 RFID智能仓储方案规划样本.docx
RFID智能仓储方案规划样本.docx
- 文档编号:22779512
- 上传时间:2023-04-27
- 格式:DOCX
- 页数:25
- 大小:897.80KB
RFID智能仓储方案规划样本.docx
《RFID智能仓储方案规划样本.docx》由会员分享,可在线阅读,更多相关《RFID智能仓储方案规划样本.docx(25页珍藏版)》请在冰豆网上搜索。
RFID智能仓储方案规划样本
数字化仓储项目应用方案
RFID数字化仓储项目应用方案
一.概述
始终以来,电力公司固定资产管理从设备购入、施工安装到投入生产,以及设备经改造后继续使用、闲置退库或报废等环节上,对设备实物实际信息采集、录入,基本所有是手工完毕。
而通过手工进行设备物资现场信息抄录,并与台帐信息核对,不但工作非常繁琐,时效较低,且容易浮现漏洞、误点或错记状况,虽然当前诸多电力公司使用了业务管理系统,但依然会浮现“账实不符”等问题。
为解决这一问题,人们想到使用条码技术,可是也只是解决实物与业务管理系统中信息相应问题,还是无法满足对实物变动信息实时记录。
如今,随着射频辨认技术飞速发展,人们把更多关注转移到它运用上,但愿通过这项新兴技术能解决当前电力公司所面临问题。
射频辨认技术在国内发展始于十年前,近期发展速度不久。
其基本思想就是通过采用某些先进自动化技术手段,实现人们对各类物体或设备在不同状态下自动辨认管理。
通过应用自动采集数据,消除人为错误,同步与信息管理系统实现无缝联接。
1.当代化仓储管理概念
当仓储业作为一种业态存在时候,物流是其实现增值服务有效手段;而在物流业中,仓储是其不可或缺一种重要节点。
当代物流业发展需要当代化仓储管理做支撑,信息化和以信息化做指引先进技术就成为仓储业走向当代化有效途径。
先进基本设施和自动化功能是实现仓储当代化基本,例如高平台立体仓库、可存储不同种类货品货架、有效作业平台、可进行RFID扫码叉车、自动化货品传送装制、温控装制、喷淋装制、监控装制等;信息网络平台搭建是实现仓储当代化有效手段,通过综合运用当代化科学管理办法和当代信息技术手段,合理有效地组织、指挥、调度、监督物资入库、出库、储存、装卸、搬运、计量、保管、财务、安全保卫等各项活动,达到作业高质量、高效率,获得较好经济效益。
在西方发达国家,仓储业当代化限度,为公司获取高额利润创造了条件。
在国内,某些大物流公司也正在实践并享有着先进信息化带来快意。
数字化信息系统通过为公司提供科学规范业务管理、实时生产监控调度、全面及时记录分析、多层次查询对账功能、涉及网上查询在内多渠道以便灵活查询方式、新型增值业务管理功能,满足了仓储管理、经营决策规定,成为公司其营销和发展利器。
仓储信息化管理系统整合了物流组织体系,重构仓储管理模式,有效地减少了运营成本,获得了明显经济效益,同步也赢得了客户尊敬与信赖。
在既有仓储环境基本上,信息网络建设和信息技术应用,将使仓储增值业务水平进一步提高,有效地将各操作环节合理对接,并使综合物流业务成为仓储业发展重要方向,把仓储业功能向上下游延伸,从而可以获得更多增值收入。
业务流程优化和改革将大大提高仓储业效率,扩大服务对象。
2.何为RFID
射频辨认技术(RFID)较之条形码技术和IC卡技术最大优势是远距离、高速度读写信息,这也是将来射频辨认技术(RFID)能普及核心。
人们比较熟悉IC卡,又称智能卡,是在较为原始磁卡基本上发展起来,大体通过了从接触式IC卡到非接触式发展阶段。
接触式IC卡在使用时候须将卡插入读卡器中。
IC卡走过了十几年历程并得到了广泛应用,但随着社会需求不断扩大,规定更高,必将被新技术所取代,这里所说新技术就是射频辨认技术(RFID)。
A.射频辨认技术(RFID)基本原理
RFID(RadioFrequencyIdentification)是射频辨认系统简称。
基本RFID系统由阅读器和应答器构成。
RFID卡片和阅读器之间通信方式重要分两种:
感应偶合和后向散射偶合。
普通采用第一种方式(如13.56MHz);而超高频或微波多采用第二种方式(如915MHz、5.8GHz等)。
咱们建议采用第二种方式。
B.射频辨认技术(RFID)特点
射频辨认技术(RFID)最大特点就是远距离、高速度读写信息,同步还具备如下几种重要特点:
●系统唯一性:
将动物基本数据从中央计算机中写到标签上将大大提高系统安全性。
只要携带有标签,就可以通过手持级或读写设备,获得该动物详细数据。
●数据安全:
通过较验和办法来保证射频标签中存储数据,从而保证读出数据精确。
●灵活性:
可以更加灵活控制产品生产。
例如,可以通过手持机来设立数据,可以在预解决阶段把数据写到标签中去,并在需要时立即应用这些数据。
●射频辨认系统完全不怕灰尘,潮湿,油污,冷却剂,有害气体,高温等类似影响。
C.射频辨认系统(RFID)硬件构成
最基本(RFID)硬件系统由三某些构成,RFID系统工作原理图如下所示。
图1RFID系统工作原理示意图
电子标签(Tag):
由偶合元件及芯片构成,每个标签具备唯一电子编码,附者在物体商标标记目的对象;当受无线电射频信号照射时,能反射携带数字字母编码信息无线电射频信号,供阅读器辨认解决。
读写器(Reader):
用以产生发射无线电射频信号并接受电子标签反射回来无线电射频信号,经解决后获取标签数据信息,有时还可以写入标签信息。
可以设计为手持式。
天线(Antenna):
在阅读器和标签之间传递射频信号。
3.RFID应用于仓储管理优越性
RFID技术近年来在世界兴起,已经广泛应用于交通、物流、供应链管理、门禁、生产管理、军事、自动控制等各种领域,并且已经逐渐显现出代替条码等其她辨认技术趋势,RFID技术应用于资产管理已有各种成功案例,通过长期摸索,咱们已经解决了实际应用中所存在诸多问题,对于许多世界范畴内难以解决问题,咱们也提出了自己独到看法。
通过长期技术积累,RFID技术应用于仓储管理模式已经逐渐成熟。
RFID相较于条码,具备辨认距离远,辨认速度快,自身具备信息存储能力、环境适应性强各种优势,是大型公司仓储管理不二选取。
配合良好仓储管理系统,RFID可以实现仓储管理动态化,系统中可以实时查询、管理仓储信息,实现资源合理调配。
二.系统构造
RFID仓储管理系统由业务管理软件、RFID标签发行系统和RFID标签辨认采集系统构成,这几种系统互相联系,共同完毕物品管理各个流程。
后台数据库管理系统是整个系统核心,RFID辨认采集是实现管理功能基本和手段。
系统构造图
后台管理软件由中心数据服务器和管理终端构成,是系统数据中心。
负责与手持机通讯,将手持机上传数据转换并插入到后台业务仓储管理系统数据库中,对标签管理信息、发行标签和采集标签信息集中进行储存和解决。
RFID标签发行系统由电子标签专用打印机和标签制作管理软件构成,负责完毕库位标签、物品标签、箱标签信息写入和标签表面信息打印工作。
电子标签专用打印机采用内嵌非接触读写器工业级热转印打印机,可以在标签芯片写入信息同步在标签表面打印预先设定内容信息。
标签制作管理软件核心是标签制作函数动态连接库,它嵌入在后台系统内,为后台仓储管理系统提供操作打印机制作标签开发接口函数。
基于该动态库还提供了一种独立标签制作软件,可以手工输入标签数据,便于暂时制作标签。
RFID标签辨认采集系统可通过手持机或固定位置终端采集标签信息,完毕标签数据存储,并通过RFID中间件与管理中心进行数据互换。
三.系统软件模块功能
1、订单管理
-客户订单管理
-客户预测数据管理
-订单管理
-预测数据管理
2、在库管理
-库存物品一览表
-库存控制
-库存按客户列表
-查询
3、仓库管理
-进货管理
-出货管理
-物品转移货架管理
-物品状态管理
-物品分包管理
-货架管理
-存货盘点管理
4、客户管理
-客户注册
-客户品名和卖价设立
5、供应商管理
-供应商注册
-供应商品名和买价设立
6、报表
常规报表
-在库物品库龄报表
-未完毕客户订单一览
-未完毕订单一览
-商品进出一览
-买价卖价对照表(按客户)
-物品一览(按客户)
月报表
-库存月报(以数量计)
-库存月报(以金额计)
-运送费用月报
7、查询
该模块是为客户和供应商设计,目是让她们查询与其关于信息,以减轻业务人员承担。
-客户订单查询
-订单查询
-货运状态查询
-库存查询
8、访问控制
-顾客管理
-访问组别管理,依照顾客职能进行归类分组,同组顾客拥有同等访问级别。
-更改密码管理体系
-显示语言,菜单英文和中文显示可自由切换
9、系统维护
-顾客可以对计量单位,商品品种,日历,系统参数,业务部门,合伙伙伴,公司简档等进行维护。
四.RFID功能流程设计
本方案将RFID后台应用系统和数字化仓储(WMS)无缝结合,通过RFID技术在仓库里实时操作达到数据迅速反映、数据安全得到保障。
RFID后台详细操作如下环节做详细简介:
1.入库任务指派
1.WMS依照一定规则自动为“入库单”分派货位,生成“入库作业任务单”(蓝色);
2.依照一定业务规则将该“入库作业任务单”自动分派相应理货组,并发送至理货班长手持PDA上,理货班长在手持PDA上对该项任务指派进行确认或调节,并将信息发送回WMS;WMS依照理货班长确认任务分派信息将“入库作业任务单”发至相应理货组长手持PDA上,理货组长在手持PDA上对参加本项作业任务成员进行签到确认,并将有关信息反馈至WMS,此时收货作业启动;(红色)
3.WMS依照一定业务规则将“入库作业任务单”分解为多组上架指令,并按货位分类(首层、非首层)分别发送至相应电动托盘车司机手持RFID读写终端或高位叉车车载RFID读写终端(紫色)。
2.入库上架
1.WMS中地址分派模块通过入库区固定式RFID读写设备将为每个托盘分派货位信息写入托盘电子标签内(蓝色);
2.托盘车司机操纵托盘车接近托盘时,车载或手持RFID读写终端读取托盘电子标签信息,显示该托盘目的货位,托盘车司机将托盘运至货位所在储区(绿色);
3.高位叉车司机操纵叉车接近待上架托盘,叉车上RFID终端读取托盘电子标签信息后,将托盘货品放置到指定货位上,并读取货位电子标签信息(红色);
4.WMS自动核对托盘与货位关联对的性,如相符则反馈回WMS,视作完毕上架作业,如不相符,则发出声音警示和错误状态提示,以便作业人员核对后重新对的上架(紫色)。
5.上架作业完毕后,“入库任务单”和“入库单”完毕,更新WMS数据,并向V3系统传送入库数据(橙色)。
3.托盘调节
1.拆盘时,作业人员用手持RFID读写终端读取移出托盘电子标签有关信息,读取移出货品条码,并将信息反馈予WMS,解除原有货品/托盘关联;
2.拼盘时,用手持RFID读写终端读取移入托盘有关信息,读取移入货品条码,并将信息反馈予WMS,重新建立新货品/托盘关联,更新WMS中库存和货位信息。
4.货位调节
1.车载或手持RFID读写终端分别读取移出托盘和移出货位电子标签信息,解除该货位与托盘关联关系(蓝色);
2.叉车司机或托盘车司机把移出托盘搬运至移入新货位(紫色);
3.车载或手持RFID读写终端读取移入货位电子标签有关信息,重新建立移入托盘与移入货位关联关系,并将信息反馈予WMS,WMS实时更新库存信息,并将更新后库存数据发送予V3系统(红色、绿色)。
5.移库调度
1.货主在其V3系统中录入“移库申请单”,并发送至东部物流WMS。
2.WMS对“移库申请单”进行解决,产生以承运车辆为单位“干线物流任务单”,以此为根据申领准运证,然后以货主为单位生成“移库出库单”,并反馈回V3系统。
6.出库调度
WMS将“干线物流任务单”进行解决,按品牌生成“出库作业任务单”,为出库货品分派下架货位。
7.出库任务指派
1.WMS将已分派好下架货位“出库作业任务单”,依照一定逻辑关系自动分派至理货组、托盘车组和叉车司机,形成作业方略(蓝色);(蓝色)
2.将分派方案发送至理货班长手持PDA上。
理货班长在手持PDA上确认或修改分派方案,并将信息发送回WMS。
WMS将出库作业任务单发至指定理货组长手持PDA上,理货组长在手持PDA上对参加本项作业任务成员进行签到确认,将有关信息反馈至WMS,并安排理货人员做好装车准备(红色);
3.WMS按货位分类(首层、非首层)将出库作业任务单分别发送至相应电动托盘车司机手持RFID读写终端或高位叉车车载RFID读写终端,相应作业人员按指令进行实物下架操作(紫色)。
8.出库拣货下架
1.当有货品出库时,叉车司机依照指令接近指定货位,车载RFID读写终端(或手持RFID读写终端)读取货位电子标签有关信息和货位上托盘电子标签有关信息,即时进行下架指令、货位与托盘三者匹配性校验,确认无误后取下托盘,完毕托盘下架动作,并将有关信息反馈予WMS后台(蓝色)。
2.出库货品数量局限性满托盘时,先按上述办法取下托盘,提取需要出库数量货品,转移到另一空托盘上,并按一号工程规范进行拆盘操作,剩余货品托盘由WMS安排适当货位存储并更新有关信息(红色)。
9.移库出库理货
1.托盘车司机驾驶托盘车接近已下架托盘,用手持RFID读写终端读取托盘电子标签信息,核对托盘上货品货主、品规、数量无误后,按照WMS指定码头号码,用托盘车将托盘运送至指定码头前出库暂存区等待装车。
2.理货人员对在出库暂存区货品进行复核,用手持PDA采集每个托盘上任意一货品条码,在WMS上获得该货品所有托盘上所有货品数据,合计后与“出库任务单”自动进行核对,当浮现差别时,WMS在固定终端、移动终端发出警报。
10.移库出库装车
装车时,启动码头门入口处固定式RFID读写器,开始装车作业。
作业人员用手动托盘车将整托盘货品拉入车厢,托盘通过码头门入口时,装在入口处固定式RFID读写器读取正在移动托盘上电子标签有关信息,由WMS后台对该托盘装车码头号、托盘ID号、托盘上货品品规、数量等信息进行校验,发现不相符时即时发出警报,由作业人员重新校核调节。
同步实时记录移库货品信息,并将移库货品信息反馈回WMS进行移库确认。
装车完毕后,WMS更新“移库出库单”状态为完毕,更新库存信息,并将有关信息发送予V3系统。
11.分拣出库交接
1.智能调度系统把零售客户订单信息(涉及品规、数量、线路、顺序等)导入WMS,生成分拣出库单。
(蓝色)
2.WMS从分拣系统中导入分拣进程状态,按循环补货方略和出库货位分派方略,将分拣出库任务单拆分生成出库作业任务单,并向各作业人员下达拣货下架指令(红色)。
3.托盘下架后,作业人员操纵托盘车接近目的托盘,用手持RFID读写终端读取托盘电子标签信息(货主、品规、数量、出库类型等),进行分拣出库指令与托盘校验,校验无误后依照指令将整托盘货品通过规定通道运送至分拣区指定位置(紫色)。
4.整托盘货品通过规定通道入口时,设在入口处RFID读写终端自动读取托盘电子标签中货品条码数据包,通过解密解析得到相应货品条码信息,将托盘电子标签中货品条码信息上传给WMS系统,由WMS系统及时反馈给一号工程扫码系统,完毕分拣前一号工程“第三扫”,同步数据回传WMS,在WMS中作分拣出库完毕解决,进入分拣配货流程(橙色)。
12.盘点
盘点前,调度人员选取所需盘点方略,生成相应盘点指令。
实盘时,盘点人员用手持式RFID读写终端读取货位电子标签信息(ID号),回传至WMS,从WMS中获取该货位上货品信息,在手持式RFID读写终端上显示,盘点人员与现场实物进行核对,并将核对成果在手持机上记录,发送回WMS。
盘点完毕后由WMS生成盘点表和盈亏表。
五.系统可以实现功能
1.快捷出入库管理
当货品进入库房时,在库房入口处安装固定RFID读取设备或通过手持设备自动对入库货品进行辨认,由于每个包装上安装有电子标签,可以辨认到单品,同步由于RFID多读性,可以一次辨认诸各种标签,以便实现迅速入库。
2.分级别权限人员管理
人员管理可分为权限人员管理和VIP人员管理。
权限人员管理:
通过对仓储管理中涉及人员分发并佩戴RFID卡片对人员及所属权限进行分类管理
Ø人员信息比对功能,判断人员出入权限;
Ø多级顾客权限,实现不同人员具备不同进出权限及取存物品权限;
Ø成果输出功能,与液晶显示屏配对使用,管理成果便于显示;
Ø系统通过人员出入时间记录与数据库交互,存储数据信息,实时备案,以便查询。
通过托盘布置专用RFID电子标签可以实现货品定位,同步可以实现迅速盘点和出入库作业。
VIP人员管理:
领导佩戴专属VIP人员标签,当标签进入天线范畴内,LED显示屏会显示预先设定欢迎词。
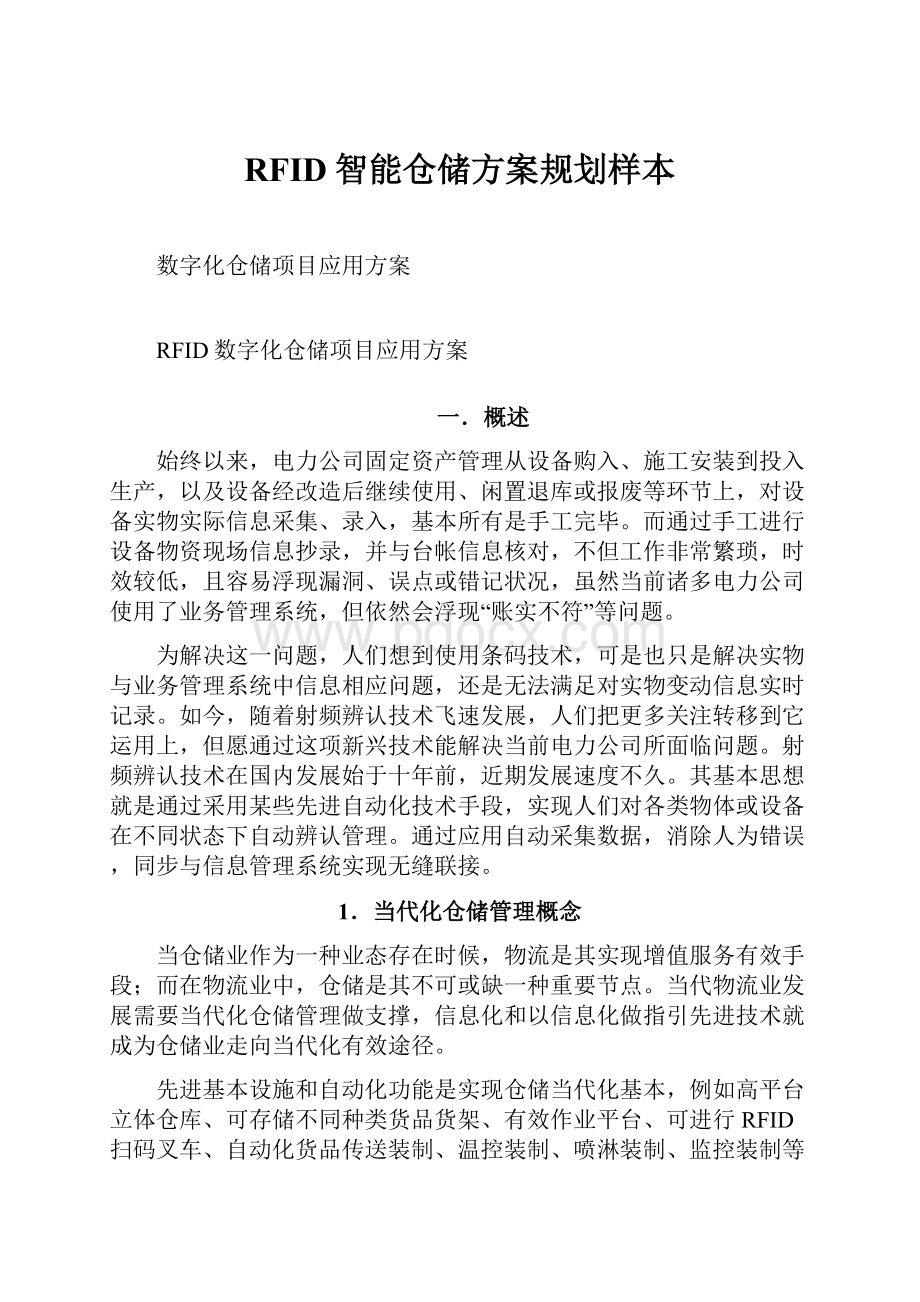
3.可视化库存管理
点击每个货架,可以实时查询货架库存,下图所示:
每件物品上均有内含电子芯片标签,可显示迅速盘点,及时理解库存信息,便于控制合理库存
4.明确货位管理
在货架或者专属货位上贴电子标签,对货位进行精准定位。
对货位定位意义在于:
Ø迅速精确找到货品详细位置
Ø所属货位标签内包括货位上详细货品信息,以便对货品进行查找
Ø以便盘点,盘点时候只要扫描货位信息即可
Ø以便自动化作业
5.迅速盘点和精确查找管理
通过货架标签和托盘标签可以实现迅速盘点,同步由于货架标签和货架上存储物品相应关系可以迅速找到目的物品。
例如:
需要取物品A,只需要在系统中输入物品名A称即可迅速懂得物品A存储位置,数量等精准信息。
6.将普通叉车变成智能叉车
在叉车上安装专用RFID读写器和显示屏,通过系统向司机发送指令,叉车司机只需要按照系统提供命令进行作业,如:
系统收到指令取XX型号电缆一卷,这时系统会自动分析该型号电缆存储位置,库存状况,并秉着先进先出原则安排司机直接去某某货位提取。
7.将普通车辆改为可实现实时监控智能交通平台
通过物流运送GPS监控服务管理系统,达到管理和运用好物流运送车辆,随时理解车辆行驶状况,尽量保障车、人安全目。
8.良好扩展性和前瞻性
系统具备良好扩展能力,能很以便地与公司既有系统实现无缝对接,并且极强前瞻能力,能较好实现将来扩容。
六.设备选型
1.固定式读写器(XCRF-502E)
XCRF-502E重要技术指标如下:
●外形尺寸:
229mm×312mm×92mm
●固定式设备,适应温度范畴:
-10~+50℃
●单端口,射频输出接口:
N型
●工作电源电压:
AC100~240V(50Hz),功耗≤30W,电源接口:
3芯圆形连接器
●标称配备(EIRP=43dBm)状况下,最大阅读距离7m、最大写入距离5m
●通信接口:
RS232或RJ45以太网接口,串行传播速率19200bps
●多标签读出速率:
≧30个/秒
●控制接口:
采用JD-3.81-6连接器控制输入输出
产品重要功能:
●可以读写单个或各种XCTF-5000系列标签;
●可以定频工作或跳频工作,跳频图案可由上位PC机通过配备接口写入;
●可以通过串行接口、网络接口接受上位PC机下传数据和命令,并向上位PC机返回命令执行成果和数据;
●API接口符合XCRF-500读写器数据传播合同;
●前面板发光二极管(LED)显示读写器当前工作状态;
●可通过配备接口实现设备IP地址、网络物理地址、跳屡屡点等参数设立并永久保存;
●内嵌自检测试程序,协助完毕设备调试和某些测试功能;
●预留两路光电隔离输入通道和4路继电器输出通道。
2.手持式读写器(XCRF-2900或其她同等类型读写器)
XCRF-2900是一款能满足在恶劣环境中,数据采集规定,具备高性能和耐用性而设计手持机。
它是从工程学角度出发,具备高度灵活性、原则化、耐用性和人性化。
采用高性能MCU,解决能力超群,各种功能模块任意选配。
无论是在现今或将来都完美匹配客户对移动数据采集和供应链信息采集需求。
●尺寸:
240×90×40mm
●重量:
0.52kg~0.95kg(与配备有关)
●外壳材料:
PC+ABS工程塑料
●工作温度:
-10℃~+50℃
●储存温度:
-20℃~+70℃
●工作频段:
920~925MHz
●符合合同:
ISO18000-6B/6C
●读取距离:
0~3.5m(与标签配备有关)
●写入距离:
0~1.5m(与标签配备有关)
●操作系统:
WindowsCE5.0
●通讯接口:
USBHost,USBslave
●无线通讯接口:
Wi-Fi、GPRS、蓝牙(可选)
●条码:
工业级条码模块,支持一维和二维,可选
●存储卡:
1GMicroSD卡(标配),最大支持2G
●持续工作时间:
8小时
●待机时间:
7天
●防水防尘级别:
IP54
●电源:
DC5V适配器
●配套软件:
Demo软件、API、范例程序
3.电子标签
依照不同应用场合,电子标签可以拥有不同形状、材质、原则及安装方式,托盘电子标签采用板卡状电子标签,为ISO18000-6B原则,货位管理电子标签采用能抗金属干扰电子标签,也可依照不同应用状况选取不同原则。
图7托盘电子标签
图8能抗金属干扰电子标签
ISO18000-6B电子标签:
工作于860~960MHz频段,因而可在超高频范畴内进行迅速、远距离辨认。
同步具备64位ID号以及216bits顾客可编程内存,能较好地满足当前和将来物流需求。
该标签重要应用于仓储管理,可与远望谷自主研发XCRF-500系列读写器相配套使用,适合于多标签读取。
●工作模式R/W(可读写)
●存储容量64位唯一序列号,216字节存储空间
●工作频率860~960MHz
●符合合同ISO18000-6B
●读写距离3~10m(与不同天线相配合)
●防冲突机制适合于多标签读取
●配套读写器XCRF-500型读写器系列
4.天线
重要用于902~928MHzRFID射频辨认系统中,它通过同轴电缆直接与读写器相连,体积小,易于安装。
采用线极化方式,能与同轴电缆良好匹配并具备较好方向性。
图9XCAF-12D天线
XCAF-12L天线技术参数:
●频率范畴:
902~928MHz
●中心频率:
915MHz
●极化方式:
圆极化
●驻波比:
≤1.3
●天线增益:
7.15dBi
●特性阻抗:
50欧姆
●半功率波束宽度:
E面70度,H面70度
●工作温度:
-40~85℃
●相对湿度:
≤95%
●接头方式:
N型
●三防性能:
防水、防酸、防霉菌
●产品尺寸:
29.4×29.4×6.4cm
●天线罩材料:
ABS工程塑料
图10ST900-R1天线
ST900-R1天线技术参数:
●频率范畴:
902~928MHz
●中心频率:
915MHz
●极化方式:
线极化(垂直)
●驻波比:
≤1.2
●天线增益:
>9dBi
●特性阻抗:
50欧姆
●工作温度:
-40~85℃
●相对湿度:
≤95%
●接头方式:
N型
●三防性能:
防水、防酸、防霉菌
●产品尺寸:
600×150×75mm
●天线罩材料:
玻璃钢


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- RFID 智能 仓储 方案 规划 样本
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #全自动电容电感测试仪.docx
#全自动电容电感测试仪.docx
-
《 运筹学 》课程教学大纲共12页.docx
-
《边城》论文.docx
-
《光曲》时教学设计.docx
-
《环境生物学孔繁翔》课后习题答案.docx
-
《建筑施工技术》复习题集与答案知识分享.docx
-
《理论力学B》课程教学大纲.docx
-
《农村社会基层治理危机的预防与对策基于广西的实证分析》申报书第十二届挑战杯.docx
-
《信息诚信校园》.docx
-
《中小学教室照明设计规范》之欧阳数创编.docx
-
《从愚昧到科学科学技术简史》.docx
-
1监理基本工作.docx
-
03岁早教亲子活动.docx
-
05秋第三次作业第678章.docx
-
《安全生产培训管理办法》国家安监总局令第44号施行.docx
-
《护理学基础》复习题.docx
-
《煤矿安全规程》安全考试复习题.docx
-
《嵌入式操作系统》实验报告.docx
-
《生产过程危险和有害》 T.docx
-
《危机传播管理》完整笔记胡百精.docx
-
《24噪音管理控制程序》.docx
-
《不倒翁》教案最新.docx
-
《大学生恋爱与性健康》期末考试满分.docx
-
《轨道工程》课程设计任务书.docx
-
《小学数学探究性学习的研究》数学课题申报表.docx
-
《会计电算化》培训班讲义第三节.docx
-
1 实习基本情况概述.docx
-
《亮剑》观后感15篇.docx
-
《保险学概论》网考题库判断题.docx
-
《叛逆不是孩子的错》读后感心得体会.docx
-
《枫树上的喜鹊》优秀教案13.docx
-
《管理信息系统》模拟试题及练习题含答案.docx
-
《医疗服务项目成本分摊测算办法试行》.docx
-
《一诺千金》读后感.docx
-
《朝花夕拾》读后感精选13篇.docx
-
《运筹学》复习参考资料知识点及习题.docx
-
《员工招聘管理制度》范本模板.docx
-
《道德经》个人读书心得范文大全.docx
-
01消化系统复习题选择要点.docx
-
《专题地图编制》教学大纲剖析.docx
-
《钢铁是怎样炼成的》读书笔记15篇多篇.docx
-
《骨头啥模样》大班教案.docx
-
3DMax中英文命令对照大全.docx
-
1政工专业职称申报表090909.docx
-
《哈利波特》读后感2.docx
-
5篇三孔最全导游词.docx
-
《京剧脸谱》大班教案.docx
-
08级金融市场学期末考试题目.docx
-
《玲玲的画》教学实录.docx
-
《某商业项目PK免拆模板施工方案》.docx
-
27深基坑支护施工技术浅析.docx
