 第二节数控加工工艺系统PPT课件下载推荐.ppt
第二节数控加工工艺系统PPT课件下载推荐.ppt
- 文档编号:15638007
- 上传时间:2022-11-09
- 格式:PPT
- 页数:64
- 大小:2.95MB
第二节数控加工工艺系统PPT课件下载推荐.ppt
《第二节数控加工工艺系统PPT课件下载推荐.ppt》由会员分享,可在线阅读,更多相关《第二节数控加工工艺系统PPT课件下载推荐.ppt(64页珍藏版)》请在冰豆网上搜索。
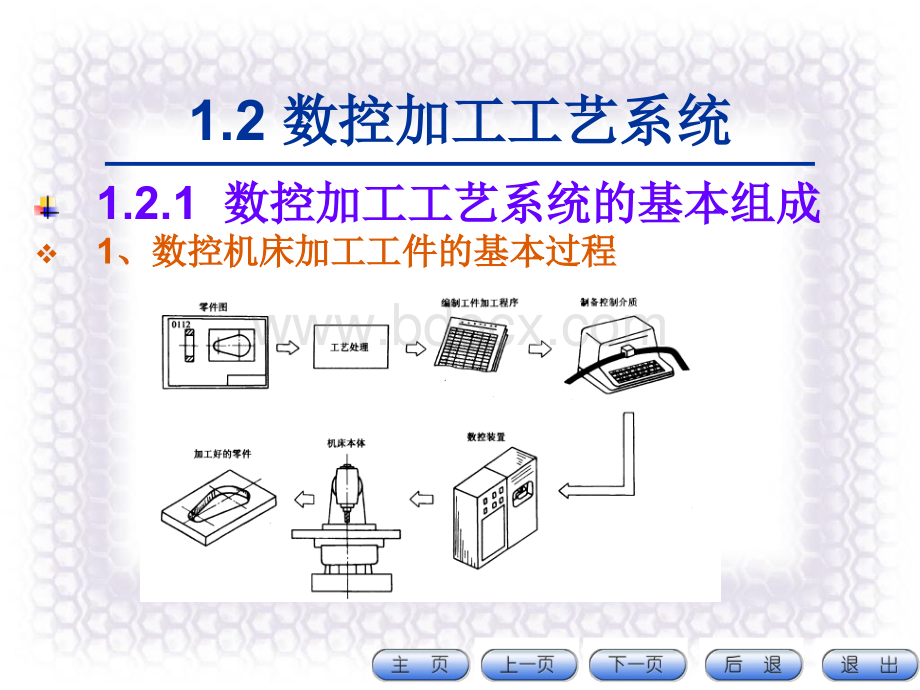
v金属切削刀具金属切削刀具是现代机械加工中的重要工具。
是现代机械加工中的重要工具。
v()工件()工件:
v工件工件是数控加工的对象。
是数控加工的对象。
定位误差的计算定位误差的计算误差计算公式:
误差计算公式:
D=D=?
当工件以平面定位时当工件以平面定位时当工件以平面定位时当工件以平面定位时:
,(?
=0=0)当工件以内孔定位时当工件以内孔定位时当工件以内孔定位时当工件以内孔定位时:
Y=1/2Y=1/2(?
+?
)?
)当工件以外圆柱面定位时当工件以外圆柱面定位时当工件以外圆柱面定位时当工件以外圆柱面定位时:
Y=0.707Y=0.707?
(90V90V型块定位)型块定位)型块定位)型块定位)定位误差的计算定位误差的计算误差计算公式:
D=D=BBYY当工件以平面定位时当工件以平面定位时当工件以平面定位时当工件以平面定位时:
D=D=BB,(,(,(,(Y=0Y=0)当工件以内孔定位时当工件以内孔定位时当工件以内孔定位时当工件以内孔定位时:
Y=1/2Y=1/2(D+D+dd)当工件以外圆柱面定位时当工件以外圆柱面定位时当工件以外圆柱面定位时当工件以外圆柱面定位时:
Y=0.707Y=0.707DD(90V90V型块定位)型块定位)型块定位)型块定位)1.2.2数控机床的主要类型数控机床的主要类型v1按加工方式和工艺用途分按加工方式和工艺用途分:
v按切削方式不同按切削方式不同,可分为数控可分为数控车车床、数控床、数控铣铣床、数控床、数控钻钻床、数控床、数控镗镗床、数控床、数控磨磨床等。
以床等。
以及镗铣加工中心(简称加工中心)。
还有数及镗铣加工中心(简称加工中心)。
还有数控电火花线切割、数控电火花成型、数控激控电火花线切割、数控电火花成型、数控激光加工、等离子弧切割、火焰切割、数控板光加工、等离子弧切割、火焰切割、数控板材成型、数控冲床、数控剪床、数控液压机材成型、数控冲床、数控剪床、数控液压机等各种功能和不同种类的数控加工机床。
等各种功能和不同种类的数控加工机床。
v2按加工路线分类按加工路线分类:
v可以分为点位控制、直线控制和轮廓控制。
可以分为点位控制、直线控制和轮廓控制。
v概念概念v
(1)点位控制)点位控制v点位控制方式点位控制方式就是刀具就是刀具与工件相对运动时,只与工件相对运动时,只控制从一点运动到另一控制从一点运动到另一点的准确性,而不考虑点的准确性,而不考虑两点之间的运动路径和两点之间的运动路径和方向。
方向。
v
(2)直线控制)直线控制v直线控制方式直线控制方式就是刀具与工件就是刀具与工件相对运动时,除控制从起点相对运动时,除控制从起点到终点的准确定位外,还要到终点的准确定位外,还要保证平行坐标轴的直线切削保证平行坐标轴的直线切削运动。
运动。
v(3)轮廓控制)轮廓控制v轮廓控制轮廓控制就是刀具与工作相就是刀具与工作相对运动时,能对两个或两个对运动时,能对两个或两个以上坐标轴的运动同时进行以上坐标轴的运动同时进行控制控制。
各自的适用范围各自的适用范围v
(1)点位控制)点位控制:
v多应用于数控钻床、数控冲床、数控坐标镗床多应用于数控钻床、数控冲床、数控坐标镗床和数控点焊机等。
和数控点焊机等。
v
(2)直线控制)直线控制:
v用于简易数控车床、数控铣床、数控磨床。
用于简易数控车床、数控铣床、数控磨床。
v(3)轮廓控制)轮廓控制:
v这类控制方式的数控机床有数控车床、数控铣这类控制方式的数控机床有数控车床、数控铣床、数控磨床、加工中心等。
床、数控磨床、加工中心等。
v3按可控制联动的坐标轴分类按可控制联动的坐标轴分类v概念概念:
v数控机床可控制联动的坐标轴数控机床可控制联动的坐标轴,是指数控装,是指数控装置控制几个伺服电动机,同时驱动机床移动置控制几个伺服电动机,同时驱动机床移动部件运动的坐标轴数目。
部件运动的坐标轴数目。
v分类分类:
v
(1)两坐标联动)两坐标联动v
(2)三坐标联动)三坐标联动v(3)两轴半坐标联动)两轴半坐标联动v(4)多坐标联动)多坐标联动(a)卧式车床
(1)两坐标联动两坐标联动数控机床能同时控制两个坐标轴联动即数控装数控机床能同时控制两个坐标轴联动即数控装置同时控制置同时控制X和和Z方向运动。
方向运动。
图图(a)
(2)三坐标联动三坐标联动数控机床能同时控制三个坐标轴联动数控机床能同时控制三个坐标轴联动图图(b)(3)两轴半坐标联动两轴半坐标联动图图(c)数控机床本身有三个坐标能作三个方向的运动,但数控机床本身有三个坐标能作三个方向的运动,但控制装置只能同时控制两个坐标,而第三个坐标只控制装置只能同时控制两个坐标,而第三个坐标只能作等距周期移动能作等距周期移动(4)多坐标联动多坐标联动图图(d)数控机床能同时控制四个以上坐标轴联动,多数控机床能同时控制四个以上坐标轴联动,多坐标数控机床的结构复杂、精度要求高、程序坐标数控机床的结构复杂、精度要求高、程序编制复杂编制复杂v4按数控装置的类型分类按数控装置的类型分类v
(1)硬件数控)硬件数控(NC)v主要由固化的数字逻辑电路处理数字信息主要由固化的数字逻辑电路处理数字信息v
(2)计算机数控)计算机数控(CNC)v用计算机处理数字信息的计算机数控用计算机处理数字信息的计算机数控(CNC)系统)系统v5按伺服系统有无检测装置分类按伺服系统有无检测装置分类v开环控制数控机床开环控制数控机床v闭环控制数控机床闭环控制数控机床半闭环半闭环全闭环全闭环v6按数控系统的功能水平分类按数控系统的功能水平分类v类型类型:
v高级型高级型v普及型普及型v经济型经济型v参考评价指标包括参考评价指标包括:
vCPU性能、性能、v分辨率、分辨率、v进给速度、进给速度、v联动轴数、联动轴数、v伺服水平、伺服水平、v通信功能、通信功能、v人机对话界面等。
人机对话界面等。
1.2.3数控刀具的主要种类数控刀具的主要种类v1数控加工刀具的种类数控加工刀具的种类:
常规刀具和模块化刀具两大类常规刀具和模块化刀具两大类v模块化刀具的主要模块化刀具的主要优点优点:
v减少换刀停机时间减少换刀停机时间,提高生产加工时间;
,提高生产加工时间;
v加加快快换换刀刀及及安安装装时时间间,提提高高小小批批量量生生产产的的经经济济性性;
提高刀具的标准化和合理化的程度;
v提高刀具的管理及柔性加工的水平提高刀具的管理及柔性加工的水平;
v扩大刀具的利用率,充分发挥刀具的性能;
扩大刀具的利用率,充分发挥刀具的性能;
v有有效效地地消消除除刀刀具具测测量量工工作作的的中中断断现现象象,可可采采用用线线外外预调。
预调。
v数数控控刀刀具具三三大大系系统统:
即即车车削削刀刀具具系系统统、钻钻削削刀刀具具系系统和镗铣刀具系统。
统和镗铣刀具系统。
数控车刀数控可转位刀片数控刀片PVD涂层高速钢齿轮滚刀、铣刀、钻头数控刀具材料vPCVD涂层刀片vMT-CVD常见的刀具库常见的刀具库可装可装可装可装2020把刀的无臂式把刀的无臂式把刀的无臂式把刀的无臂式ATCATC刀具库刀具库刀具库刀具库常见的刀具库常见的刀具库可装可装可装可装2424把刀的有臂式把刀的有臂式把刀的有臂式把刀的有臂式ATCATC刀具库刀具库刀具库刀具库常见的刀具库常见的刀具库可装可装可装可装3232把刀的有臂式刀具库把刀的有臂式刀具库把刀的有臂式刀具库把刀的有臂式刀具库常见的刀具库常见的刀具库可装可装可装可装6060把刀的刀具库把刀的刀具库把刀的刀具库把刀的刀具库数数控控加加工工刀刀具具()()从结构上从结构上()()从制造所采用的材料上从制造所采用的材料上()()从切削工艺上从切削工艺上()()特殊型刀具特殊型刀具()从结构上()从结构上整体式整体式镶嵌式镶嵌式减振式减振式内冷式内冷式特殊型式特殊型式焊接式焊接式机夹式机夹式可转位可转位不转位不转位复合刀具、复合刀具、可逆攻螺纹刀具可逆攻螺纹刀具()从制造所采用的材料上()从制造所采用的材料上高高速速钢钢刀刀具具硬硬质质合合金金刀刀具具陶陶瓷瓷刀刀具具立立方方氮氮化化硼硼刀刀具具金金刚刚石石刀刀具具车削刀具车削刀具钻削刀具钻削刀具镗削刀具镗削刀具铣削刀具铣削刀具外圆、内孔、外螺纹、外圆、内孔、外螺纹、内螺纹,切槽、切端面、内螺纹,切槽、切端面、切端面环槽、切断切端面环槽、切断小孔、短孔、深孔、小孔、短孔、深孔、攻螺纹、铰孔攻螺纹、铰孔面铣、立铣、模具铣、面铣、立铣、模具铣、三面刃铣三面刃铣、键槽铣刀、键槽铣刀、鼓形铣刀鼓形铣刀、成形铣刀、成形铣刀从结构上从结构上从加工工艺要求上从加工工艺要求上整体式镗刀柄、整体式镗刀柄、模块式镗刀柄、模块式镗刀柄、镗头镗头粗镗刀、粗镗刀、精镗刀精镗刀()从从切切削削工工艺艺上上(4)特殊型刀具)特殊型刀具带柄自紧夹头、带柄自紧夹头、强力弹簧夹头刀柄、强力弹簧夹头刀柄、可逆式可逆式(自动反向自动反向)攻螺纹夹头刀柄、攻螺纹夹头刀柄、增速夹头刀柄、增速夹头刀柄、复合刀具和接杆类复合刀具和接杆类2数控加工刀具的特点数控加工刀具的特点v数控加工刀具与普通金属切削刀具相比特点数控加工刀具与普通金属切削刀具相比特点:
v刀片及刀柄高度的刀片及刀柄高度的通用化、规格化、系列化通用化、规格化、系列化。
v刀片或刀具的耐用度及经济寿命指标的刀片或刀具的耐用度及经济寿命指标的合理化合理化。
v刀具或刀片几何参数和切削参数的刀具或刀片几何参数和切削参数的规范化、典型规范化、典型化。
化。
v刀片或刀具材料及切削参数与被加工材料之间应刀片或刀具材料及切削参数与被加工材料之间应相匹配相匹配。
v刀具应具有较高的精度。
刀具应具有较高的精度。
刀具应具有较高的精度刀具应具有较高的精度包括:
包括:
v刀具的形状精度刀具的形状精度v刀片及刀柄对机床主轴的相对位置精度刀片及刀柄对机床主轴的相对位置精度v刀片及刀柄的转位及拆装的重复精度刀片及刀柄的转位及拆装的重复精度v刀柄的强度刀柄的强度要高、刚性及耐磨性要好。
要高、刚性及耐磨性要好。
v刀柄或工具系统的刀柄或工具系统的装机重量装机重量有限度。
有限度。
v刀片及刀柄刀片及刀柄切入的位置和方向切入的位置和方向有要求。
有要求。
v刀片、刀柄的定位基准及自动换刀系统刀片、刀柄的定位基准及自动换刀系统要要优化优化。
v总的说来:
数控机床上用的总的说来:
数控机床上用的刀具应满足安刀具应满足安装调整方便、刚性好、精度高、耐用度好装调整方便、刚性好、精度高、耐用度好等要求。
等要求。
1.2.4数控机床夹具的类型和特点数控机床夹具的类型和特点v机床夹具的类型机床夹具的类型:
v()按夹具的使用特点分类()按夹具的使用特点分类v通用夹具通用夹具v专用夹具专用夹具v可调夹具可调夹具v组合夹具组合夹具v拼装夹具拼装夹具1-1-夹具体夹具体夹具体夹具体2-2-液压缸液压缸液压缸液压缸3-3-压板压板压板压板4-4-对刀块对刀块对刀块对刀块


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 第二 数控 加工 工艺 系统
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
幼儿园大班毕业老师寄语大全.docx
-
外贸实习报告16篇.docx
-
幼儿园中班数学活动按规律排序教学设计公开课.docx
-
完整word版工会工作制度汇编推荐文档.docx
-
语文选修外国小说欣赏人教版 第1单元墙上的斑点 Word版含答案doc.docx
-
完整word版自动控制原理简答题.docx
-
原来成功并不遥远作文8篇.docx
-
皖南红军独立团暴动地纪念园建可行性谋划书.docx
-
再生纸污水综合治理建设项目可行性研究报告正文.docx
-
卫生局公立医院改革观摩促进会议经验交流材料.docx
-
招标部管理制度.docx
-
五年级班主任工作总结.docx
-
浙江省学考选考考前押宝卷1地理试题解析版.docx
-
五四辩论赛项目策划书.docx
-
支撑切割施工组织设计.docx
-
西安市最六年级下册期末复习 英语阅读理解及解析10题答案解析.docx
-
制度考核方案.docx
-
下学期中学英语教研组工作总结.docx
-
中国淋巴瘤合并HBV感染患者管理专家共识全文.docx
