 压力管道通用焊接工艺规程(碳钢).doc
压力管道通用焊接工艺规程(碳钢).doc
- 文档编号:2389961
- 上传时间:2022-10-29
- 格式:DOC
- 页数:2
- 大小:52KB
压力管道通用焊接工艺规程(碳钢).doc
《压力管道通用焊接工艺规程(碳钢).doc》由会员分享,可在线阅读,更多相关《压力管道通用焊接工艺规程(碳钢).doc(2页珍藏版)》请在冰豆网上搜索。
压力管道通用焊接工艺规程
1.总则;为加强的焊接质量,防止法兰变型,管道漏油。
给公司造成经济损失,管道的焊接必须采用手工电弧焊。
2.焊前准备
2.1坡口加工后应进行外观检查,其表面不得与裂纹、夹层等缺陷。
2.2焊接接头组对前,应用手工或机械方法清理内外表面,在坡口两侧20mm范围不得有油漆、毛刺、锈斑、氧化皮及其他对焊接过程有害的杂物。
3.焊接
3.1定位焊应与正式焊接工艺相同,其焊缝长度宜为10~15mm,高宜为2~4mm,且不超过壁厚的2/3.
3.2不得在焊件表面引弧或试验电流,焊件表面不得有电弧擦伤等缺陷。
3.3定位焊的焊缝不得有裂纹及其它缺陷,若发现缺陷应及时清除,定位焊焊道的两端应修磨成缓坡形。
3.4在保证焊透及熔合良好的条件下,应选用小的焊接参数,采用短弧、多层多焊道,层间温度控制在60℃以下。
3.5有耐腐蚀性要求的双面焊焊缝,与介质接触的一侧应最后焊接。
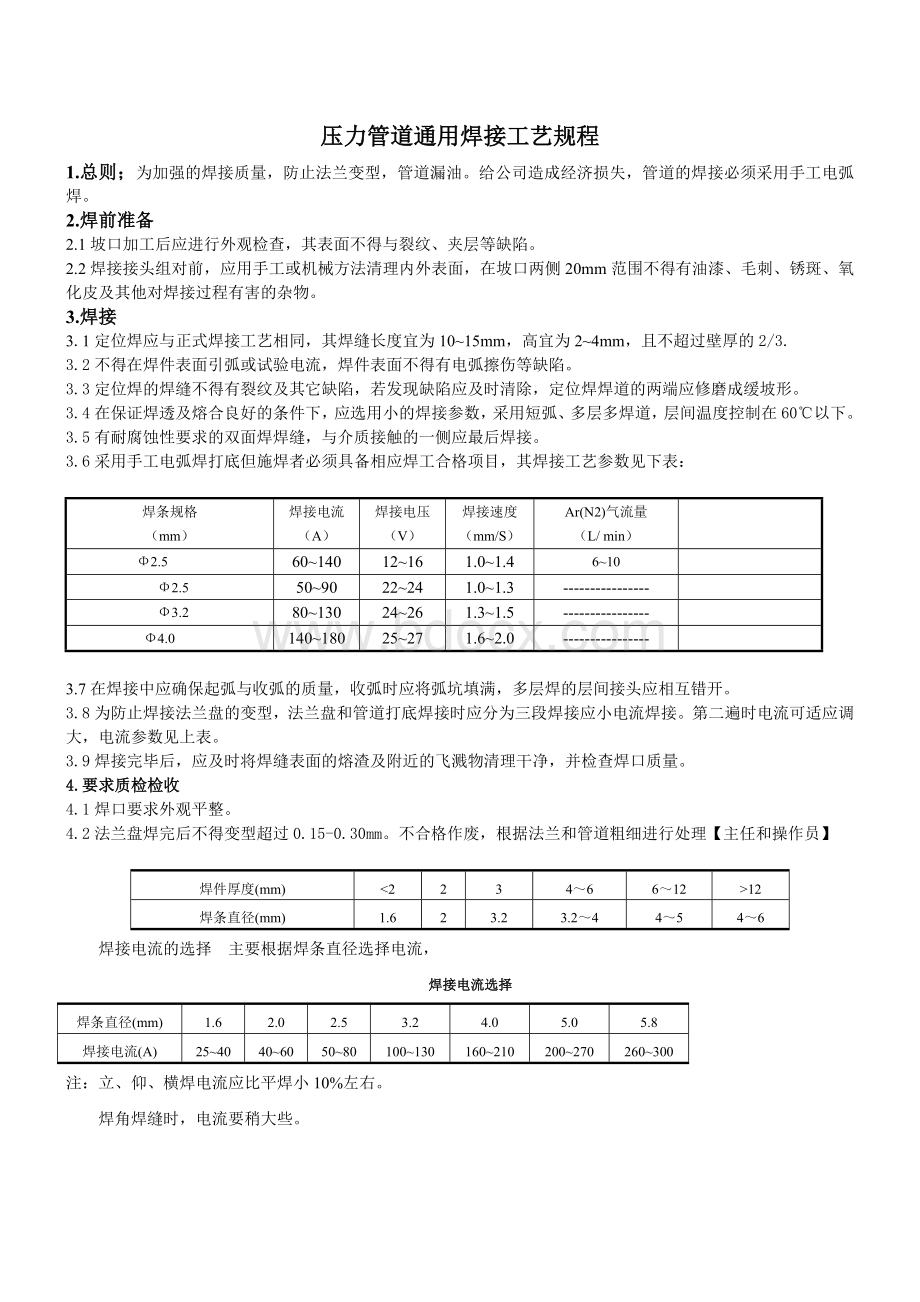
3.6采用手工电弧焊打底但施焊者必须具备相应焊工合格项目,其焊接工艺参数见下表:
焊条规格
(mm)
焊接电流
(A)
焊接电压
(V)
焊接速度
(mm/S)
Ar(N2)气流量
(L/min)
Φ2.5
60~140
12~16
1.0~1.4
6~10
Φ2.5
50~90
22~24
1.0~1.3
----------------
Φ3.2
80~130
24~26
1.3~1.5
----------------
Φ4.0
140~180
25~27
1.6~2.0
----------------
3.7在焊接中应确保起弧与收弧的质量,收弧时应将弧坑填满,多层焊的层间接头应相互错开。
3.8为防止焊接法兰盘的变型,法兰盘和管道打底焊接时应分为三段焊接应小电流焊接。
第二遍时电流可适应调大,电流参数见上表。
3.9焊接完毕后,应及时将焊缝表面的熔渣及附近的飞溅物清理干净,并检查焊口质量。
4.要求质检检收
4.1焊口要求外观平整。
4.2法兰盘焊完后不得变型超过0.15-0.30mm。
不合格作废,根据法兰和管道粗细进行处理【主任和操作员】
焊件厚度(mm)
<2
2
3
4~6
6~12
>12
焊条直径(mm)
1.6
2
3.2
3.2~4
4~5
4~6
焊接电流的选择主要根据焊条直径选择电流,
焊接电流选择
焊条直径(mm)
1.6
2.0
2.5
3.2
4.0
5.0
5.8
焊接电流(A)
25~40
40~60
50~80
100~130
160~210
200~270
260~300
注:
立、仰、横焊电流应比平焊小10%左右。
焊角焊缝时,电流要稍大些。
打底焊时,特别是焊接单面焊双面成形焊道时,使用的焊接电流要小;填充焊时,通常用较大的焊接电流;盖面焊时,为防止咬边和获得较美观的焊缝,使用的电流稍小些。
碱性焊条选用的焊接电流比酸性焊条小10%左右。
不锈钢焊条比碳钢焊条选用电流小20%左右。
焊接电流初步选定后,要通过试焊调整。
3)电弧电压主要取决于弧长。
电弧长,则电压高;反之,则低。
在焊接过程中,一般希望弧长始终保持一致,并且尽量使用短弧焊接。
所谓短弧是指弧长为焊条直径的0.5~1.0倍。
一般低氢型焊条采用短弧、低压操作能得到比较好的焊接效果。
焊缝空间位置
焊缝断面示图
焊件厚度或焊角尺寸(mm)
第一层焊缝
以后各层焊缝
封底焊缝
焊条直径(mm)
焊接电流(A)
焊条直径(mm)
焊接电流(A)
焊条直径(mm)
焊接电流(A)
横对接焊缝
2
2
50~55
2
50~55
2.5
3.2
80~110
3.2
80~110
3.0~4.0
3.2
90~120
3.2
90~120
4
120~160
4
120~160
5.0~8.0
3.2
90~120
3.2
90~120
3.2
90~120
4
140~160
4
120~160
>9.0
3.2
90~120
4
140~160
3.2
90~120
4
140~160
4
120~160
14~18
3.2
90~120
4
140~160
4
140~160
>19
4
140~160
4
140~160
仰对接焊缝
2
2
50~65
2.5
3.2
80~110
3.0~5.0
3.2
90~110
4
120~160


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压力 管道 通用 焊接 工艺 规程 碳钢
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
小学应用题类型归纳+解题思路+例题整理Word文档下载推荐.docx
-
四年级数学乘法教案Word格式文档下载.docx
-
四年级数学下册小数加减法练习题精选200Word文件下载.docx
-
小学足球活动记录精编版Word下载.docx
-
新课标人教版二年级下册语文教案Word文档格式.docx
-
托管班计划书Word文档格式.docx
-
校庆征文范文8篇学生文档格式.docx
-
新能源汽车技术专业人才培养方案说明文档格式.docx
-
外文翻译工程索赔相关问题理论Word下载.docx
-
心理行为文化一三节Word文件下载.docx
-
县旅游局环境创优年深化思想作风建设动员工作汇报精选多篇Word下载.docx
-
新人教版八年级语文上册第六单元《诗词五首教案》Word格式文档下载.docx
-
外研社必修五module16复习学案Word下载.docx
-
一年级语文下册第四单元教学设计教科版Word文档下载推荐.docx
-
心理资料师二级三级基础部分必过资料根据真题整理详细全面文档格式.docx
-
完整word版java100道选择题含答案文档格式.docx
-
新型陶瓷材料缩文档格式.docx
-
完整版高中英语词性转换常见词汇Word下载.docx
-
乡镇妇联年度工作总结1Word下载.docx
