 磨削用量的选择.doc
磨削用量的选择.doc
- 文档编号:2359050
- 上传时间:2022-10-29
- 格式:DOC
- 页数:4
- 大小:143KB
磨削用量的选择.doc
《磨削用量的选择.doc》由会员分享,可在线阅读,更多相关《磨削用量的选择.doc(4页珍藏版)》请在冰豆网上搜索。
磨削用量的选择
磨削用量包括砂轮速度vs、工件速度vw、纵向进给量fa、背吃刀量ap和光磨次数等。
磨削用量对磨削加工质量和生产率等有很大影响,其影响可见表1-1.
表1-1磨削用量对加工的影响
磨削用量
生产率
表面粗糙度
烧伤
磨削力
砂轮磨耗
磨削厚度
几何精度
vs↗
↗
↘
↗
↘
↘
↘
↗
vw↗
↗
↗
↘
↗
↗
↗
↘
fa↗
↗
↗
↘
↗
↗
↗
↘
ap↗
↗
↗
↗
↗
↗
↗
↘
光磨次数↗
↘
↘
↗
↘
↗
↘
↗
注:
本表适用条件:
在纵磨或切入磨削时,其他条件均恒定的情况。
一、砂轮速度的选择
砂轮速度低,砂轮磨损严重,生产率低;砂轮速度过高,磨粒切削刃锋利程度易下降,也容易烧伤工件。
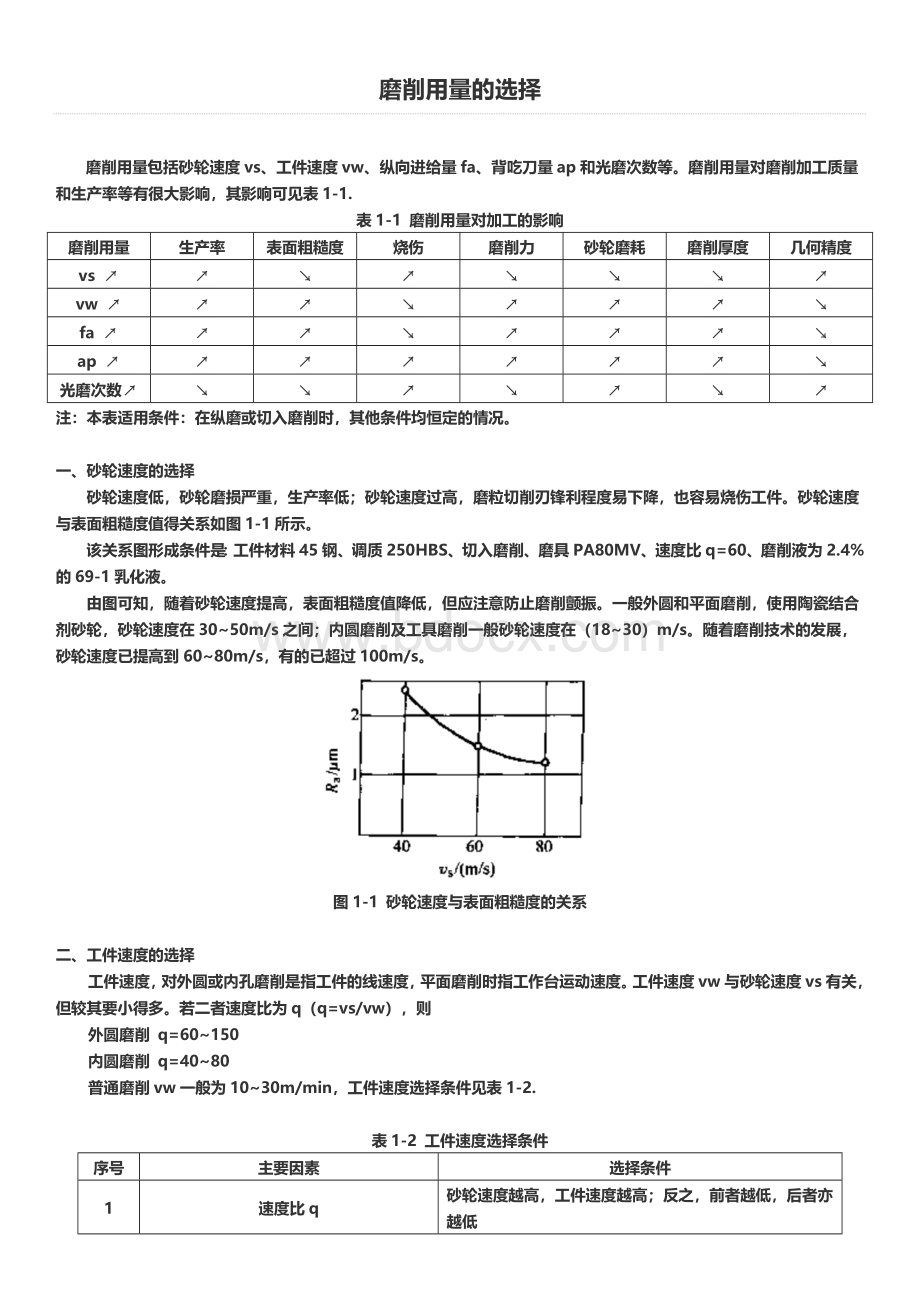
砂轮速度与表面粗糙度值得关系如图1-1所示。
该关系图形成条件是:
工件材料45钢、调质250HBS、切入磨削、磨具PA80MV、速度比q=60、磨削液为2.4%的69-1乳化液。
由图可知,随着砂轮速度提高,表面粗糙度值降低,但应注意防止磨削颤振。
一般外圆和平面磨削,使用陶瓷结合剂砂轮,砂轮速度在30~50m/s之间;内圆磨削及工具磨削一般砂轮速度在(18~30)m/s。
随着磨削技术的发展,砂轮速度已提高到60~80m/s,有的已超过100m/s。
图1-1砂轮速度与表面粗糙度的关系
二、工件速度的选择
工件速度,对外圆或内孔磨削是指工件的线速度,平面磨削时指工作台运动速度。
工件速度vw与砂轮速度vs有关,但较其要小得多。
若二者速度比为q(q=vs/vw),则
外圆磨削q=60~150
内圆磨削q=40~80
普通磨削vw一般为10~30m/min,工件速度选择条件见表1-2.
表1-2工件速度选择条件
序号
主要因素
选择条件
1
速度比q
砂轮速度越高,工件速度越高;反之,前者越低,后者亦越低
2
砂轮的形状和硬度
直径
砂轮直径越小,则工件速度越低
硬度
1、对于硬度高的砂轮,选择高的工件速度
2、硬度低的砂轮,工件速度宜低
3
工件的性能和形状
工件硬度
1、工件硬度高时,选用高的工件速度
2、工件硬度低时,选用低的工件速度
工件直径
1、工件直径大,选用高的工件速度
2、工件直径小,选用低的工件速度(内圆磨削、平面磨削比外圆磨削时工件速度高)
4
工件的表面粗糙度
要降低加工表面粗糙度值,就要减小工件速度,从而选用大直径砂轮
三、纵向进给量的选择
纵向进给量的大小影响工件的表面质量和生产率。
纵向进给量大,增加磨粒的切削负荷,磨削力大;纵向进给量小,易使工件烧伤。
粗磨钢件fa=(0.3~0.7)Bmm/r
粗磨铸铁fa=(0.7~0.8)Bmm/r
精磨fa=(0.1~0.3)Bmm/r
四、背吃刀量的选择
磨削背吃刀量通常数值很小。
一般外圆纵磨
粗磨钢件ap=0.02~0.05mm
粗磨铸铁ap=0.08~0.15mm
精磨钢件ap=0.005~0.01mm
精磨铸铁ap=0.02~0.05mm
外圆切入磨普通磨削ap=0.001~0.005mm
精密磨削ap=0.0025~0.005mm
内圆磨削背吃刀量更小一些。
磨削背吃刀量选择条件见表1-3.
表1-3磨削背吃刀量选择条件
序号
主要因素
选择条件
1
砂轮特性和形状
粒度
粒度号越大,背吃刀量可选得越小
硬度
砂轮硬度高,背吃刀量可选大些
直径
砂轮直径越小,背吃刀量可选得越小
速度
砂轮速度越小,背吃刀量可选得越小
2
工件性能和形状
直径
工件直径越小,背吃刀量可选得越小。
对大尺寸工件,背吃刀量也不能选得太大,因为大直径工件与砂轮接触面积大,转矩很大,设备功率不够
速度
工件速度大,可选小的背吃刀量
五、光磨次数的选择
光磨即无进给磨削,光磨可消除在进给磨削时因弹性形变而未磨掉的部分加工余量,因此可提高工件的几何精度和降低表面粗糙度值。
由图1-2可见,表面粗糙度值随光磨次数的增加而降低。
但应注意:
并不是光磨次数越多越好。
经过一定的光磨次数后,表面粗糙度值变化趋于稳定。
因此欲获得更高级别的表面粗糙度值仅靠增加光磨次数是不行的,而应采用其他加工方法。
光磨次数应根据砂轮状况、加工要求和磨削方式确定。
一般外圆磨削40#~60#砂轮,一般磨削用量,光磨次数是单行程2~4次。
内圆磨削40#~80#砂轮,一般磨削用量,光磨次数是单行程2~4次。
平面磨削30#~60#砂轮,一般磨削用量,光磨次数是单行程1~2次。
图1-2光磨次数与表面粗糙度值的关系
a—普通WA60KV砂轮b—WA+GCW14EB砂轮
六、磨削余量
磨削为精加工工序,余量一般较小。
不同的磨削加工,其加工余量的大小可参见表1-4至表1-7进行选择。
表1-4外圆磨削余量(单位:
mm)
轴径
热处理状态
长度
≤100
>100~250
>250~500
>500~800
>800~1200
>1200~2000
≤10
未淬硬
0.2
0.2
0.3
—
—
—
淬硬
0.3
0.3
0.4
>10~18
未淬硬
0.2
0.3
0.3
0.3
—
—
淬硬
0.3
0.3
0.4
0.5
>18~30
未淬硬
0.3
0.3
0.3
0.4
0.4
—
淬硬
0.3
0.4
0.4
0.5
0.6
>30~50
未淬硬
0.3
0.3
0.4
0.5
0.6
0.6
淬硬
0.4
0.4
0.5
0.6
0.7
0.7
>50~80
未淬硬
0.3
0.4
0.4
0.5
0.6
0.7
淬硬
0.4
0.5
0.5
0.6
0.8
0.9
>80~120
未淬硬
0.4
0.4
0.5
0.5
0.6
0.7
淬硬
0.5
0.5
0.6
0.6
0.8
0.9
>120~180
未淬硬
0.5
0.5
0.6
0.6
0.7
0.8
淬硬
0.6
0.6
0.7
0.8
0.9
1.0
>180~260
未淬硬
0.5
0.6
0.6
0.7
0.8
0.9
淬硬
0.6
0.7
0.7
0.8
0.9
1.1
>260~360
未淬硬
0.6
0.6
0.7
0.7
0.8
0.9
淬硬
0.7
0.7
0.8
0.9
1.0
1.1
>360~500
未淬硬
0.7
0.7
0.8
0.8
0.9
1.0
淬硬
0.8
0.8
0.9
0.9
1.0
1.2
表1-5内圆磨削余量(单位:
mm)
孔径
热处理状态
孔的长度
≤50
>50~100
>100~200
>200~300
>300~500
≤10
未淬硬
淬硬
0.2
0.2
—
—
—
—
>10~18
未淬硬
淬硬
0.2
0.3
0.3
0.4
—
—
—
>18~30
未淬硬
淬硬
0.3
0.3
0.3
0.4
0.4
0.4
—
—
>30~50
未淬硬
淬硬
0.3
0.4
0.3
0.4
0.4
0.4
0.4
0.5
—
>50~80
未淬硬
淬硬
0.4
0.4
0.4
0.5
0.4
0.5
0.4
0.5
—
>80~120
未淬硬
淬硬
0.5
0.5
0.5
0.5
0.5
0.6
0.5
0.6
0.6
0.7
>120~180
未淬硬
淬硬
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.7
>180~260
未淬硬
淬硬
0.6
0.7
0.6
0.7
0.7
0.7
0.7
0.7
0.7
0.8
>260~360
未淬硬
淬硬
0.7
0.7
0.7
0.8
0.7
0.8
0.8
0.8
0.8
0.9
>360~500
未淬硬
淬硬
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.9
0.8
0.9
表1-6端面磨削余量(单位:
mm)
直径
工件全长
≤18
>18~50
>50~120
>120~260
>260~500
>500
≤30
0.2
0.3
0.3
0.4
0.5
0.6
>30~50
0.3
0.3
0.4
0.4
0.5
0.6
>50~120
0.3
0.3
0.4
0.5
0.6
0.6
>120~260
0.4
0.4
0.5
0.5
0.6
0.7
>260~500
0.5
0.5
0.5
0.6
0.7
0.7
>500
0.6
0.6
0.6
0.7
0.8
0.8
表1-7平面磨削余量(单位:
mm)
加工长度
加工宽度
≤100
>100~300
>300~1000
≤300
0.2~0.3
0.25~0.4
—
>300~1000
0.25~0.4
0.3~0.5
0.4~0.6
>1000~2000
0.3~0.5
0.4~0.6
0.4~0.7


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 磨削 用量 选择
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
幼儿园工会规章制度三篇.docx
-
语言学概论语言和语言学.docx
-
预防新型冠状病毒手抄报.docx
-
元旦对联大全对联.docx
-
园林工程施工技术复习题.docx
-
员工工作犯错检讨书范文 员工犯错误的检讨书.docx
-
云计算考试题库.docx
-
展示设计课程标准.docx
-
长沙市新能源与节能环保产业年度发展规划.docx
-
找出含有相同元音音素的一组字母欧阳文创编.docx
-
整理10电信模拟电路实验讲义.docx
-
证券实习报告5000字docx.docx
-
执业药师继续教育部分答案DOC文档.docx
-
质量标准目标及保证措施.docx
-
质量管理体系英文版ppt 43页.docx
-
中层干部管理制度.docx
-
中国合伙人电影评析.docx
-
中考湖北省恩施州中考语文真题及答案.docx
-
中考数学平面几何基础试题解析.docx
