用水平U形管测量
补偿式平
衡容器
垂直偏差
mm
2
<2
用尺测量
设计零水位与汽包零水位线偏差
主要
mm
2
<2
用尺测量
平衡容器安装
补偿式
平衡
容器
热膨胀补偿设施
齐全
观察
联接汽包短管
应有回流坡度
观察
焊 接
符合《验标》焊接篇
核对
至差压计水平管段长度
m
>0.4
用尺测量
下降管至疏水管的垂直距离
m
>10
用尺测量
疏水阀门位置
操作维护方便
观察
保 温
容器上部裸露
观察
平衡容器补水设施
齐全
观察
4.5.2 电接点水位计安装
热控4.5.2表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
检
查
型号规格
符合设计
核对
材 质
符合设计
核对
外 观
无伤残
观察
严密性
无渗漏
检查水压试验记录


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 第四章 取源部件及敏感元件安装 第四 部件 敏感 元件 安装
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
最新人教版一年级语文上册看图写话专项练习题.docx
-
房建专业一级注册建造师继续再教育培训材料第三章.docx
-
安全工作职责.docx
-
惨痛的历史教训苏联人就这样搞垮了自己的祖国.docx
-
非常齐全的电脑知识屁大点问题就别骚扰要自学成才.docx
-
北师大版一起小学英语六年级下册全册教案第二学期全套教学设计含教后记.docx
-
幼儿园教师自荐书7篇.docx
-
最新特别的人作文600字范文word版 17页.docx
-
分析次贷危机对国内启发.docx
-
中药饮片企业三年发展战略规划.docx
-
安全生产专项方案.docx
-
最新小学数学三年级下册《8 收获的季节除数是两位数的除法》精品教案 1.docx
-
必备销售述职报告9篇汇总.docx
-
扶贫开发中的人力资源开发doc11.docx
-
安全知识试题库汇总共675题.docx
-
产品授权销售合同模板标准版.docx
-
毕业论文13秋金融学陈思凯.docx
-
福建省莆田市届高三毕业班教学质量检查数学文试题扫描版.docx
-
案例14.docx
