 数控加工工艺卡片(整理).doc
数控加工工艺卡片(整理).doc
- 文档编号:2355552
- 上传时间:2022-10-29
- 格式:DOC
- 页数:3
- 大小:117KB
数控加工工艺卡片(整理).doc
《数控加工工艺卡片(整理).doc》由会员分享,可在线阅读,更多相关《数控加工工艺卡片(整理).doc(3页珍藏版)》请在冰豆网上搜索。
实训报告
班级:
姓名:
一、实训课题:
实训时间:
实训目的:
二、实训器材设备
1、CK6136数控车床
2、150mm游标卡尺
3、0~25mm、25~50mm千分尺
4、外圆车刀
三、实训过程
1、开机,回参考点。
2、装夹工件毛坯和刀具。
3、试切削对1号刀:
对Z方向----------过程;对X方向---------过程。
4、对应输入刀具位置补偿参数。
5、将刀具移到合适的起刀位置,在MDI方式下,分别调用所对的各把刀,并运行简单程序观察验证。
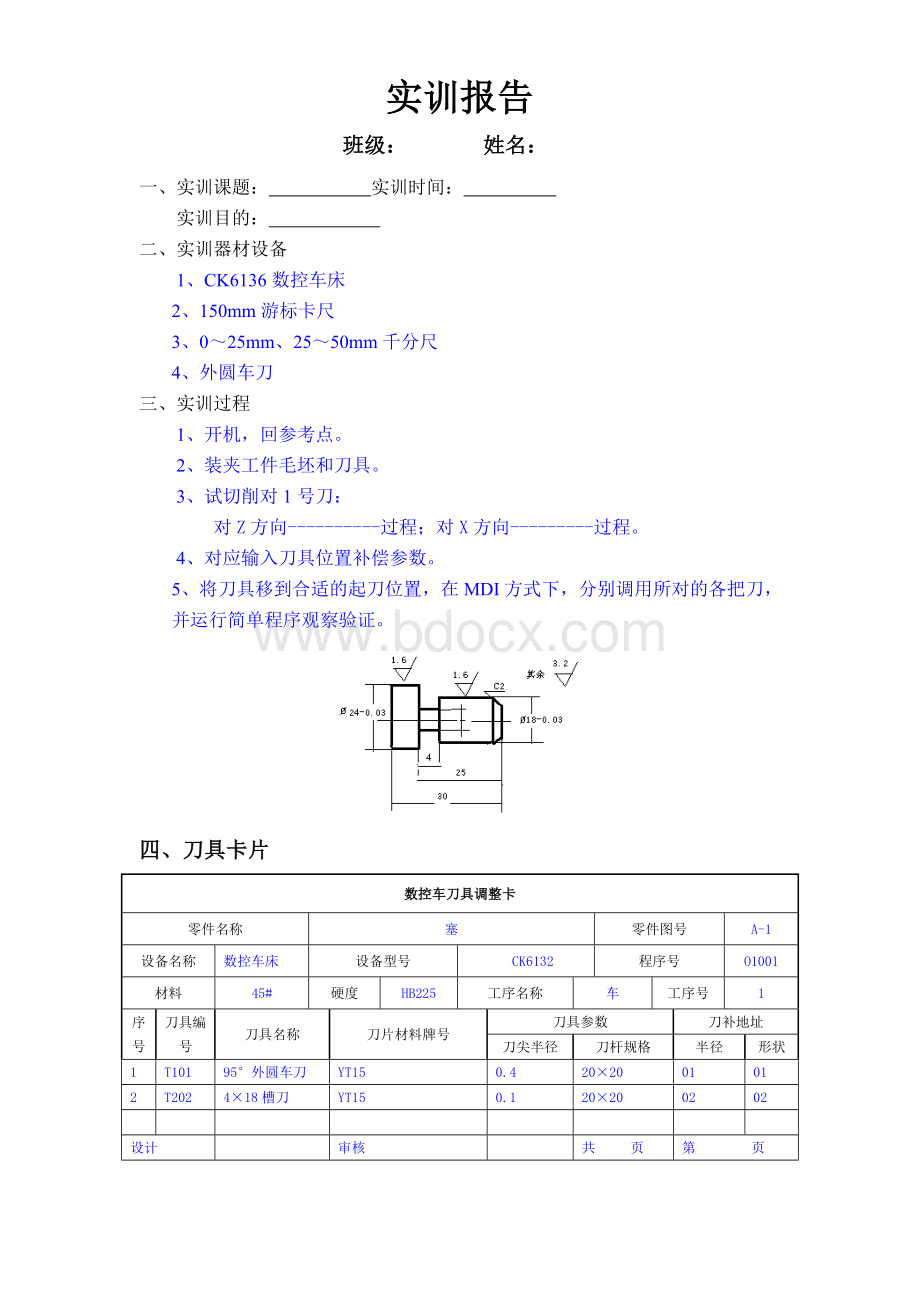
四、刀具卡片
数控车刀具调整卡
零件名称
塞
零件图号
A-1
设备名称
数控车床
设备型号
CK6132
程序号
O1001
材料
45#
硬度
HB225
工序名称
车
工序号
1
序号
刀具编号
刀具名称
刀片材料牌号
刀具参数
刀补地址
刀尖半径
刀杆规格
半径
形状
1
T101
95°外圆车刀
YT15
0.4
20×20
01
01
2
T202
4×18槽刀
YT15
0.1
20×20
02
02
设计
审核
共页
第页
五、工艺过程卡
机械加工工艺过程卡
产品名称
零件名称
零件图号
A
塞
A-1
材料
45钢
毛坯
Φ25×45
工时
30min
工序号
工序名称
工序简要内容
设备名称
夹具
量具
工时
1
车外轮廓
1.车端面平
数控车床CK6132
三爪卡盘
2.粗车及半精车外圆柱面Φ24-0.03,留精加工余量0.3;
游标卡尺0~125
3.粗车及半精车圆柱面Φ18-0.03×25,留精加工余量0.3;
4.粗车及半精车圆锥面30°,留精加工余量0.3;
5.精车外圆柱面为Φ24-0.03,Ra1.6;
千分尺0~25
6.精车车圆柱面Φ18-0.03×25,Ra1.6;
7.精车圆锥面30°Ra1.6;
万能角度尺
8.倒角C2;
9.切槽4×Φ13,Ra3.2
游标卡尺0~125
10.取合30总长切断
2
去毛刺
锉刀
3
检验
4
入库
设计
审核
共页
第页
六、工序卡片
数控加工工序卡
零件名称
螺塞
零件图号
A-1
夹具名称
三爪卡盘
设备名称及型号
数控车床CK6132
材料
45#
硬度
HB225
工序名称
车
工序号
1
工步号
工步内容
切削用量
刀具
量具
Vf
mm/min
n
r/min
f
mm/r
Ap
mm
编号
名称
名称
1
车端面平
50
650
0.1
1
T101
YT1595°外圆车刀
游标卡尺
0~125
2
粗车及半精车外圆柱面Φ24-0.03,留精加工余量0.3;
50
650
0.2
1.5
T101
3
粗车及半精车圆柱面Φ18-0.03×25,留精加工余量0.3;
50
650
0.2
1.5
T101
4
粗车及半精车圆锥面30°,留精加工余量0.3;
50
650
0.2
1.5
T101
5
精车圆柱面Φ24-0.03,Ra1.6;
110
1500
0.2
0.15
T101
YT1595°外圆车刀
千分尺0~25
6
精车外圆柱面为Φ18-0.03×25,Ra1.6;
110
1500
0.2
0.15
T101
7
倒角C2;
110
1500
0.08
2
T101
8
切槽4×Φ13,Ra3.2
15
350
0.1
4
T202
YT15槽刀尺寸4×18
游标卡尺0~125
9
取合30总长切断
15
350
0.1
4
T2
设计
审核
共页
第页
七、加工程序:
(程序)
…


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 加工 工艺 卡片 整理
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
主任述职报告.docx
-
制粉系统考试.docx
-
江苏省高考英语3500词汇表.docx
-
孔子世家节选及翻译.docx
-
住宅空间设计研究共5篇.docx
-
正楷练字字帖.docx
-
政府工作报告.docx
-
注册工程师资格考试公共基础考试大纲》.docx
-
注册金融分析师报考条件.docx
-
政治学业水平测试复习资料.docx
-
理论考试参考题库附件6新.docx
-
知识竞赛组织流程细节.docx
-
专题理想气体地状态方程练习.docx
-
江西省中学教师资格考试教育学模拟练习.docx
-
励志勤学演讲稿.docx
-
职工信息管理系统C语言课程设计源代码.docx
-
两观点题型2.docx
-
职业卫生管理档案模版.docx
-
转动设备复习题.docx
