 焊接工艺评定报告对接.doc
焊接工艺评定报告对接.doc
- 文档编号:2358278
- 上传时间:2022-10-29
- 格式:DOC
- 页数:4
- 大小:186KB
焊接工艺评定报告对接.doc
《焊接工艺评定报告对接.doc》由会员分享,可在线阅读,更多相关《焊接工艺评定报告对接.doc(4页珍藏版)》请在冰豆网上搜索。
焊接工艺评定指导书
工程名称
焊接工艺评定
指导书编号
HY
母材钢号
Q235-A
规格
200x500x4
供货状态
热轧
生产厂家
舞钢
焊接材料
生产厂家
牌号
类型
直径(mm)
烘干制度(0C/H)
备注
CO2焊丝
天津大桥
ER50-6
-------
1.2
-------
------
焊剂或气体
-------
-------
CO2
-------
-------
焊剂
-------
-------
-------
-------
-------
焊接方法
CO2气体保护焊
焊接位置
平焊
焊接设备型号
NBC—500
电源及极性
直流正接
预热温度(℃)
层间温度(℃)
后热温度(℃)
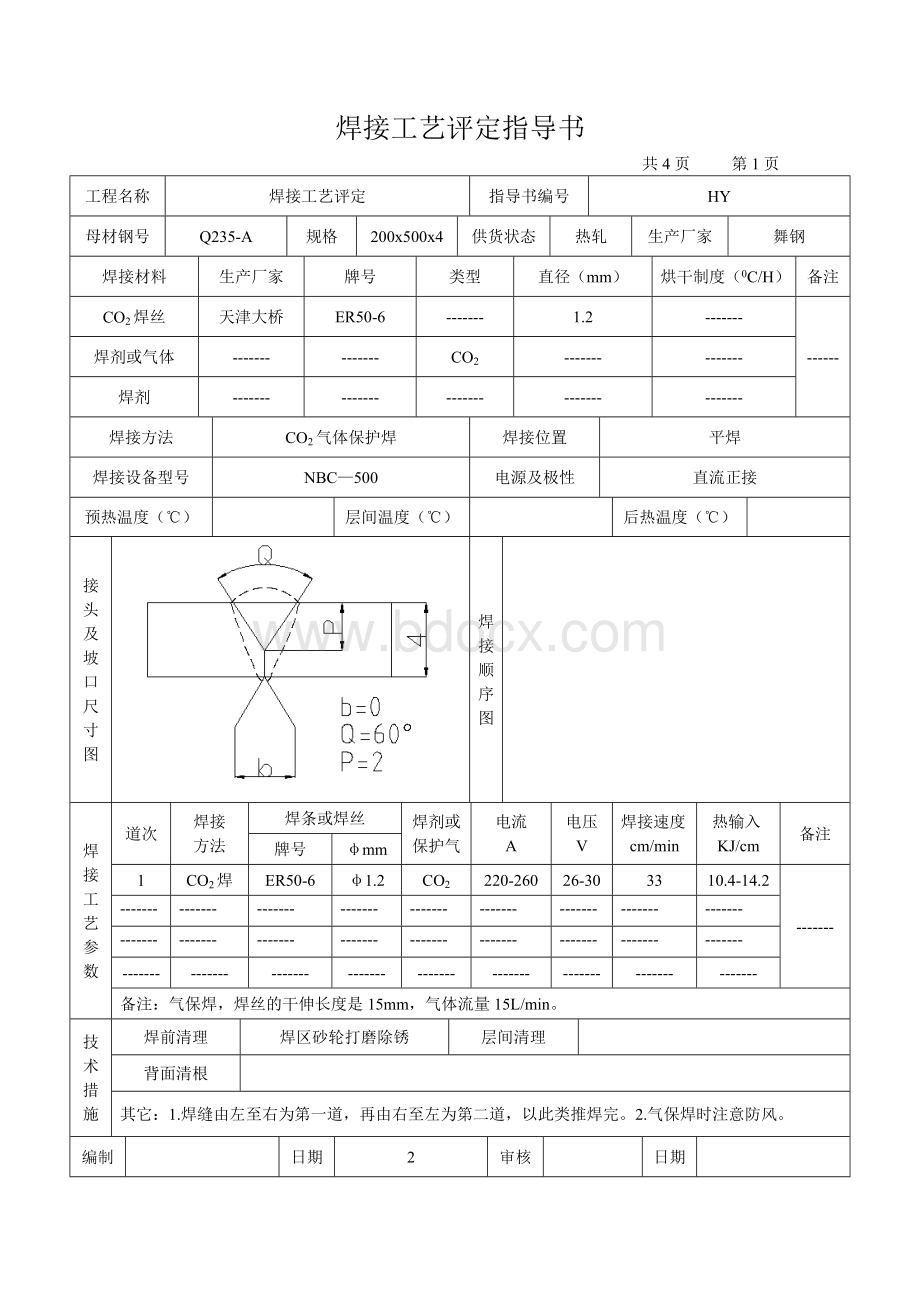
接头及坡口尺寸图
焊接顺序图
焊接工艺参数
道次
焊接
方法
焊条或焊丝
焊剂或保护气
电流
A
电压
V
焊接速度cm/min
热输入KJ/cm
备注
牌号
φmm
1
CO2焊
ER50-6
φ1.2
CO2
220-260
26-30
33
10.4-14.2
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
备注:
气保焊,焊丝的干伸长度是15mm,气体流量15L/min。
技术措施
焊前清理
焊区砂轮打磨除锈
层间清理
背面清根
其它:
1.焊缝由左至右为第一道,再由右至左为第二道,以此类推焊完。
2.气保焊时注意防风。
编制
日期
2
审核
日期
共4页第1页
焊接工艺评定记录表
共4页第2页
工程名称
焊接工艺评定
指导书编号
120
焊接方法
CO2气体保护焊
焊接位置
平焊
设备型号
NBC—500
电源
及极性
直流正接
母材钢号
Q235-A
类别
普通碳素结构钢
生产厂家
舞钢
母材规格
δ=4mm
供货状态
热轧
接头及坡口尺寸图示
焊接顺序图
焊丝
牌号
规格mm
生产厂家
批号
ER50-6
1.2
天津大桥
焊剂或气体
CO2
-------
-------
焊接工艺参数
道次
焊接
方法
焊条或焊丝
焊剂或保护气
电源
A
电压
V
焊接速度m/min
热输入KJ/cm
备注
牌号
φmm
1
CO2焊
ER50-6
φ1.2
CO2
220-260
26-30
33
10.4-14.2
-----
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
-------
气体流量:
气保焊焊丝干伸长度15mm;气体流量20L/min。
施焊环境
室内
环境温度
8℃
相对湿度
-------
预热温度(℃)
-------
层间温度(℃)
-------
后热温度(℃)
-------
时间
(h)
-------
技术措施
焊前清理
焊区砂轮打磨除锈
层间清理
背面清根
其它:
1.焊缝由左至右为第一道,再由右至左为第二道,以此类推焊完。
2.气保焊时注意防风。
焊工姓名
资格代号
级别
施焊日期
记录人
日期
审核
日期
焊接工艺评定检验结果
共4页第3页
非破坏检验
试验项目
合格标准
评定结果
报告编号
备注
外观
符合JGJ81-2002规定
合格
---
外观检查合格后
进行探伤
磁粉检测
JB/T4730.4-2005标准,
合格
CZHYMT-001
拉伸试验
报告编号
CZHYSY-001
弯曲试验
报告编号
CZHYSY-001
试样编号
试验类型
Rm(Mpa)
≥375
断口
位置
评定结果
试样编号
试验类型
弯心直径d(mm)
弯曲
角度
评定
结果
①
接头拉伸
430
425
母材
合格
①
面弯
d=20
180°
合格
②
接头拉伸
415
420
母材
合格
②
面弯
d=20
180°
合格
标准值:
不低于母材(JGJ81-2002中5.5.4第1条)
①
背弯
d=20
180°
合格
②
背弯
d=20
180°
合格
冲击试验
报告编号
试样编号
缺口位置
试验温度
冲击功
AKV(J)
评定
结果
宏观金相试验
报告编号
------
试样编号
------
评定结果:
------
试样编号示意图:
检验
日期
审核
日期
焊接工艺评定报告
工程(产品)名称
焊接试板
评定报告编号
120
委托单位
工艺指导书编号
120
项目负责人
依据标准
《建筑钢结构焊接技术规程》JGJ81-2002
试样焊接单位
施焊日期
2010年3月7日
焊工
资格代号
级别
母材钢号
Q235-A
规格
4mm
供货状态
热轧
生产厂家
武钢
化学成份和力学性能
C
(%)
Mn
(%)
Si
(%)
S
(%)
P
(%)
σs
(Mpa)
σb
(Mpa)
δ5
(%)
ψ
(%)
AKV
(J)
标准
≤0.20
≤0.65
≤0.30
≤0.005
≤0.045
235
375-500
≥26.0
---
复验
0.15
0.53
0.27
0.002
0.023
230
470
31
---
碳当量
-------
公式
Ceq(%)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
焊接材料
生产厂家
牌号
类型
直径(mm)
烘干制度(0C/H)
备注
焊条
-------
-------
-------
-------
-------
-------
焊丝
天津大桥
ER50-6
-------
φ1.2
-------
焊剂或气体
-------
CO2
-------
-------
-------
焊接方法
CO2气体保护焊
焊接位置
平焊
接头形式
对接
焊接工艺参数
见焊接工艺评定指导书
清根工艺
-------
焊接设备型号
NBC—500
电源及极度性
直流正接
预热温度(0C)
-------
层间温度(0C)
-------
后热温度(0C)及时间(h)
-------
焊后热处理
-------
评定结论:
本评定按《建筑钢结构焊接技术规程》JGJ81-2002规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:
合格。
焊接条件及工艺参数适用范围按本评定指导书规定执行。
评定
评定单位:
(签章)
审核
技术负责人
共4页第4页


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 工艺 评定 报告 对接
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
物流管理内涵Word下载.docx
-
六年级英语下册Unit14教案新版湘少版Word下载.docx
-
全国证券从业人员资格考试证券市场基础知识模拟练习题及参考答案03Word文件下载.docx
-
三年法制工作总结Word文件下载.docx
-
燃煤锅炉脱硫GGH吹灰器改造技术条件书Word文件下载.docx
-
平凡的世界读书报告共7篇Word格式.docx
-
遥感专题讲座影像信息提取Word下载.docx
-
三上电脑教案标准Word格式.docx
-
人教版九年级物理知识点总结文档格式.docx
-
现代信息技术条件下 学生自主学习课堂的创建Word文档格式.docx
-
商务礼仪与职业素养范文Word文档下载推荐.docx
-
完整word版初一数学一元一次方程应用题专项讲解Word下载.docx
-
石景山区高三一模英语试题及答案Word下载.docx
-
人教版上册数学单元自主课堂教学设计Word文件下载.docx
-
图像阈值分割方法研究Word文档格式.docx
-
汕头市潮阳区集体农用地基准地价内涵表模板Word文档格式.docx
-
水泥混凝土路面施工组织设计方案Word下载.docx
-
小数乘法典型例题知识归纳docWord文件下载.docx
-
五Word格式.docx
