 精品电石生产危险性分析控制.docx
精品电石生产危险性分析控制.docx
- 文档编号:1715196
- 上传时间:2022-10-23
- 格式:DOCX
- 页数:30
- 大小:27.62KB
精品电石生产危险性分析控制.docx
《精品电石生产危险性分析控制.docx》由会员分享,可在线阅读,更多相关《精品电石生产危险性分析控制.docx(30页珍藏版)》请在冰豆网上搜索。
精品电石生产危险性分析控制
电石生产危险性分析控制
第四部分:
电石生产危险性分析控制
一、石灰生产系统
石灰生产危险性分析控制表
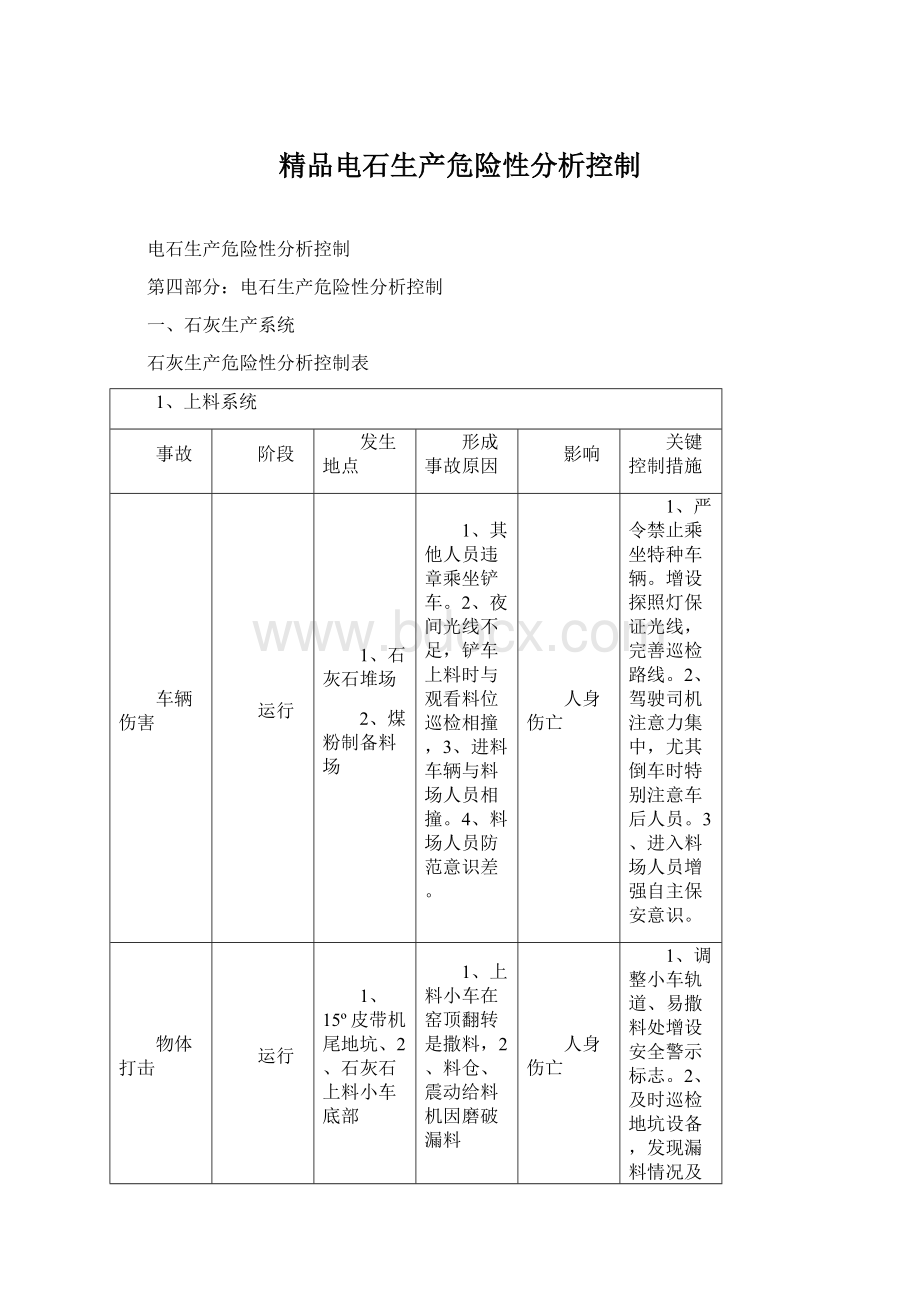
1、上料系统
事故
阶段
发生地点
形成事故原因
影响
关键控制措施
车辆伤害
运行
1、石灰石堆场
2、煤粉制备料场
1、其他人员违章乘坐铲车。
2、夜间光线不足,铲车上料时与观看料位巡检相撞,3、进料车辆与料场人员相撞。
4、料场人员防范意识差。
人身伤亡
1、严令禁止乘坐特种车辆。
增设探照灯保证光线,完善巡检路线。
2、驾驶司机注意力集中,尤其倒车时特别注意车后人员。
3、进入料场人员增强自主保安意识。
物体打击
运行
1、15º皮带机尾地坑、2、石灰石上料小车底部
1、上料小车在窑顶翻转是撒料,2、料仓、震动给料机因磨破漏料
人身伤亡
1、调整小车轨道、易撒料处增设安全警示标志。
2、及时巡检地坑设备,发现漏料情况及时处理。
3、按要求佩戴好安全帽。
机械伤害
运行或检修
各条皮带及卷扬机附近
1、打扫卫生时工具绞入皮带,拖拽工具人员手臂卷入受伤。
2、卷扬机加油时由于没有防护栏网,且必须运转时加油,易导致人员手臂卷入钢丝绳。
3、转动对轮、皮带轮没有防护罩。
4、横跨或乘坐运行中的皮带造成事故。
人身伤亡
1、当有工具绞入皮带时应选择放弃工具或及时急停皮带取出工具,防止划伤皮带。
2、制作专门为卷扬机钢丝绳加油的工具,设立防护栏网。
3、转动部件设置防护罩。
4、严禁横跨或乘坐运行中的皮带造成事故。
2、供气、冷却系统
事故
阶段
发生地点
形成事故原因
影响
关键控制措施
炉气中毒
运行
窑体及设备厂房平台。
1、旋塞阀、盲板阀、蝶阀等阀门由于维护保养不到位造成CO泄漏,2、巡检人员不佩戴CO检测仪。
人身伤亡
1、加强管道阀门的保养工作,及时更换损坏的密封垫,2、严格执行巡检安全制度,发现煤气超标及时采取措施,避免发生中毒事故。
导热油烫伤
运行
散热器及导热油管道处
1、导热油管道、散热器布设在其他设备附近,标示不清。
2、巡检时以外接触发生灼烫伤害,巡检人员不按规定穿戴防护手套,防护服。
人身伤亡
1、定期完善管道标识,明确划定巡检线路,2、按规定穿戴好劳保防护用品。
高处坠落
巡检
操作
窑体及设备平台、楼梯。
巡检、现场操作、检修人员工作时大意、违章或本人有突发疾病造成高处坠落。
人身伤亡
1、要求本岗位员工班前必须休息好、严禁饮酒。
2、有突发病史的不得从事本岗位。
3、煤粉制备系统
事故
阶段
发生地点
形成事故原因
影响
关键控制措施
煤粉爆炸
运行
煤粉制备设备及厂房内。
煤粉泄露浓度达到爆炸限度,与明火。
人身伤亡
财产
损失
1、加强管理杜绝煤粉泄露,严格管理杜绝明火。
2、加强机电设备管理排除电气及机械产生火花隐患。
粉尘伤害
运行
煤粉制备设备及厂房内。
除尘器故障、除尘效果差、设备漏粉。
肺部疾病
1、及时检修损坏设备,排除泄露点2、按规定穿戴好劳保防护用品。
4、成品输出系统
皮带火灾
运行
1、窑下皮带、2、60º大倾角皮带、3、可逆皮带
1、盲目追求产量,导致煅烧带下移。
出灰温度偏高。
2、巡检不到位,没有及时发现灰温异常,出灰温度显示损坏。
人身伤亡财产损失
1、严格按照工艺要求确定出灰量,按时巡检,确保出灰温度不发生异常。
2、定期检查出灰温度显示,防止发生火灾。
机械伤害
运行或检修
各皮带、振动筛及其它转动设备
1、检修皮带、振动筛时没有采取断电措施,人员误操作导致事故发生。
2、打扫卫生时工具绞入皮带,拖拽工具人员手臂卷入受伤。
人身伤亡
1、检修皮带、振动筛及其它转动设备时先断电断电,避免人员误操作导致事故发生。
2、打扫卫生时工具一旦绞入皮带时应选择放弃工具或及时急停皮带取出工具,防止划伤皮带。
。
粉尘伤害
运行
各出灰口
出灰口故障较多需多次进入处理,但除尘效果较差,工作人员不按照规定穿戴劳保防护用品。
皮肤、眼部烧伤
1、加强巡检并要求机电人员及时处理出灰口故障,2、按照规定穿戴劳保防护用品。
5、安全要求
1、必须按照规定每周对炉气管线、阀门进行系统安全检查,车间各运行班建立突发中毒事故应急救援小组,统一指挥、协调救援。
2、加强员工安全教育,严格按操作规程作业。
3、按规定佩戴劳保防护用品、增强自主保安意识。
二、炭材干燥系统
炭材干燥危险性分析控制表
1、湿焦料场上料和输送系统
事故
阶段
发生地点
形成事故原因
影响
关键控制措施
车辆伤害
运行
1、碳材堆场
2、碳材库棚
2、其他人员违章乘坐铲车。
2、夜间光线不足,铲车上料时与观看料位巡检相撞,3、进料车辆与料场人员相撞。
4、料场人员防范意识差。
人身伤亡
1、严令禁止乘坐特种车辆。
增设探照灯保证光线,完善巡检路线。
2、驾驶司机注意力集中,尤其倒车时特别注意车后人员。
3、进入料场人员增强自主保安意识。
机械伤害
运行或检修
各皮带线路、筛分设备
1、检修皮带、振动筛时没有采取断电措施,人员误操作导致事故发生。
2、打扫卫生时工具绞入皮带,拖拽工具人员手臂卷入受伤。
3、横跨或乘坐运行中的皮带造成事故。
人身伤亡
1、检修皮带、振动筛及其它转动设备时先断电断电,避免人员误操作导致事故发生。
2、打扫卫生时工具一旦绞入皮带时应选择放弃工具或及时急停皮带取出工具,防止划伤皮带。
3、严禁横跨或乘坐运行中的皮带造成事故。
火灾
运行或检修
焦炭堆场
夏季物料温度较高物料堆放内部产生高温,如有烟头等明火易发生火灾。
人身伤亡
财产损失
增设禁止烟火安全警示标志,加强员工管理,工作岗位禁止吸烟,增设灭火器材。
2、干燥系统
事故
阶段
发生地点
形成事故原因
影响
关键控制措施
高温灼烫
运行
热风炉附近
由于控制不稳定造成结焦事故,掏焦过程中劳保穿戴不规范,人员无意间接触炉墙等均有可能发生灼烫伤害。
人身伤亡
严格控制各工艺指标,处理结焦事故时穿戴好劳保防护用品。
机械伤害
运行或检修
干燥窑
干燥机加油过程中,由于操作面狭小,导致衣物卷入拖轮、挡轮造成伤害。
人身伤亡
必须选择干燥机停车时断电加油
3、成品输送系统
事故
阶段
发生地点
形成事故原因
影响
关键控制措施
CO中毒
运行或检修
各干焦仓口
1、碳材烘干时带有一定温度,到达仓内后温度积聚发生化学反应产生CO,如果室内通风情况不良,容易造成巡检、维修人员中毒。
人身伤亡
平时做好开窗通风,联系配料站人员及时倒换使用干焦仓,岗位增配CO检测仪,严格执行两人巡检制。
机械伤害
运行或检修
皮带输送设备、碳材筛分设备
1、检修皮带、振动筛时没有采取断电措施,人员误操作导致事故发生。
2、打扫卫生时工具缴入皮带,拖拽工具人员手臂卷入受伤。
人身伤亡
严格执行检修安全作业票制度,运转设备检修必须断电、验电后方可作业。
当有工具缴入皮带时应选择放弃工具或及时停皮带取出工具,防止划伤皮带。
皮带火灾
运行
各干焦皮带、干焦仓
1干焦皮带因故障突然停车,造成堆料现象没有及时处理导致物料温度积聚,发生皮带火灾。
2、干焦仓倒换不及时,产生红料烧损皮带。
人身伤亡财产损失
1、使用自动方式开启设备,保证发生因突发情况时全线停车,避免堆料现象,按时巡检发现堆料情况及时处理。
2、每班倒换使用2个干焦仓。
安全要求
1、由于碳具有导电性,碳粉尘进入电气设备、操作柜会引起短路或绝缘失效等情况,要求电议人员定时清理电气设备、照明灯具内的机灰,保证各设备、设施安全稳定运行。
三、电石生产系统
(一)、电石生产工序危险性分析控制表
事故
阶段
触发事件
形成事故的原因
影响
关键控制措施
电石炉开炉爆炸
开炉
液态电石遇水蒸气
开炉过程中炉底温度逐步升高后,炉底产生水蒸气导致石灰粉化炉料透气性降低,聚集在炉底。
水蒸汽、钙蒸汽与电石反应产生混合气体发生爆炸
设备损毁、人员伤亡
1、新开炉或大修后开炉必须在炉底、炉壳开溢气孔并烘炉技术要求烘炉。
2、新开炉过程中配备3——5套防火服、防火头盔。
进入二楼炉面时必须穿戴好。
3、严格按开炉方案进行木材烘炉、碳炼电极、电炼电极操作,总时间不少于10天。
确认炉体、炉底已烘干,电极也焙烧好后方可增加负荷进入生产阶段。
液压系统火灾
运行
液压系统漏油
液压系统管路或阀门泄漏,或密封圈老化
财产损失
1、加强巡检工巡视检查工作。
2、定期对高压油管进行更换。
3、定期对夹紧缸、压放缸、大立缸密封圈进行更换。
4、发现液压系统漏油必须及时处理。
5、控制液压油温度防止因油温过高导致液压系统密封圈损坏,设备漏油。
电石爆炸
运行、电石出炉
高温电石遇水
高温电石与水、空气中的水份反应生成乙炔气遇明火产生爆炸
财产损失、人员伤亡
1、发现炉体、电极冷却系统漏水必须立即停电处理。
2、出炉时密切关注炉嘴、炉门框、挡屏,一旦发现漏水必须立即停电堵眼。
炉内塌料
漏水
爆炸
运行或检修电石炉
炉内CO压力波动大
1.刚出完炉,料层不稳。
2.炉内炉料中粉料和炉灰含量大,炉料棚住使炉料透气性差。
产生的CO不能顺利排出。
3.安全防护设施不完备,生产工艺规程和安全操作规程不完善,执行不严。
4、炉体内部漏水。
人员伤亡
1、加强对进炉原料的质量管理.。
保证合格原料入炉。
2、认真落实各级各类人员的安全责任制,在生产中要经常疏松炉料,及时清理炉灰,增强炉料透气性。
3、加强对全体职工的安全教育和专业知识培训,按规定配发和穿戴劳动防护用品。
4、密切注意电石炉尾气分析系统H2含量,当H2超过15%时电石炉必须停电观察、处理。
电极软断
运行、压放电极
电极断落
1.电极过短,进行补压过长,电极没焙烧好负荷提升过快。
3.电极糊质量不符合工艺要求,挥发份含量过高。
4.电极焙烧速度慢,电阻率偏高;
5.接触元件与电极筒接触不良,刺火引发软断;
6.电极压放间隔时间短或压放量过大
7.电极糊块度大,中空造成棚糊。
严重时造成人员伤亡电石炉发生爆炸轻微时造成财产损失
1.压放100—300mm电极时,要进行电极焙烧,视电极质量情况,允许用△型接线方法在变压器档位27级送电,但电极必须座实,电流控制在75000A以内。
当电极压放长度在100—200mm时,操作档位在27级必须运行1小时以上;当电极压放长度在200—300mm时,操作档位在27级必须运行2小时以上。
经检查确认电极质量已满足升负荷条件,方可提升电极、升降负荷。
2、压放300mm以上电极时,必须用Y型接线方法,变压器档位在27级送电,但电极必须座实。
1小时之内电流控制在55000A以下,电极每隔半小时往下降。
电极位置在400—500mm时,允许变压器档位升至8档之内,电流控制在80000A以内,待2小时后,打开炉眼,出完一炉料后,经检查确认电极质量已满足升负荷条件,停电。
用△型接线送电,在△型接线方法下,变压器档位在27级上运行1小时以上,方可升降负荷。
3.紧急停电,将粗气烟囱阀门全开,烟气排空;
4.打开炉盖安全阀,确认安全后,再打开检查门检查;
5.清除流出电极糊,更换电极周围损坏部件;
6.下落电极,用料埋好,Y型低负荷送电焙烧电极;
7.分析事故原因,提出预防措施。
硬断
运行、
电极断落
1.电极糊质量不符合工艺要求电极焙烧过干,有裂缝出现,易折断;
2.停电时间长,热胀冷缩,且送电后,提升负荷过快;
3.停电时间长,电极风化严重,强度下降
4.停电时间长,灰进筒体,出现隔层,产生硬断
设备损毁、财产损失
1.断落电极短(小于600mm)可直接压下,压放并埋好电极


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 精品 电石 生产 危险性 分析 控制
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
消防设计技术审查的要点Word文档格式.docx
-
第三章 习题课 带电粒子在磁场或复合场中的运动Word格式.docx
-
湖南岳阳中考英语模拟卷含答案Word文档格式.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
1718版 必修1 第3单元 第3讲 光合作用Ⅰ.docx
-
大人是个手机人作文.docx
-
A71综合布线系统自检报告.docx
-
创业励志的10首好听歌曲推荐.docx
-
港陆150tLF技术方案0226.docx
-
河北版小学美术一年级下册教案冀教版.docx
-
西学火炬薪火相传从《格物测算》等三套理科教材看同文馆和京师大学堂的科学教育doc.docx
-
N水卫工程监理实施细则.docx
-
大学宿管阿姨年终工作总结.docx
-
提车注意事项以及验车的步骤.docx
-
东师计算机网络技术20秋在线作业1.docx
-
烟草漂浮育苗基质标准.docx
-
高考历史一轮复习 第37讲 19世纪以来的世界文学艺术教案 人民版.docx
-
中考历史十一大专题知识复习提纲精华版.docx
-
红酒营销策划方案.docx
-
代建合同标准.docx
-
二年级看图写话训练材料.docx
-
11066kV500kV架空输电线路技术标准附编制说明.docx
-
高考试题理综全国卷1word版.docx
 JJ Geewax - API Design Patterns.pdf
JJ Geewax - API Design Patterns.pdf
- Wendy Laura Belcher - Writing Your Journal Article in Twelve Weeks_ A Guide to Academic Publishing Success-SAGE Publications, Inc (2009).pdf
- JAMA Network - AMA Manual of Style_ A Guide for Authors and Editors-OUP USA (2020).pdf
- 届湖南省长沙市高三高考模拟猜想卷语文试题二.docx
- 完整word人教版高中物理选修32课后习题参考答案.docx
- 最新会计继续教育试题题库含答案解析CUX.docx
- 先秦韵文选讲义.docx
- 台北县淡水国民小学95学年度上学期五年级艺精.docx
- 语文考试试题.docx
- 最新人教部编版八年级下册语文练习1 社 戏.docx