 大学方案外文翻译冲压模具方案成型方面Word格式文档下载.docx
大学方案外文翻译冲压模具方案成型方面Word格式文档下载.docx
- 文档编号:18097617
- 上传时间:2022-12-13
- 格式:DOCX
- 页数:15
- 大小:3.47MB
大学方案外文翻译冲压模具方案成型方面Word格式文档下载.docx
《大学方案外文翻译冲压模具方案成型方面Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《大学方案外文翻译冲压模具方案成型方面Word格式文档下载.docx(15页珍藏版)》请在冰豆网上搜索。
.
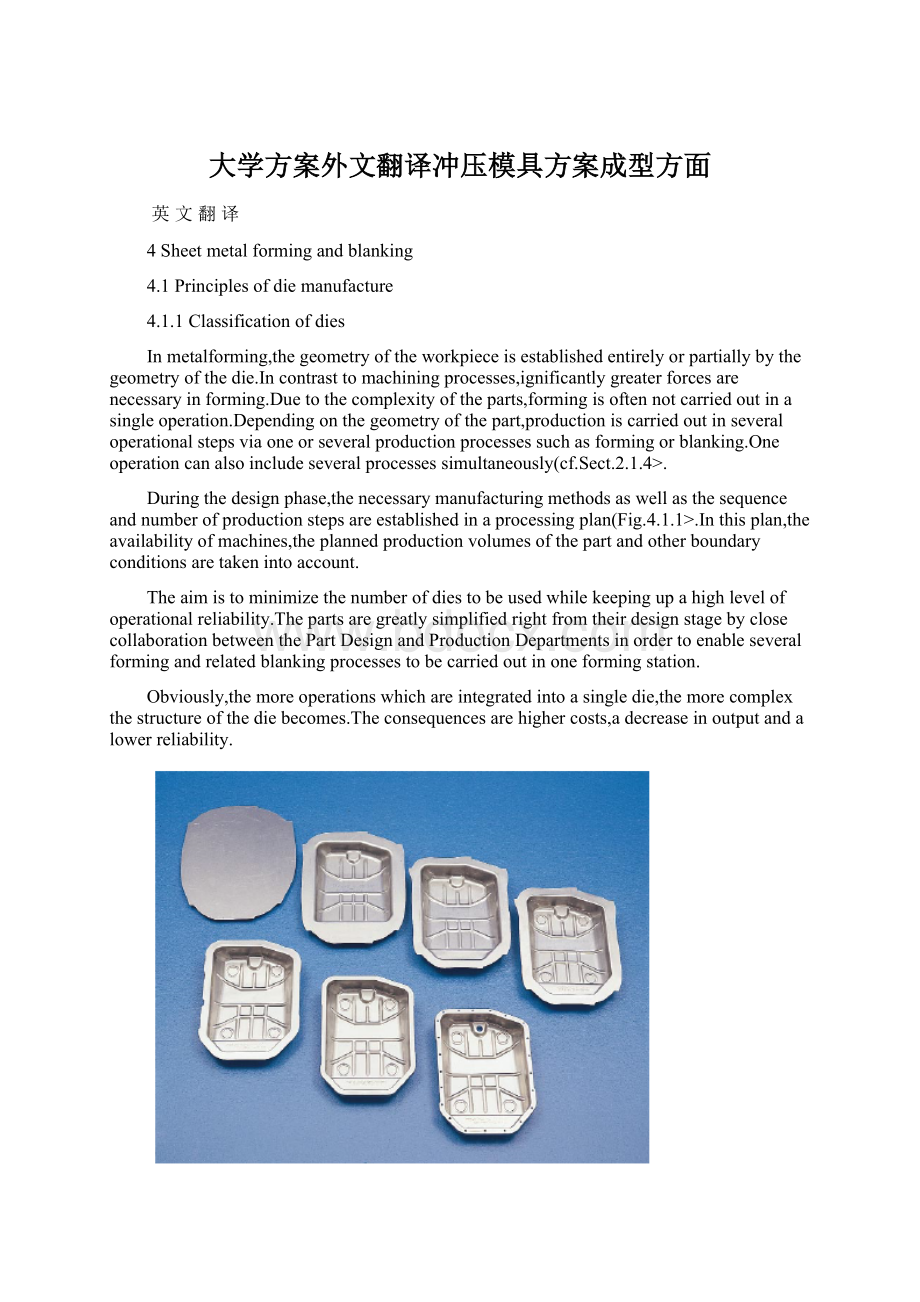
Duringthedesignphase,thenecessarymanufacturingmethodsaswellasthesequenceandnumberofproductionstepsareestablishedinaprocessingplan(Fig.4.1.1>
.Inthisplan,theavailabilityofmachines,theplannedproductionvolumesofthepartandotherboundaryconditionsaretakenintoaccount.
Theaimistominimizethenumberofdiestobeusedwhilekeepingupahighlevelofoperationalreliability.ThepartsaregreatlysimplifiedrightfromtheirdesignstagebyclosecollaborationbetweenthePartDesignandProductionDepartmentsinordertoenableseveralformingandrelatedblankingprocessestobecarriedoutinoneformingstation.
Obviously,themoreoperationswhichareintegratedintoasingledie,themorecomplexthestructureofthediebecomes.Theconsequencesarehighercosts,adecreaseinoutputandalowerreliability.
Fig.4.1.1Productionstepsforthemanufactureofanoilsump
Typesofdies
Thetypeofdieandthecloselyrelatedtransportationofthepartbetweendiesisdeterminedinaccordancewiththeformingprocedure,thesizeofthepartinquestionandtheproductionvolumeofpartstobeproduced.
Theproductionoflargesheetmetalpartsiscarriedoutalmostexclusivelyusingsinglesetsofdies.Typicalpartscanbefoundinautomotivemanufacture,thedomesticapplianceindustryandradiatorproduction.Suitabletransfersystems,forexamplevacuumsuctionsystems,allowtheinstallationofdouble-actiondiesinasufficientlylargemountingarea.Inthisway,forexample,therightandleftdoorsofacarcanbeformedjointlyinoneworkingstroke(cf.Fig.4.4.34>
Largesizesinglediesareinstalledinlargepresses.Thetransportationofthepartsfromoneformingstationtoanotheriscarriedoutmechanically.Inapresslinewithsinglepressesinstalledonebehindtheother,feedersorrobotscanbeused(cf.Fig.4.4.20to4.4.22>
whilstinlarge-paneltransferpresses,systemsequippedwithgripperrails(cf.Fig.4.4.29>
orcrossbarsuctionsystems(cf.Fig.4.4.34>
areusedtotransfertheparts.
Transferdiesareusedfortheproductionofhighvolumesofsmallerandmediumsizeparts(Fig.4.1.2>
.Theyconsistofseveralsingledies,whicharemountedonacommonbaseplate.Thesheetmetalisfedthroughmostlyinblankformandalsotransportedindividuallyfromdietodie.Ifthisparttransportationisautomated,thepressiscalledatransferpress.Thelargesttransferdiesareusedtogetherwithsinglediesinlarge-paneltransferpresses(cf.Fig.4.4.32>
Inprogressivedies,alsoknownasprogressiveblankingdies,sheetmetalpartsareblankedinseveralstages。
generallyspeakingnoactualformingoperationtakesplace.Thesheetmetalisfedfromacoilorintheformofmetalstrips.Usinganappropriatearrangementoftheblankswithintheavailablewidthofthesheetmetal,anoptimalmaterialusageisensured(cf.Fig.4.5.2to4.5.5>
.Theworkpieceremainsfixedtothestripskeletonupuntilthela
Fig.4.1.2Transferdiesetfortheproductionofanautomatictransmissionforanautomotiveapplication
-stoperation.Thepartsaretransferredwhentheentirestripisshiftedfurtherintheworkflowdirectionaftertheblankingoperation.Thelengthoftheshiftisequaltothecenterlinespacingofthediesanditisalsocalledthestepwidth.Sideshears,veryprecisefeedingdevicesorpilotpinsensurefeed-relatedpartaccuracy.Inthefinalproductionoperation,thefinishedpart,i.e.thelastpartinthesequence,isdisconnectedfromtheskeleton.Afieldofapplicationforprogressiveblankingtoolsis,forexample,intheproductionofmetalrotorsorstatorblanksforelectricmotors(cf.Fig.4.6.11and4.6.20>
Inprogressivecompounddiessmallerformedpartsareproducedinseveralsequentialoperations.Incontrasttoprogressivedies,notonlyblankingbutalsoformingoperationsareperformed.However,theworkpiecealsoremainsintheskeletonuptothelastoperation(Fig.4.1.3andcf.Fig.4.7.2>
.Duetotheheightoftheparts,themetalstripmustberaisedup,generallyusingliftingedgesorsimilarliftingdevicesinordertoallowthestripmetaltobetransportedmechanically.Pressedmetalpartswhichcannotbeproducedwithinametalstripbecauseoftheirgeometricaldimensionsarealternativelyproducedontransfersets.
Fig.4.1.3Reinforcingpartofacarproducedinastripbyacompounddieset
Nexttothediesalreadymentioned,aseriesofspecialdiesareavailableforspecialindividualapplications.Thesediesare,asarule,usedseparately.Specialoperationsmakeitpossible,however,forspecialdiestobeintegratedintoanoperationalSequence.Thus,forexample,inflangingdiesseveralmetalpartscanbejoinedtogetherpositivelythroughthebendingofcertainmetalsections(Fig.4.1.4andcf.Fig.2.1.34>
.Duringthisoperationreinforcingparts,glueorothercomponentscanbeintroduced.
Otherspecialdieslocatespecialconnectingelementsdirectlyintothepress.Sortingandpositioningelements,forexample,bringstampingnutssynchronisedwiththepresscyclesintothecorrectpositionsothatthepunchheadscanjointhemwiththesheetmetalpart(Fig.4.1.5>
.Ifthereissufficientspaceavailable,formingandblankingoperationscanbecarriedoutonthesamedie.
Furtherexamplesincludebending,collar-forming,stamping,fineblanking,wobbleblankingandweldingoperations(cf.Fig.4.7.14and4.7.15>
Fig.4.1.4Ahemmingdie
Fig.4.1.5Apressedpartwithanintegratedpunchednut
4.1.2Diedevelopment
Traditionallythebusinessofdieengineeringhasbeeninfluencedbytheautomotiveindustry.Thefollowingobservationsaboutthediedevelopmentaremostlyrelatedtobodypaneldieconstruction.Essentialstatementsare,however,madeinafundamentalcontext,sothattheyareapplicabletoallareasinvolvedwiththeproductionofsheet-metalformingandblankingdies.
Timingcycleforamassproducedcarbodypanel
Untiltheendofthe1980ssomecarmodelswerestillbeingproducedforsixtoeightyearsmoreorlessunchangedorinslightlymodifiedform.Today,however,productiontimecyclesaresetforonlyfiveyearsorless(Fig.4.1.6>
.Followingthenewdifferentmodelpolicy,thedemandsondiemakershavealsochangedfundamentally.ComprehensivecontractsofmuchgreaterscopesuchasSimultaneousEngineering(SE>
contractsarebecomingincreasinglycommon.Asaresult,thediemakerisofteninvolvedattheinitialdevelopmentphaseofthemetalpartaswellasintheplanningphasefortheproductionprocess.Therefore,amuchbroaderinvolvementisestablishedwellbeforetheactualdiedevelopmentisinitiated.
Fig.4.1.6Timescheduleforamassproducedcarbodypanel
ThetimetableofanSEproject
Withinthecontextoftheproductionprocessforcarbodypanels,onlyaminimalamountoftimeisallocatedtoallowforthemanufactureofthedies.Withlargescalediesthereisarun-upperiodofabout10monthsinwhichdesignanddietry-outareincluded.IncomplexSEprojects,whichhavetobecompletedin1.5to2years,paralleltasksmustbecarriedout.Furthermore,additionalresourcesmustbeprovidedbeforeandafterdeliveryofthedies.Theseshortperiodscallforpre-ciseplanning,specificknow-how,availablecapacityandtheuseofthelatesttechnologicalandcommunicationssystems.Thetimetableshowstheindividualactivitiesduringthemanufacturingofthediesfortheproductionofthesheetmetalparts(Fig.4.1.7>
.Thetimephasesforlargescalediesaremoreorlesssimilarsothatthistimetablecanbeconsideredtobevalidingeneral.
Datarecordandpartdrawing
Thedatarecordandthepartdrawingserveasthebasisforallsubsequentprocessingsteps.Theydescribeallthedetailsofthepartstobeproduced.Theinformationgiveninthe
Fig.4.1.7TimetableforanSEproject
partdrawingincludes:
partidentification,partnumbering,sheetmetalthickness,sheetmetalquality,tolerancesofthefinishedpartetc.(cf.Fig.4.7.17>
Toavoidtheproductionofphysicalmodels(masterpatterns>
theCADdatashoulddescribethegeometryofthepartcompletelybymeansofline,surfaceorvolumemodels.Asageneralrule,highqualitysurfacedatawithacompletelyfilletedandclosedsurfacegeometrymustbemadeavailabletoalltheparticipantsinaprojectasearlyaspossible.
Processplananddrawdevelopment
Theprocessplan,whichmeanstheoperationalsequencetobefollowedintheproductionofthesheetmetalcomponent,isdevelopedfromthedatarecordofthefinishedpart(cf.Fig.4.1.1>
.Alreadyatthispointintime,variousboundaryconditionsmustbetakenintoaccount:
thesheetmetalmaterial,thepresstobeused,transferofthepartsintothepress,thetransportationofscrapmaterials,theundercutsaswellasthe
slidingpininstallationsandtheiradjustment.
Thedrawdevelopment,i.e.thecomputeraideddesignandlayoutoftheblankholderareaofthepartinthefirstformingstage–ifneedbealsothesecondstage–,requiresaprocessplannerwithconsiderableexperience(Fig.4.1.8>
.Inordertorecognizeandavoidproblemsinareaswhicharedifficulttodraw,itisnecessarytomanufactureaphysicalanalysismodelofthedrawdevelopment.Withthismodel,


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 大学 方案 外文 翻译 冲压 模具 成型 方面
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
制度汇编地下矿山标准化制度汇编完整推荐.docx
-
整编微信O2O书城电商项目创业商业计划书.docx
-
整理光通信基础知识.docx
-
治安宣传标语完整版.docx
-
中考物理总复习.docx
-
整理计算机等级考试二级VB模拟试题一及答案解析.docx
-
长春大学 学生实习报告材料.docx
-
整理无锡国金中心项目策划.docx
-
小学语文五年级上册复习资料汇总.docx
-
中班体格活动教案30篇.docx
-
找最大公因数和最小公倍数练习题 45.docx
-
整理中国的粮食问题.docx
-
协会会长竞聘演讲稿.docx
-
中考语文模拟适应性练习.docx
-
证券投资与实务.docx
-
中国典当业协会章程征求意见稿.docx
-
政策科学的历史发展一.docx
-
中融信托单一资金信托合同题库.docx
-
知识作文之英语作文课外活动可以增长知识.docx
