 塑胶各种不良分析报告Word文件下载.docx
塑胶各种不良分析报告Word文件下载.docx
- 文档编号:22299870
- 上传时间:2023-02-03
- 格式:DOCX
- 页数:31
- 大小:25.80KB
塑胶各种不良分析报告Word文件下载.docx
《塑胶各种不良分析报告Word文件下载.docx》由会员分享,可在线阅读,更多相关《塑胶各种不良分析报告Word文件下载.docx(31页珍藏版)》请在冰豆网上搜索。
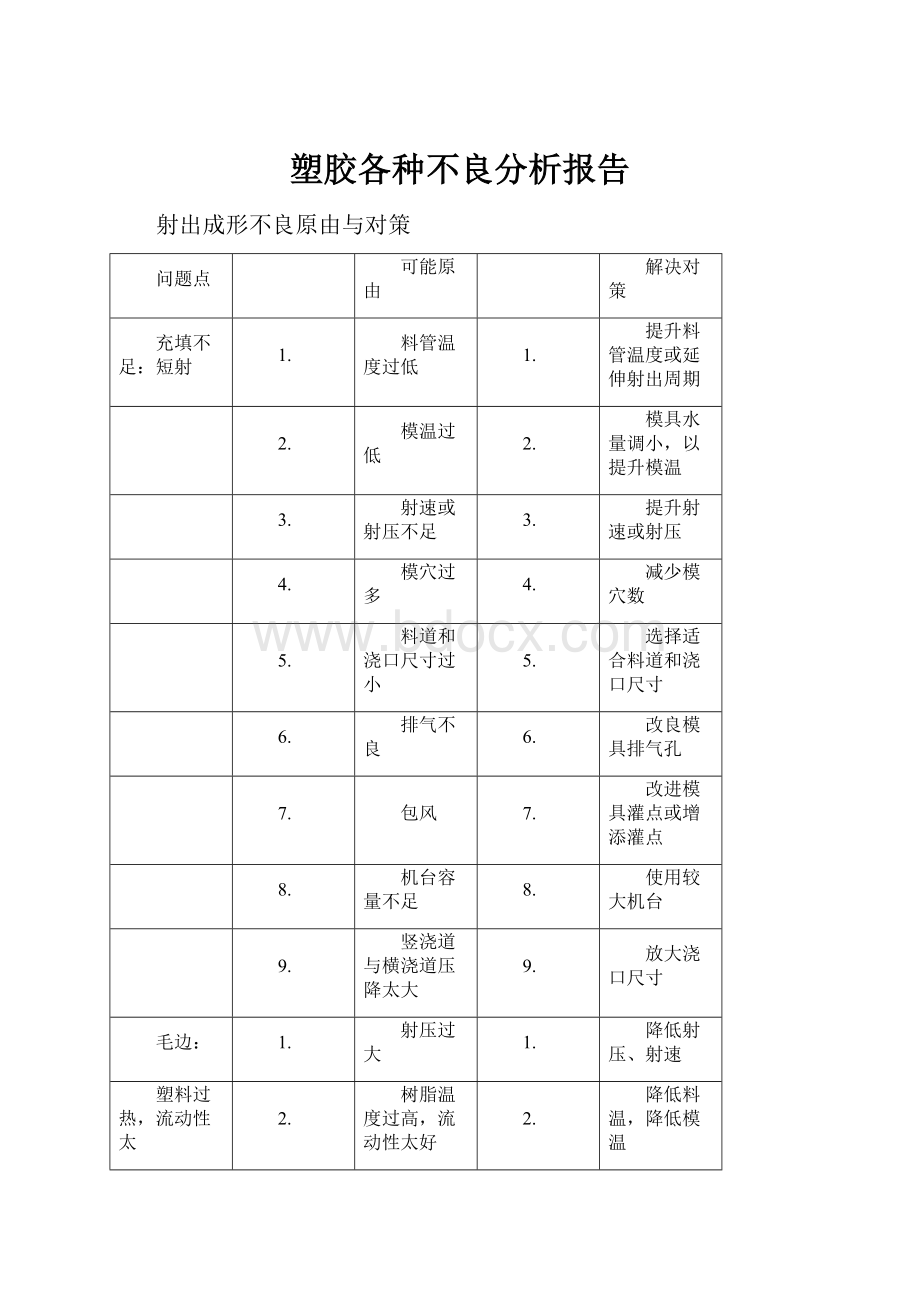
入料(计量)不足
增添入料(计量)行程
射出时间很短
延伸射出时间
浇口不对称
改正浇口对称性
10.
射速太慢
增添射速
翘曲变形
塑品太热时脱模
1.1.
降低塑胶温度
塑料太冷
1.2.
降低模具温度
塑品厚薄不均
1.3.
延伸模具闭合时间
脱模设计不良或安装不好
1.4.
降低螺杆转速或背压
模温不平均
2.1.
提升料管温度
过多废料在浇口四周
2.2.
提升模具温度
保压过分
2.3.
增添螺杆背压
3.1.
调整螺杆后松退地点,减少入料
3.2.
降低射压
3.3.
控制塑胶在个浇口的流动或改正
改正设计或调整
改正模具冷却水道
6.1.
调整射出时间
6.2.
减少或增添浇口尺寸
缩短保压时间,降低保压压力
射嘴流涕
塑料含水份太多
充足干燥塑料
射嘴或料管温度过热
降低料温或射嘴温度
射嘴孔太大、很短
降低背压
减少计量段之有效流量
射嘴孔改小或加长
气泡:
塑料含有水份、挥发份或增添剂,因热分
塑料充足干燥,增添入料量,螺杆设计提升压
成品部残留气泡,原
解,在射入模腔因压力降而形成大批之气
增添塑料温度,提升模温
因与凹陷同样
泡
洁净模具表面
真空气泡:
成品厚薄不一,易造成厚薄面
加大浇道及浇口尺寸,并降低射速
之固化速度不一样,使较厚之部位凹塌形成
2.4.
加大射压,增添保压时间
真空的空洞
增添进料速度,调整射出速度的变化地点
入料不足
成品烧焦(变黄)、塑
空气在料管受压缩时放热,造成塑胶烧焦
降低料管及射嘴温度
料变色:
射出压力太
因卡料而造成塑化过分
降低背压、转数
大所惹起之压缩烧焦
模具排气不良,模腔空气来不及挤出模具
斑点
外,造成空气被隔热缩成高温,使得成品
检视料管、螺杆能否刮伤
烧焦
降低射压及射速
螺丝缸压设有滞留部
浇口加大,加设排气孔
压缸喷嘴螺杆优等螺纹部有树脂渗透
除去死角以防备资料滞留
PS:
成形机压缸滞留时间长
防止螺纹部的损害改良密著性
20℃空气瞬时压缩至
螺杆中卷入空气产生压缩而发热
检视温控系统,减少塑料滞留时间
200kgf/cm^2
时,空气
螺杆不适合
减少漏斗的资料,并增高背压
温度会达到
1058℃使
改换适合的螺杆
得塑胶高温碳化
浇口部的模糊
射速太快
降低射速
浇口尺寸过小
加大浇口
成品脆化(龟裂):
干燥不确立,造成塑料水解现象,降低分
预备干燥塑料要完好
强度不足
水量,比如PC、PETP、聚芳酯
降低料管温度及射嘴温度
树脂温度过高,致使热分解,降低分子量
减少树脂滞留料管时间
残留变形量
减少次数使用比率
塑化不足,造成塑胶没法在模腔完好相熔
使用适合大小之射出机
合
使用减少残留变形量的成形条件
模具温度不平均,填模太实
4.1.
模具温度太低
4.2.
延伸加料时间
脱模设计不妥(倒扣位、角度斜位)
4.3.
顶针或环定位不妥
改正模具冷却水管配置,减少入料速度,降低射
压
提升模温
改正模温
从头安置顶针
裂纹、破碎
成品表面残留应力,经一段时间后,表面发
降低射压或保压
生细小破碎
提升射出机能力
射嘴牵丝
温度过高
降低料管温度或射嘴温度
降低转速
增添松退
吃料噪音
机台问题
改换机台生产
料管与螺杆空隙太小
加大空隙
料管螺杆排气不良
增添排气成效
银条:
塑料含有水份或挥发性物质,因受压缩而
改良机台底压、背压之控制,增添塑化并同时
成品沿塑料流动表
体现液态状,当挤出射嘴进入模具后压力
减少入料时有效流量,用以降低待射区之压
面,体现银白色条纹
忽然降落而使液态状被蒸发而成气态,使
得塑胶在与模具表面接触时,固化后因表
加大背压,可改良排出气体
面细泡而形成银白色条纹
粉粒熔融时此间空气亦跟着一同射出
充足干燥塑料,增强螺杆排气,提升背压,降低
塑料过冷,模温过低,造成慢速充填,因
射压
而射嘴温度过高使得有冷料问题
成品表面银痕:
水汽太多
干燥塑料
成品表面出现银色斑
冷料头
该用长射嘴,改成形条件
纹
螺杆排气不良
从头设计螺杆
模具设计不良
改模具,浇口加大,加设排气孔
射出速率不足
改用射出速率快的机台
喷痕(发射激流现
射速过快
象):
从浇口出来的塑料蛇
浇口尺寸不足
加大浇口尺寸约为肉厚
1/3以上
形做不平定流动的结
浇口制品及接续部不良
接续部设置角隅R
果
最正确的塑料流动形:
从浇口流出来的资料先碰钉子而后整体流动
成品波流痕(流痕):
先流进模具之塑料表面冷却固化,被以后
增添料温及模温
与射出方向呈垂直的
之塑料推动成条纹状,造成塑料与模具表
提升射压及射速,但须注意激流现象
表面流痕,塑料须在
面断续接触而形成或于浇口邻近形成
浇口尺寸加大
固化前所有射入模腔
浇口尺寸太小
表面蛇纹
模具浇口为小灌点,料进入模穴后没有遇到阻
改变灌点方向及浇口改扁平状
挡直接跑到成品后端,造成先进去的料提早冷
却而没法散开所形成
表面涟漪
塑料过冷,模温过冷,射压过低,射速过低
提升料温及模温
提升射压及射速
熔合印迹
浇口地点不适合
改正浇口地点
模具排气不完好
熔合部设置排气孔,最初设置树脂滞留处
提升射速
树脂温度过低
提升料及模温,增添模塑周期
射压不足
塑品厚薄差别过大
改正模具设计,浇口定位适合
熔合线形成后,离完好充填时间太长
缩短射出时间,增添射压,改浇口地点
熔合线离浇口太远
再定位浇口位或该用对称浇口
胶品尺寸性改变
模塑状况不稳固
调整成形条件
改正成形条件
检查胶料温度、胶料压力、模具温度、循环时间、
检查塑件时,四周的空气温度不固定
入料、电压、温度调理表、压力系统、放入漏斗
时资料温度
保持四周空气温度固定
在正午及子夜接班时,封闭窗户
电电扇冷气不可以吹到成品
脱模不良粘模
脱模斜度不足表面精度不够
加大脱模斜度(脱模方向的研磨要的确)
顶出销地点不适合且数目销径均不足
增添顶出销数目,并改正地点
射压、保压过大或料管温度过高
降低射压或料管温度
冷却时间不足
降低螺杆转速或螺杆背压,降低射压及保压
进料太多
增添冷却时间
注射时间过长
减少入料
模具倒扣位
缩短射出时间
模腔深入部分空气压力小
出去倒扣位打研磨抛光增添脱模部分的斜度
开模时间改动不定
建立适合的排气孔
模具壁光洁不够
使用计时器,保持固定开模时间
模腔壁抛光
成品凹陷:
成品厚薄不均,造成薄处固化压力没法传至肉
改塑料
成品表面凹陷缩水
厚处,造成肉厚处凹陷(结晶性塑料简单发生)
不用次料
提升射压射速
改成品外型,改流道
过IRRE-FLOW后翘曲
产品没有完好结晶甚至没有结晶,故单面
增添模具温度,增添结晶
受热造成单面再度结晶,结晶面缩收变形
减少进料点尺寸,使其降低射压,增添模压
射压过大,造成应力大,当受热融化应力
增强透气孔,降低射压
开释变形
入料点烧焦变大,造成模压不足,剪切热
低,压缩纤维摆列不良,造成无纤维变形
混炼不均
螺杆压缩比太小
螺杆压缩比加大
螺杆设计配套不适合
增添混炼设计
塑料未融
螺杆设计不适合
改正螺杆设计
成品白纹:
成品透明中夹有白色
含有别种塑料
完全洗料管
物状或整个乳白状
塑化不好
加温,加背压或压缩比
成品白点:
粉末造成
不用次料,强力抽风,设计螺杆
透明成品中夹有白色
小点
气疮
塑料含水分
塑料增强干燥
夹杂空气
增添背压
表面不但彩(粗拙)
塑胶粒含水量过高
烘干塑胶粒,以降低含水量
射压太低或保压不足
提升射压或保压
增添浇口尺寸
模具研磨太粗拙
增强模具研磨
模壁有水份
洁净和维修漏水裂缝防备水汽在壁面凝固
脱模剂过多
洁净模具及用少许脱模剂
增添射速及溶胶温度,增添背压
表面浮纤白痕
料温或模温过冷
提升料温或模温
塑料除湿不完好或次料比过高
增强塑料干燥,控制次料比
保压不足及射速不足
增添保压时间、压力及增添射速
透气孔不足或透气孔拥塞
洁净透气孔及检查能否有做完好透气孔,
做冷料
塑料过热
袋增强排气成效
减少塑料滞留时间
表面浮纤流痕
料温或模温偏低
单灌点造成模流转拆后的接触面极易产生
改双灌点防止造成模流转拆,亦可增添充填效率
浮纤流纹
浇口加大及降低射压
浇口太小使胶料在模腔有发射现象
浇口成层状
胶料或模具过冷
提升料及模具温度
射速太慢或射压不足
增添射速或射压
射出时间过长
胶料污染
洁净料管,防止混入其余不一样塑料
模具润滑剂过多
洁净模具腔壁,用小量润滑剂
水口太大或太小
调理水口大小,使得优秀压力控制
模具过热
在模具过热部分增添冷却
包风:
可能在长时间使用后排气口已堵塞
养护模具,清理排气口
白雾不但彩现象
灌点切入成品的方向,朝向肉厚地区充填,
调整灌点灌入的角度,使其先填满90℃弯角,
灌点对称边有明
致使肉厚部位先充填达成,而90℃弯角处
再去充填肉厚部分
显的排气不良所
较晚充填,且该弯角处又没有排气口,导
调整模穴灌点大小,以减慢充填速度,提升排气
产生包风现象
致气体包在90℃弯角处
效率
部分模穴灌点较小,充填速度较快,则空
烘干塑料
2.气较不易即时排出
3.塑料太湿
4.射速太快
5.射压太慢
6.模具设计不良
7.顶出拉痕1.进口肉薄处易产生射压过高,头尾缩短不
8.均,不易顶出
9.灌点地点不适合,造成进胶直冲模仁,产生阻力过大
2.降低射速
3.提升射压
4.改正模具设计
7.1.1.增添进口处之肉厚
8.1.2.增添透气孔或增添溢料袋
9.改变进料地点或增添进胶口
顶出困难
模具冷却不足
加大水量或延伸冷却时间
模具斜度不够
增添退模位的锥度
塑件缩水而粘住公模
高升模温或缩短冷却时间
单边顶出
顶出销强度不正确
过分保压
降低射压或缩短保压时间
成品黑点:
每模均发生:
塑料裂解,油气,色粉再料
检查料管及螺杆上接触平面能否锁紧,改使用
成品表面或部随机性
管及螺杆表面或接触平面未锁紧发存亡料
油,改良料管及螺杆表面光洁度,
设计上防止死
发生黑点
情况,黑点大于0.05mm者
角,从头设计螺杆,注意换料过程
频任性发生:
过胶头未锁紧,黑点大于
锁紧接触平面
0.05mm
改良环境,完全清理机台
空气中尘埃造成,黑点小于
0.05mm者
成品黑纹:
接触平面未锁紧,不正常加热,水汽太多,射
锁紧接触平面,检查电热能否异样,充足干燥,降
成品表面产生烟雾黑
压太大
低熔胶温度,降低射出压力
色纹路
吐黑:
螺杆压缩比不适合
改正压缩比
ABS吐黑、PC吐黑、
螺杆固色粉附着过分变黑
螺杆射嘴法兰拆下清理,螺杆抛光
黑条纹
射嘴口径过小,造成塑料滞留在料太久而
射嘴口径加大或模具进浇口加大
过分
降低料温
塑料过热或增添耐燃剂之分解
料管及螺杆从头抛光
螺杆与料管表面滞留有烧焦之塑料
检查料管及螺杆能否齐心圆,并改正
螺杆与料管不一样心圆摩擦
检查温控,改良入料
温控有问题,造成难入料
小黑点
塑料裂解烧焦零落
冲洗料管壁
用较硬的塑料进入,以擦净料管面
防止胶料长时间受高温
黑点
工作环境太脏
封盖料斗,胶料亦要封好
模腔有空气,惹起焦化
增添模具排气成效
降低射压或射速
增添或降低料管和模具温度,以改变胶料在模
的流动形态
黑线黑点
逆流环磨损
改换逆流环
松退太长,致料管有气体
缩短松退或不要松退
增添排气口
螺杆、逆流环不洁净
清理料筒,螺杆逆流环镀硬铬办理
黄点、黄线
料管温度太高或部局部过热
降低料管温度
胶料在料管逗留太久
缩短循环时间
料管存有死角
改换料管螺杆
棕色条纹
料管全面或局部过热
降低发热器温度
胶料粘着料管或射嘴,以致烧焦
降低螺杆转速
降低螺杆背压
清理射嘴或料管
黑纹
射嘴孔与模具碰撞变形,孔变小或缺角凹
改换射嘴
陷
改换过胶头组(尖骗局)
过胶头被过胶圈严重磨损
黑色条纹
冷胶料相互摩擦或与料管摩擦时烧焦
加入有外润滑剂的塑胶
螺杆与料管真圆度误差惹起摩擦烧焦熔胶
加入润滑剂
射嘴过热,烧焦胶料
增添料管后端温度
射嘴温度变化围大
再次使用活塞定位活塞与料管壁有足够距离使
空气能顺利排出料管外
防止用幼细磨料因其位于活塞与料管壁面间
降低射嘴温度
不要用开闭式温度控制器,该用变压器
料头及进料点四周有
过胶头组设计不良
从头设计过胶头组
黑色
射胶(出)不稳固逆
过胶头组有切角损坏
改换过胶头组
料
过胶圈磨损
改换过胶圈
料管磨损
改换料管
塑料熔胶塑化不全
成型周期过快,塑料来不及完好熔胶塑化
提升螺杆背压
料管加料量没法控制
延伸成型周期
螺杆转速过低
改正螺杆设计,增添入料段行程
熔胶温度散布不均
改用有调理塑料流量之弹簧射嘴
提升螺杆转速
改用障避螺杆
成型时间周期不稳固
开关模时间长短不一
用计时器控制模具开关模时间
不稳固压力
射胶压力要足够温度
料管温度不稳固
检查压力系统能否正常能否有裂缝
模具温度不平均
检查温度控制器能否正常
入料不稳固
采用较好温度控制器
检查电压能否正常
3.4.
检查电热片能否接触不良或破坏
3.5.
检查由窗户、冷气或电扇吹来的风向状况
使用模具温度控制器
检查或调整模具的入水管
检查模具排气能否正常
检查进料系统
射嘴漏胶
胶料过热
降低料管或射嘴温度
射嘴不适合
改换适合的射嘴
背压过大
降低背压或松退
螺杆没法展转退后
压缸温度过低
提升压缸温度(特别是漏斗温度)约230℃以上
(吃料困难)
(吃料空转)
展转数太少
降低展转数
(


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 塑胶 各种 不良 分析 报告
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
著名中医妇科夏桂成教授补肾调周法文档格式.docx
-
《刑法学总论》问答题Word格式文档下载.docx
-
助人为乐的事例简短助人为乐的事例Word文档格式.docx
-
一组织设计或施工方案Word文档下载推荐.docx
-
5套打包唐山市小学三年级数学上期末考试单元小结及答案Word文件下载.docx
-
中学联盟重庆市第七十一中学校学年七年级上学期第三次月考英语试题doc文档格式.docx
-
银行业金融机构安全评估办法修订Word格式文档下载.docx
-
送检计划方案Word文件下载.docx
-
小学学前班素质报告书评语3篇Word格式文档下载.docx
-
中国科学院大学考研大纲866计算机原理Word文件下载.docx
-
质量月主题活动演讲稿5篇Word文档下载推荐.docx
-
中国智能语音行业研究报告Word格式.docx
-
18中交二航局生产安全事故责任追究管理规定Word文档下载推荐.docx
-
中考生物真题试题含答案新人教 版Word文件下载.docx
-
新能源汽车项目投资计划与经济效益分析Word格式文档下载.docx
-
调频接收整机电路课程设计文档格式.docx
-
小升初押题卷附详解Word文件下载.docx
-
中学作业管理优化实施细则3篇Word下载.docx
-
中医内科学问答题集Word文档格式.docx
