 设备安装施工技术措施.docx
设备安装施工技术措施.docx
- 文档编号:24636304
- 上传时间:2023-05-29
- 格式:DOCX
- 页数:15
- 大小:178.46KB
设备安装施工技术措施.docx
《设备安装施工技术措施.docx》由会员分享,可在线阅读,更多相关《设备安装施工技术措施.docx(15页珍藏版)》请在冰豆网上搜索。
设备安装施工技术措施
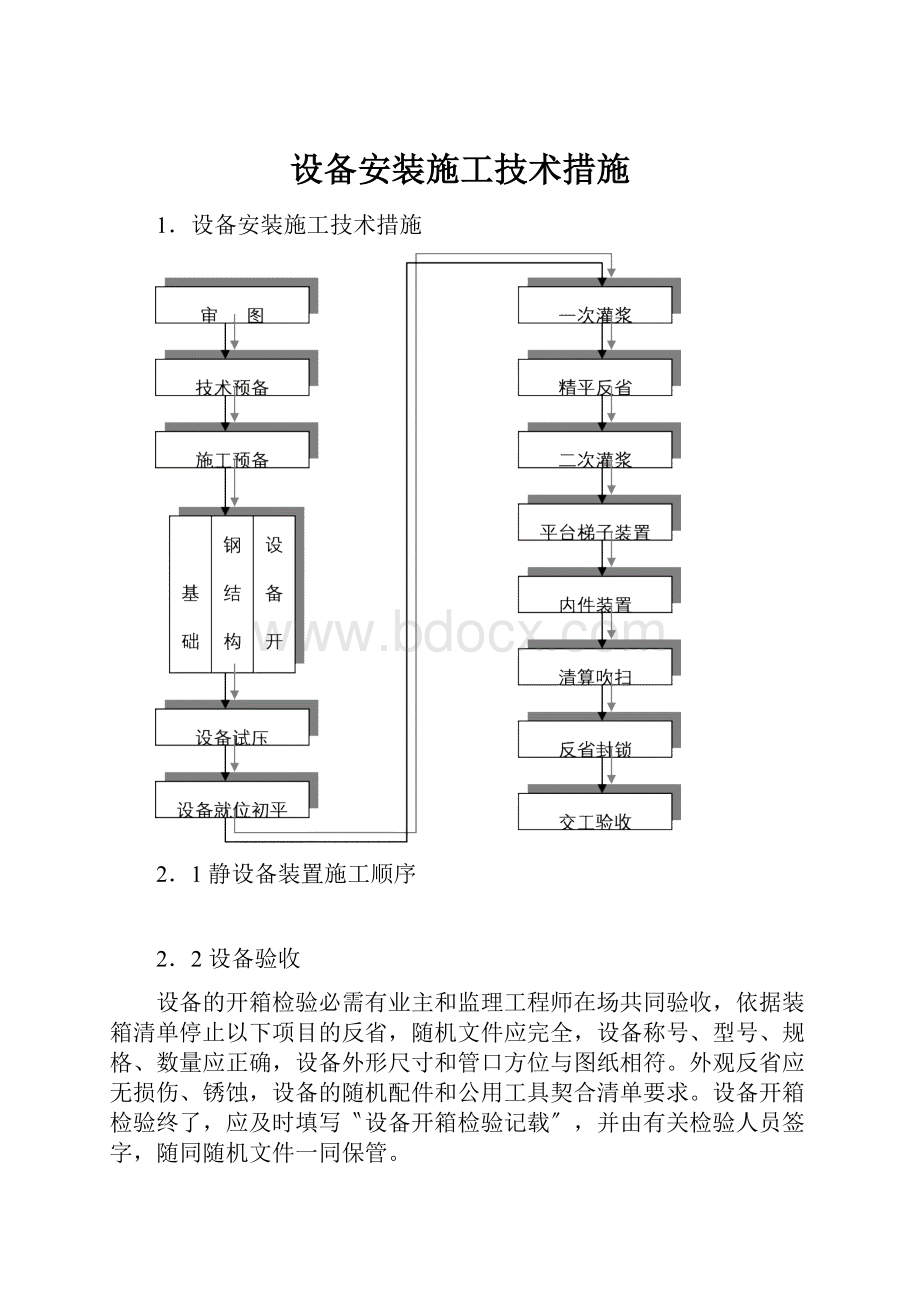
1.设备安装施工技术措施
2.1静设备装置施工顺序
2.2设备验收
设备的开箱检验必需有业主和监理工程师在场共同验收,依据装箱清单停止以下项目的反省,随机文件应完全,设备称号、型号、规格、数量应正确,设备外形尺寸和管口方位与图纸相符。
外观反省应无损伤、锈蚀,设备的随机配件和公用工具契合清单要求。
设备开箱检验终了,应及时填写〝设备开箱检验记载〞,并由有关检验人员签字,随同随机文件一同保管。
2.3基础验收及处置
●基础验收
在设备装置前,会同业主现场代表和监理工程师及土建承包商对基础停止验收。
在基础上应清楚地标识标高基础线和纵横中心线,重要设备的基础应有沉降观测点,基础外观不得有裂纹、蜂窝、空泛、露筋等缺陷,按有关图纸对基础的尺寸停止复测反省,其允许偏向应契合GB50231-98规范要求。
●基础处置
基础验收合格后,应铲麻面,麻点深度不小于10mm,垫铁处置基础外表铲平,其水平度为2mm/m,然后依据设备重量和底座状况合理布置垫铁,用水准仪测量垫铁标高满足设备图纸的要求,然后将基础上的碎石、泥土、积水等杂物清算掉。
2.4设备就位
设备就位前,首先核对设备的管口方位、管口尺寸、管口相对位置,并标注管口号,在设备底座上标注设备中心方位,就位时应与设备基础方位中心线对齐,然后选择合理牢靠的方法将设备吊装就位,装置区域内的设备先试压后装置,装置区域以外的设备先吊装后试压。
静设备调整和测量的基准规则如下:
●设备支承的底面标高应以基础上标高基准线为基准。
●设备中心线位置应以基础上中心线位置为基准。
●立式设备的方位应以基础上距离设备最近的中心线为基准。
●立式设备的铅垂度应以设备两端部的测点为基准。
●卧式设备的水平度普通应以设备的中心划线为基准。
2.5设备灌浆
●关于初步找平、找正的设备的预留孔停止一次灌浆,灌浆用料用规则标号的细石砼,当预留孔内的砼的强度到达设计强度的75%后,停止设备的找正、找平任务,并且用垫铁停止调整,严禁用松紧地脚螺栓的方法停止找正、找平任务,满足规范要求后,平均拧紧地脚螺栓,点焊垫铁,填写隐蔽工程记载,停止二次灌浆。
●二次灌浆任务在隐蔽工程反省合格,设备最终找正找平后24小时后停止,并且在灌浆之前应对设备的找平、找正数据停止复测。
二次灌浆任务必需延续停止,不得分次浇灌,灌浆用料普通细碎石砼为宜,其标号应比基础混凝土的标号高一级。
2.6设备试压
耐压实验以清洁水<氯离子浓度不大于25PPm浓度>停止实验,关于在制造厂已作过耐压实验,且有完备的证明文件的设备,装置前可不做耐压实验,但关于有法兰衔接的设备及列管式换热器等,在运输进程中容易惹起走漏的,应在设计压力下用液压实验检测其严密性。
压力实验终了后,填写〝设备压力实验记载〞。
经有关方面签字认可。
2.7设备清算、封锁
设备装置后,应对设备停止吹扫、清算,以扫除外部的铁锈、泥沙、灰尘、木块和焊条头号杂物,对无法用人工清算的设备,可以用紧缩空气吹扫。
关于需求脱脂的设备,设备脱脂后应将溶剂排尽吹干,经脱脂合格后应及时封锁,保证在以后的工序施工中不再被污染。
并填写〝设备脱脂记载〞、〝设备清算、封锁记载〞。
2.动设备装置
3.1普通动设备装置施工顺序
3.2传动设备的开箱检验、基础验收及处置同本章2。
2、2。
3条。
3.3传动设备的初找平、找正
●垫铁布置要求。
垫铁布置原那么为:
在地脚螺栓两侧各放置一组,应尽量运用权垫铁接近地脚螺栓,外地脚螺栓间距小于300mm时,可在地脚螺栓的同一侧放置一组垫铁,相邻垫铁组间距普通为500mm左右,有增强筋的设备底座,垫铁应垫在增强筋下。
垫铁的层数普通不超越4层,垫铁高度普通为30~70mm。
每组垫铁放置应颠簸,接触良好,接触面积应不小于80%,垫铁外表的油污应肃清洁净。
设备找平后,各组垫铁均应被压紧,垫铁组应显露底座10~30mm。
地脚螺栓两侧的垫铁组,每一块垫铁伸入机器底座底面的长度,均应超越地脚螺栓,且保证设备支座受力平衡。
垫铁数量及规格须满足设备说明书或图纸要求,或校核垫铁总面积。
●传动设备的找平。
设备就位后应及时停止找平找正任务,传动设备上作为定位基准的面、线、点对装置基准线的坐标允许偏向普通应契合下表:
项目
允许偏向〔mm〕
平面位置
标高
与其它机械无机械联络时
±5
±5
与其它机械无机械联络时
±5
±1
机器找平,装置基准的选择和水平度的允许偏向必需契合〝专项规范或机器技术文件的规则,普通横向水平度的允许偏向为0.1mm/m,纵向水平度允许偏向为0.05mm/m,不得用松紧地脚螺栓的方法调整找平及找正值。
●传动设备的找正
关于胶带或链条等传达室动的机器,胶带或带轮的找正应契合以下要求:
两轮的轮宽中心平面应在同一平面上,两平面相对轴位移量为平胶带轮不大于1.5mm,链轮不大于1mm,两轴平行度允许偏向为0.5mm/m,采用联轴器传动的机器,联轴器两轴的对中偏向及联轴器的端面间隙,应契合机器的技术文件要求,假定无要求应契合GB50231-98、GB50275-98中的规则。
3.4设备灌浆同本章第2.5条。
3.5设备清洗和装配
关于需求停止解体反省和清洗的有关设备,应在附件及管线衔接后停止解体反省和清洗,装配进程中反省有关零件的配合间隙,并作好记载和相应标志。
装配后零部件应清洗反省合格,机器油路系统经过反省确认清洁度后,方可回装,回装时必需到达制造厂技术文件及规范规范要求。
3.6风机装置技术要求
3.6.1普通技术要求
●风机装置的基础、消音和防震装置应契合有关设计要求。
●风机开箱反省时应留意叶轮旋转方向能否契合设备技术文件的要求的规则,进、排气口应有盖板严密遮盖,防止尘土和杂物进入。
●全体装置的风机、搬运和吊装用绳索,不得捆缚在转子、机壳或轴承盖的吊环上。
●风机的润滑、油冷却和密封系统的管路除应清洗洁净和疏通外,其受压局部应作强度实验,现场装置的润滑、密封管道应停止除锈、清洗处置。
●风机的进风管、排风管、阀门均应有独自的管道支撑,并与基础或其它构筑物结实相连。
各管道与风机衔接的法兰面应对中,不得硬拉和别劲,风机机壳不得接受其它机件的重量,防止机壳变形。
管路装置后应复测机组的不同轴度能否契合要求。
●风机传动装置外露局部应有防护罩。
3.6.2离心式鼓风机装置技术要求
本工程中风机〔含送风箱内的风机〕共有59台,均为离心风机,电机功率最大是送风箱S-1内风机:
P=11KW,风量为21546m3/h。
离心式鼓风机的清洗、装配和装配应契合以下要求:
●各机件和隶属设备均应清洗洁净,其结合面的油脂肃清后,应涂以润滑油加以维护。
●机壳垂直中分面不应装配清洗,护压器、回流器和轴承箱等清洗不可装配。
●气体调理装置和气体冷却装置应清洗洁净,其受压局部普通可不停止试压。
离心机风机找往常应契合以下要求:
●机组找往常,纵向用水平仪在轴上测量,水平度不超越0.03mm/m。
横向用水平仪在机壳中分面测量,水平度不超越0.1mm/m,有增速机的机组找往常,纵向在轴颈上测量,水平度不大于0.02mm/m,横向在下机壳的水平中分面上测量,水平度不大于0.1mm/m,找正时,普通以增速器为基础停止。
●全体机组装置时,要按机组的大小选用斜垫铁组,对转速n大于3000rpm的机组,各垫铁之间、垫铁与基础、底座之直接触面积不小于接合面70%,局部间隙不大于0.05mm,每组垫铁选取配后应成组放好,并作出标志,防止紊乱。
底座上导向键与机体间隙应平均,并应契合设备技术文件规则。
●轴瓦和轴颈的接触弧面、顶间隙、侧间隙应契合设计文件的规则,如某些目的不符时,允许修刮,但修刮时,应留意校正转子和机壳密封装置的不同轴度,并使转子与密封装置的间隙契合设备技术文件的规则。
转子的各部位的轴向和径向跳动均不应超标。
●离心风机试运转参考规范停止。
3.7螺旋保送机的装置技术要求
本工程的螺旋保送机2台,均装在氟橡胶车间的切片处,除螺杆保送机为链条传动,其他均为胶带传动。
螺杆机为全体到货,保送机分段到货,现场组装。
组装机壳应契合以下技术要求:
●各段机中心线结两端机座中心线的不重合度应契合:
L=3~15m,不重合度为4mm。
●相邻机壳法兰面的衔接应平整,其间隙不大于0.5mm。
●相邻机壳内外表在接处的错位不超越1.4mm,机壳衔接处应严密,机壳法兰之间宜用石棉垫调零件壳和螺旋体长度之间的累积误差。
●相邻旋转体衔接后,螺旋体转动应颠簸、灵敏,不得有卡涩现象。
螺旋体轴线的直线度偏向,宜在吊轴承底座和机壳吊耳之间加垫片调整。
●进出料口的法兰面应相互平行,不应强行衔接,衔接后应严密,不应有间隙。
●当螺旋保送机空负荷延续试运转2小时以后,其轴承升温不应大于40度,负荷试运转、卸料应正常,应无清楚的阻料现象。
3.8泵装置技术要求
本工程泵装置有56台,主要型式有离心泵、真空泵、计量泵等,泵主体材质有碳钢、不锈钢、聚偏氟乙烯和玻璃钢/聚丙烯复合资料等。
●泵装置的设备开箱检验、基础验收及处置、设备找正找平、设备的灌浆同普通传动设备的装置要求。
●机泵找正,关于驱动机与泵直接衔接时,应以泵的轴线为基准找正;驱动机与泵之间有中间机器衔接时,应以中间机器轴线为基准找正。
●机泵就位找正后,要做好对设备的维护任务,对外露的易损、易丧失部件,如油杯、压力表要妥善维护。
设备法兰口及装配口,应留意密封维护,防止杂物进入设备内腔。
●机泵试车前,管道应冲洗合格,且入口处设置必要的暂时过滤器。
●关于PVDF和FRPP的非金属泵装置留意要轻拿轻放,不要碰撞。
3.9紧缩机装置技术要求
本工程紧缩机合计19台,其中11台隔膜式,8台活塞式。
●本工程的紧缩机是全体出厂的紧缩机。
紧缩机的清洗和反省应契合以下要求:
隔膜式紧缩机应装配清洗缸盖、膜片、吸气阀和排气阀,并无损伤和锈蚀;活塞式紧缩机应对活塞、连杆、气阀和填料停止清洗和反省,其中气阀和填料不得采用蒸汽清洗。
●紧缩机装置水平偏向不应大于0.2mm/m,并应在以下部位测量:
卧式紧缩机应在机身滑道的基准面上测量;立式紧缩机应撤除气缸盖,并在气缸顶平面上测量;其它型式的紧缩机在主轴外露局部测量。
●关于紧缩机零部件的拆装、清洗、反省应契合有关规范的要求。
紧缩机回装进程中各部件的衔接螺栓必需拧紧,锁紧装置必需锁牢。
3.精馏塔装置施工技术措施
本工程9台精馏塔集中散布在单体车间的框架内,其中5台散布在六氟丙烯装置内,4台散布在偏氟乙烯装置内。
这些设备比拟细长,重量不大,依据以往我公司相似工程施工阅历,应为分段到货,填料现场装填。
设备主要尺寸规格如下表:
序号
位号
称号
规格
重量
kg
备注
1
T1154
VDF脱气塔
Φ350x28975V=2.7m3
H=22000mm丝网波纹填料
4500
不包括填料
2
T1155
VDF精馏塔
Φ450x29045V=4.6m3
H=22000mm丝网波纹填料
6315
不包括填料
3
T1156
F142b脱气塔
Φ300x25330V=1.79m3
H=20800mm丝网波纹填料
2635
不包括填料
4
T1157
F142b脱气塔
Φ300x25330V=1.79m3
H=19400mm丝网波纹填料
2700
不包括填料
5
T1203
四氟精馏塔
塔顶冷凝器
Φ300x2500V=1.35m3
H=20700mm聚丙烯阶梯填料
2440
2000
不包括填料
6
T1204
脱轻塔
Φ350x28850V=2.7m3
H=24200mm丝网波纹填料
3430
不包括填料
7
T1205
HFP精馏塔
Φ400x28830V=3.52m3
H=23700mm丝网波纹填料
4215
不包括填料
8
T1206
HFP回收塔
Φ300x28830V=1.98m3
H=24200mm丝网波纹填料
2950
不包括填料
9
T1207
高沸物脱除塔
Φ400x28830V=3.52m3
H=23350mm聚丙烯阶梯填料
4070
不包括填料
4.1填料塔的装置顺序
4.2设备验收
塔设备和填料的验收必需有业主工程师和监理工程师代表在场共同验收,依据随机技术文件和清单停止反省,设备称号、型号、规格、外形尺寸、管口方位、分段数与图纸相符,并且分节数标识明白,外观反省应无损伤和锈蚀,并及时填写〝设备开箱反省记载〞,并由有关反省人员签字认可。
4.3基础处置
在塔设备装置前,会同业主现场代表和监理工程师以及土建承包商对基础停止验收,在基础上应清楚地有标高基准线和纵横轴中心线,还应有沉降观测点,基础外观不得有裂纹、蜂窝、空泛、露筋等缺陷,并按有关图纸的要求对基础尺寸停止复测反省,满足图纸和规范要求。
阅历收合格的基础按本章第2.3条规则停止基础处置和垫铁布置。
4.4设备外部清算
由于本项工程塔设备直径较小,装置前,采用机械的方法清扫外部铁锈、泥沙、灰尘等杂物,停止机械清扫后,再用无油紧缩空气吹扫,清算合格后,用盲板封锁,防止一次污染。
4.5填料的清洗、吹干
填料的清洗采用丙酮停止清洗,清洗后采用自然风吹干。
清洗枯燥后的填料立刻装置,当天装置的填料需当天清洗。
4.6塔设备的找正、灌浆
塔设备下段就位后,应用上部法兰面初步找正塔身,然后对地脚螺栓停止一次灌浆,到达养护期后,对设备停止精找正,并紧固地脚螺栓,然后对设备停止二次灌浆,灌浆用砼标号比基础高一级。
4.7塔填料的装置
●塔填料装置前,必需清洗洁净。
●塔填料装置前,运用斜木楔轻打入塔与楼层孔的间隙,固定塔身,以便填料装置时,保证塔身的动摇性和垂直度。
填料从每段上部法兰口装入。
●聚丙烯阶梯填料在装置进程中应防止破碎或变形。
破碎变形者必需拣出。
塑料环应防止日晒老化。
填料填充质量、填充体积必需契合设计图纸和规范要求。
●丝网波纹填料填充时,应保证设计规则的丝网波纹片的波纹方向与塔轴线的夹角,其允许偏向为±5度。
如设计无规则,可参照以下要求停止:
最下一层填料盘的丝网波纹方向应垂直支撑栅板,其他各层填料盘丝网波纹的波纹方向与塔轴线成30度或45度角;一层填料盘的相邻网片的波纹倾斜角度相反;组装相邻填料盘波纹方向互成90度角;丝网波纹填料的填充质量、填充体积应契合设计图纸要求,每层塔填料填充装置终了后,应及时会同有关方面人员反省,合格后,及时填写〝填料塔填充反省记载〞。
4.8填料塔的气密性实验
●填料装置完成采用无油枯燥的紧缩空气停止气密性反省,以法兰衔接面无渗漏为合格。
实验终了,排净实验介质,并填写〝压力实验记载〞。
4.裂解炉装置施工技术措施
上海三爱富新资料股份1000吨/年氟橡胶工业性实验项目装置工程,共有8台裂解炉,全部集中在单体车间中的800吨/年偏氟乙烯消费装置和600吨/年六氟丙烯消费装置框架内,两套装置各4台,裂解炉尺寸为Φ1500x1300,采用电加热,有N=300KW和N=150KW两种,含3根裂解管,重量为7000kg。
由于为甲方专利技术,由甲方设计和分段制造到货,现场组装、筑炉,详细施工技术措施如下。
5.1施工顺序
5.2设备验收
设备应会同业主现场代表和监理工程师共同在场停止,依据施工图纸,着重反省设备的支撑、筒体的几何尺寸、启齿方位、节数、法兰衔接面、裂解管的型号、规格、材质、数量和随设备的附件状况能否与设计图纸相符,外观无损伤和锈蚀。
5.2基础处置
在裂解炉装置之前,会同业主现场代表和监理工程师对基础共同验收,在基础上清楚标识出设备标高基准线和纵横中心线,并对基础外观和尺寸按施工图纸停止复查,满足图纸和规范要求。
5.3裂解炉支架和筒体装置
●裂解炉支架就位在基础上,经过垫铁调整其标高和垂直度,满足图纸和规范要求后,停止地脚螺栓一次灌浆,待一次灌浆到达养护期后,精找正设备支撑,点焊垫铁,停止设备二次灌浆。
●筒体装置时应留意筒体节数顺序、方位,采取自下而上依次分节装置,装置进程中随时反省筒体互成90度方向的垂直度,待装置反省到达设计图纸规范要求后,方可停止下一节的装置。
●裂解炉筒体装置后停止筒体板附件开孔,热电偶套管等装置。
确认一切壁板附件装置终了,方可停止筑炉任务。
5.4裂解炉耐火砖砌筑
●裂解炉耐火砖和其它筑炉资料具有质量合格证明书,并且满足设计图纸和规范要求。
●裂解炉中心线和主要标高控制线应按设计要求规则,砌筑前应校核砖砌筑的放样尺寸,砌筑耐火砖要错缝砌筑,内外层砌体也应错缝砌筑,不得重缝。
砖缝大小普通不应小于15mm。
●砌筑缝的耐火砂浆应丰满,厚度应平均,砌筑进程中,运用木槌或胶锤找正,不得用铁锤,砌筑时砖而应坚持洁净,不得有尘土和其它杂物。
●耐火砖在砌筑进程中直到投入消费前,应采取防潮措施。
耐火砖施工终了,应清扫洁净。
5.5裂解管装置和铜排装置
●裂解管采用镍合金焊丝,全氩弧焊焊接,组装成三根管,裂解管的垂直度满足规范和图纸要求。
●铜排采用铜焊焊在镍合金管上,并用外部喷锡。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 设备 安装 施工 技术措施
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《当代世界政治与经济》.docx
《当代世界政治与经济》.docx
-
《背起爸爸上学》观后感5篇精品模板.docx
-
《个人能力提升计划》.docx
-
《教务管理课程管理系统》系统分析实验报告docx.docx
-
《弟子规》全文带拼音.docx
-
《海底两万里》名著导读及检测试题教学内容.docx
-
《氓》导学案答案.docx
-
《吞食天地2诸葛孔明传》完全攻略.docx
-
《再见了母校》诗歌朗诵稿6篇范文.docx
-
《铸造工艺说明书》word版.docx
-
12Unit9TheDamnedHumanRace.docx
-
27魏利金主讲郑州关于举办建筑结构设计疑难问题及结构施工图设计及审图常见问题专题1.docx
-
《电力建设工程质量监督检查典型大纲》风力发电部分.docx
-
《和孩子划清界限》读书笔记.docx
-
《莫泊桑小说两篇》doc.docx
-
《网络设备安装配置与调试》试题B卷.docx
-
《安全生产技术》第一章第一节.docx
-
《高级计算机网络》课程综述.docx
-
《检验核医学》教学大纲.docx
-
《大学英语》第6段段落与课文翻译.docx
-
《构造地质学》作图题例题.docx
-
《流体力学与热工基础》教学大纲重点难点.docx
-
《索证索要制度》.docx
-
《中医临床护理学》试题库及答案六.docx
-
2汽车装配工艺及调试技术10页word.docx
-
5 草船借箭教案.docx
-
《管理会计》试题库选择.docx
-
《麻雀》教案.docx
-
《砼渗水整改措施》.docx
-
《语言学纲要》 叶蜚声徐通锵版复习.docx
-
《产品质量法》培训.docx
-
《工程招投标与合同管理》期末考试复习题及参考答案.docx
-
北京语言大学入学测试机考模拟题及答案高起点英语.docx
-
本科毕业设计论文咏叹调《侯爵请听》的艺术鉴赏及演唱中的二度创作.docx
-
毕业生要找工作了.docx
-
标准房屋出租合同怎么写范本doc.docx
-
补课申请书15篇.docx
-
部编版四年级下册语文试题第八单元专项训练课内阅读含答案.docx
-
部编人教版六年级下册语文短文阅读专项基础练习及答案.docx
-
材料清单表.docx
-
财务管理制度及流程图.docx
-
参考借鉴平行车进口调研报告doc.docx
-
仓库管理系统项目计划.docx
-
测心理健康的测试题答案.docx
-
常减压装置技术经验问答.docx
-
常用配件价格公示表doc.docx
-
超市消防安全制度示范文本.docx
-
sCFG桩复合地基承载力及施工检测.docx
-
THPFSL一2实训指导书三菱.docx
-
VI品牌视觉明细模板.docx
-
XX年全面推进依法治县工作进展情况汇报材料.docx
