 检验记录1Word下载.docx
检验记录1Word下载.docx
- 文档编号:18956976
- 上传时间:2023-01-02
- 格式:DOCX
- 页数:20
- 大小:20.99KB
检验记录1Word下载.docx
《检验记录1Word下载.docx》由会员分享,可在线阅读,更多相关《检验记录1Word下载.docx(20页珍藏版)》请在冰豆网上搜索。
9
10
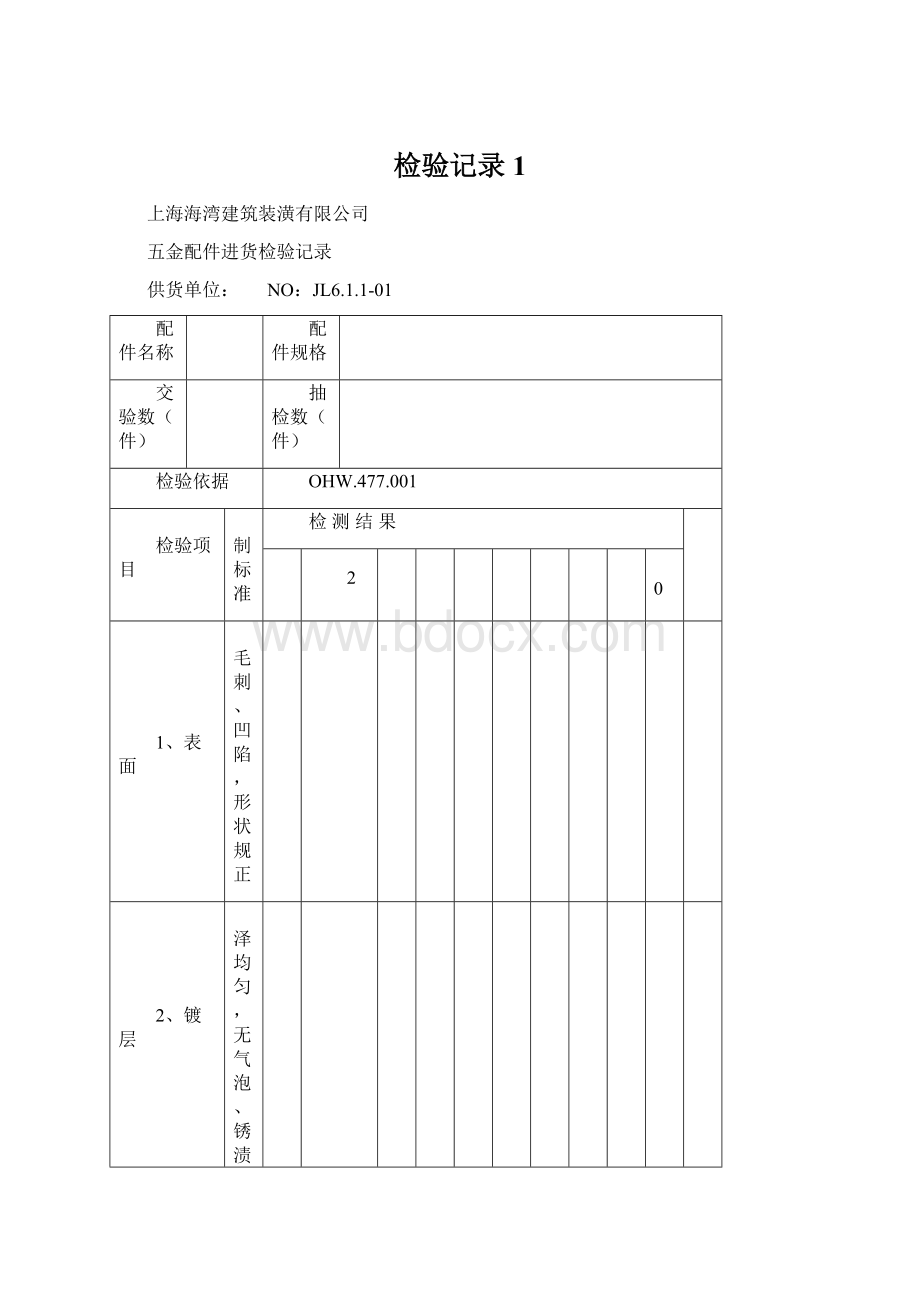
1、表面
无毛刺、凹陷,形状规正
2、镀层
色泽均匀,无气泡、锈渍现象
3、铆接
牢固、无裂纹
4、滑动部位
灵活,无卡阻现象
5、滑轮
灵活
6、孔径
D=
D±
0.5mm
7、孔距
L=
L±
0.3mm
检验结论
检验员及日期
注:
检测结果栏第6、7项需要填写数据,其他项符合要求用“合格”表示;
不符合要求对不符合事实进行描述。
按5%抽样,不少于5件。
少于
5件,全检。
JL6.1.1-01
紧固件进货检验记录
紧固件名称
紧固件规格
检验项目及控制标准
镀层表面色泽均匀、光洁,无明显气泡、泛黄、脱落、锈渍
螺纹清晰、无烂牙
合格证
检验
结论
检验员
及日期
注检测结果判定,符合要求用“合格”表示;
每批抽10只。
密封件进货检验记录
密封件名称
规格
交验数
抽检数
检验依据
检验项目及控制标准
11
外观质量:
光滑平直、无扭曲变形、表面无裂纹、边角无锯齿。
适用密封条
绒毛应均匀致密,毛簇挺直切割平整,无缺毛和凹凸不齐。
适用毛条
底板表面光滑、平直、无裂纹、气泡,粘合牢固
拼接:
最短不小于2m,每50m拼接≤4段
无油污、脏物
颜色(按合同)
材质及物理性能
查验合格证
与型材槽口配合牢固
不脱落
硅化处理
检验结论
检测结果判定,符合要求用“合格”表示;
每批抽3卷。
其他辅助材料进货检验记录
NO:
辅助材料名称
交验数
抽检数
及控制标准
查验合格证明
每批抽5件
铝合金建筑型材进货检验记录
型材代号
构件名称
交验数(支)
抽检数(支)
备注
截面尺寸偏差(mm)
B=
H=
型材壁厚≥1.4mm
涂层厚度t(µ
m)
阳极氧化膜≥15
a
b
c
d
e
平均值
粉末喷涂
40≤t
≤120
氟碳喷涂≥30
电泳涂漆≥16
型材表面无明显划伤,同一批型材无明显色差
合格证
1、检测结果栏第1、2、3项要填写数据,4、5、6项符合要求用“合格”表示;
按10%抽样,不少于10支,不足10支全检。
2、涂层厚度栏中,a、b、c、d、e表示同一根型材测量不同位置的五个点,平均值为a、b、c、d、e的平均值。
上海海湾建筑装潢有限公司JL6.1.1-01
玻璃成品进货检验记录
玻璃品种
交验数(块)
抽检数(块)
序号
检验项目控制标准
外观质量:
气泡、夹杂物、线道、划伤、点状缺陷、密集度等允许数量普通平板玻璃按GB48715.7条要求;
浮法玻璃按GB116144.3条要求;
钢化玻璃按GB99634.2条要求;
中空玻璃按所选用玻璃标准所规定的要求。
厚度
偏差(mm)
δ(t)=
普通平板玻璃
δ=2、3、4±
0.2
δ=5±
0.25
浮法玻璃
δ=2、3、4、5、6±
δ=8、10±
0.3
δ=12±
0.4
δ=15±
0.6
δ=19±
1.0
钢化玻璃
δ=4、5、6±
δ=12、15±
0.8
1.2
中空玻璃
t<17±
17≤t<22±
1.5
t≥22±
2.0
长、宽度偏差(mm)
≤1500±
>1500±
δ=2、3、4
L<
3000±
δ=5、6
L<3000±
3000≤L≤5000±
δ=8、10
3000+2-3
3000≤L≤5000+3-4
δ=12、15
δ=19L≤5000±
δ=4、5、6
L≤1000+1-2
1000<
L≤2000±
2000<
L≤3000±
δ=8、10、12
L≤1000+2-3
δ=15
1000≤L≤3000±
δ=19
L<1000±
1000≤L<
2000+2–3
L≥2000±
检验员/日期
1、检测结果栏第2、3项需填写数据,第1、4项符合要求用“合格”表示;
不符合要求对不符合事实进行描述;
2、中空玻璃的公称厚度(t)为玻璃原片的公称厚度与间隔厚度之和。
按5%抽样,不少于5件,少于5件全检。
PVC-U型材进货检验记录
截面尺寸偏差
(mm)
D≤80±
D>80±
0.5
W±
W=
型材
壁厚
平开窗≥2.5㎜
推拉窗≥2.2㎜
焊接角破坏力(窗框扇料)>平开窗窗:
框不小于2000N,窗扇不小于2500N推拉窗:
窗框不小于2500N,窗扇不小于1400N。
实测值应大于计算值
型材单位长度质量偏差,小于规定值的5﹪
型材颜色(按合同)色泽均匀一致
型材表面应光滑、平整,无明显凹凸,无杂质。
型材端部应清洁,无毛剌。
型材无明显的收缩痕。
检测结果栏第1、2、3、4项需填写数据,第5、6、7项符合要求用“合格”表示;
10%抽样,不少于10支,少于10支全检。
焊接角破坏力检验记录
材料名称
框(支)
抽检
焊角数
框料(只)
扇(支)
扇料(只)
0HW.477.001
技术指标:
平开窗窗框焊接角破坏力的计算值不小于2000N,窗扇不小于2500N;
推拉窗窗框的计算值不小于2500N,窗扇不小于1400N。
实测值应大于计算值。
检验频次
框料焊接角破坏力(N)
扇料焊接角破坏力(N)
焊板温度
环境温度
焊接时间
焊接角破坏力检测结果栏要填写具体数值,检验结论栏符合要求用“合格”表示,不符合要求要对不符合事实进行描述。
框料、扇料每批测试5个焊角。
增强型钢进货检验记录
型钢代号
截面尺寸公差(mm)
B/H(-0.1~
-0.5)
截面厚度≥1.5㎜
表面镀锌
外观:
内外表面平整,无裂缝、无分层、无搭焊缺陷.
检测结果栏第1、2项需填写数据,第3、4、5项符合要求用“合格”表示;


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 检验 记录
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
垂直运输作业安全技术交底Word格式文档下载.docx
-
优秀实习报告长篇范文合集文档格式.docx
-
高中数学教案人教A版必修二Word文档格式.docx
-
医院先进党员个人总结多篇范文与医院先进学习材料汇编文档格式.docx
-
最新三年级 上册名师指点资料Word文档格式.docx
-
个人住房按揭贷款试题Word格式文档下载.docx
-
城乡医疗救助工作计划范文2篇Word文档格式.docx
-
医疗质量与安全教育记录Word下载.docx
-
大学学生上学期班主任评语Word文件下载.docx
-
电梯安装维修作业安全规范文档格式.docx
-
最新校园招聘活动策划书范文Word文档格式.docx
-
幼儿园小班教师个人总结与幼儿园小班教师个人总结及班主任总结3篇汇编Word格式文档下载.docx
-
关于学校德育立法的几点思考Word文档格式.docx
-
高三励志名言170句Word格式.docx
-
高三非凡周报内容Word格式文档下载.docx
-
政府工作报告2Word文档下载推荐.docx
-
单片机课程设计之音乐播放器Word文档格式.docx
-
油库操作规程Word下载.docx
-
英讯Word下载.docx
